《钢结构焊缝的检验标准》由会员分享,可在线阅读,更多相关《钢结构焊缝的检验标准(2页珍藏版)》请在装配图网上搜索。
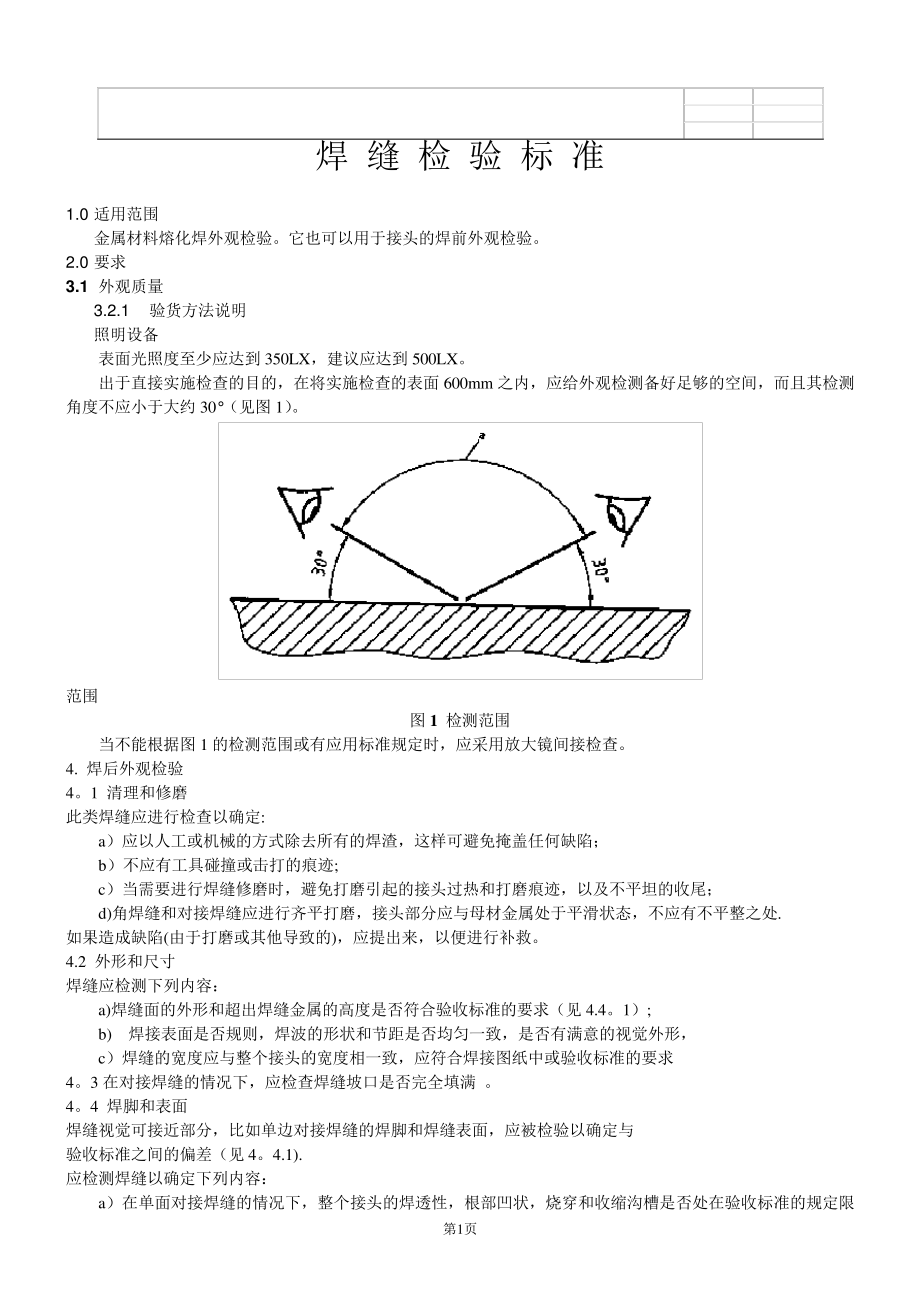
1、第1页 焊 缝 检 验 标 准 1.0 适用范围 金属材料熔化焊外观检验。它也可以用于接头的焊前外观检验。2.0 要求 3.1 外观质量 3.2.1 验货方法说明 照明设备 表面光照度至少应达到 350LX,建议应达到 500LX。出于直接实施检查的目的,在将实施检查的表面 600mm 之内,应给外观检测备好足够的空间,而且其检测角度不应小于大约 30(见图 1)。范围 图 1 检测范围 当不能根据图 1 的检测范围或有应用标准规定时,应采用放大镜间接检查。4.焊后外观检验 4。1 清理和修磨 此类焊缝应进行检查以确定:a)应以人工或机械的方式除去所有的焊渣,这样可避免掩盖任何缺陷;b)不应有
2、工具碰撞或击打的痕迹;c)当需要进行焊缝修磨时,避免打磨引起的接头过热和打磨痕迹,以及不平坦的收尾;d)角焊缝和对接焊缝应进行齐平打磨,接头部分应与母材金属处于平滑状态,不应有不平整之处.如果造成缺陷(由于打磨或其他导致的),应提出来,以便进行补救。4.2 外形和尺寸 焊缝应检测下列内容:a)焊缝面的外形和超出焊缝金属的高度是否符合验收标准的要求(见 4.4。1);b)焊接表面是否规则,焊波的形状和节距是否均匀一致,是否有满意的视觉外形,c)焊缝的宽度应与整个接头的宽度相一致,应符合焊接图纸中或验收标准的要求 4。3 在对接焊缝的情况下,应检查焊缝坡口是否完全填满。4。4 焊脚和表面 焊缝视觉
3、可接近部分,比如单边对接焊缝的焊脚和焊缝表面,应被检验以确定与 验收标准之间的偏差(见 4。4.1).应检测焊缝以确定下列内容:a)在单面对接焊缝的情况下,整个接头的焊透性,根部凹状,烧穿和收缩沟槽是否处在验收标准的规定限第2页 度;b)任何咬边均应符合验收标准;c)任何缺陷,例如检测到的裂缝或多孔的情况必要时,均应依照适当的验收准则,在焊接表面或热影响区,采用光学的辅助检查;d)任何其目的是便于组装和生产临时焊接到工件上的附件都可能会影响到物件的功能,或影响检查工作,都应加以除去,从而不损坏工件,应检查固定的附件区域,以确信无任何裂缝.5 修补焊缝外观检验 5。2 部分修补焊缝 焊缝金属挖掘须足够深和长,以去掉所有缺陷。切口侧面和端部的底面到表面应有一定的锥度。切口的宽度和外形应足以进行重新焊接.5.3 全修补焊缝 当有缺陷的焊缝已经在有或没有增加一个新部分的需要的情况下被移除,焊接准备的外形和尺寸应符合原始焊缝的规定要求.编制:批准:年 月 日
 钢结构焊缝的检验标准
钢结构焊缝的检验标准