 质量管理与可靠性课程设计
质量管理与可靠性课程设计

《质量管理与可靠性课程设计》由会员分享,可在线阅读,更多相关《质量管理与可靠性课程设计(15页珍藏版)》请在装配图网上搜索。
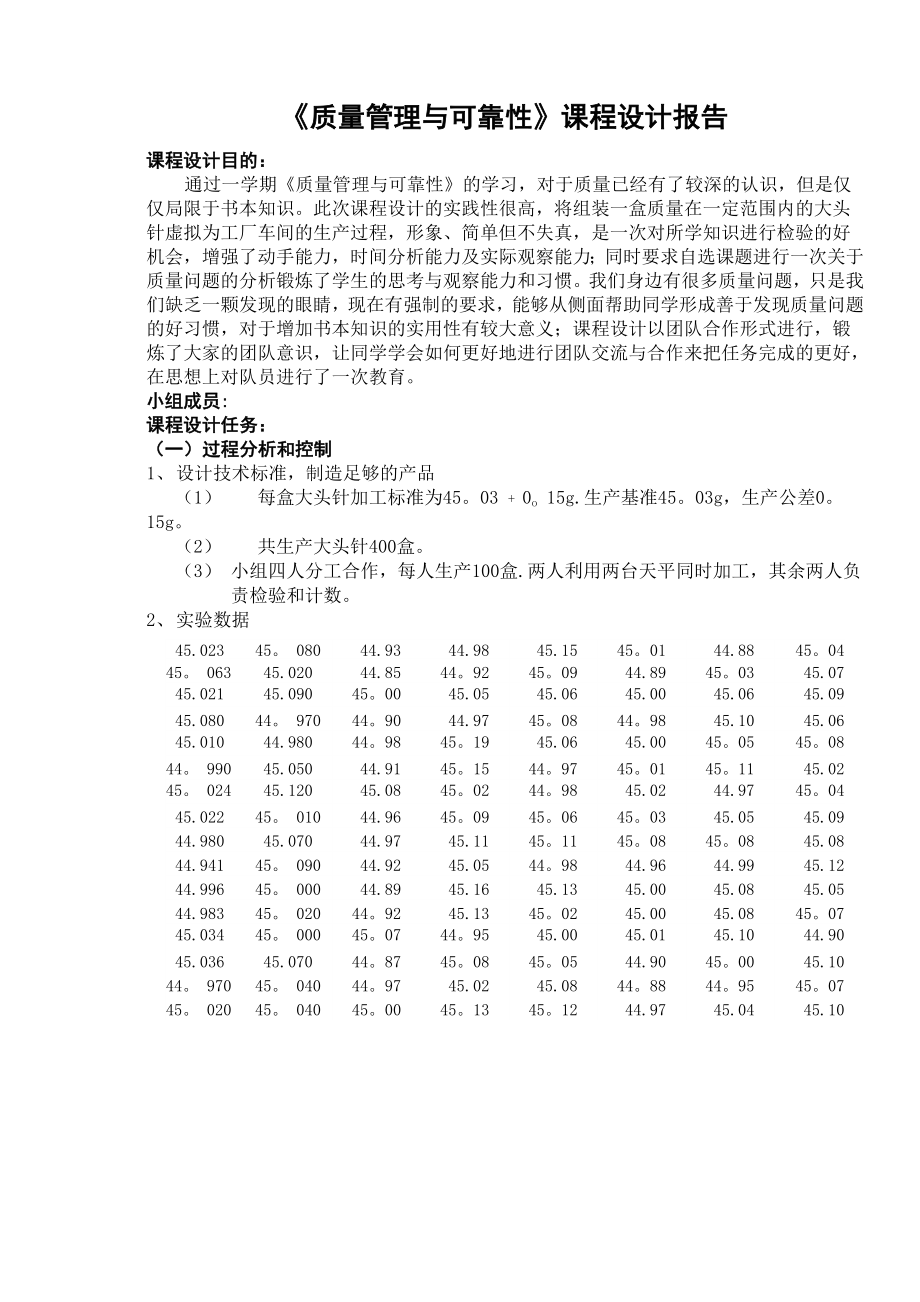
1、质量管理与可靠性课程设计报告课程设计目的:通过一学期质量管理与可靠性的学习,对于质量已经有了较深的认识,但是仅 仅局限于书本知识。此次课程设计的实践性很高,将组装一盒质量在一定范围内的大头 针虚拟为工厂车间的生产过程,形象、简单但不失真,是一次对所学知识进行检验的好 机会,增强了动手能力,时间分析能力及实际观察能力;同时要求自选课题进行一次关于 质量问题的分析锻炼了学生的思考与观察能力和习惯。我们身边有很多质量问题,只是我 们缺乏一颗发现的眼睛,现在有强制的要求,能够从侧面帮助同学形成善于发现质量问题 的好习惯,对于增加书本知识的实用性有较大意义;课程设计以团队合作形式进行,锻 炼了大家的团队
2、意识,让同学学会如何更好地进行团队交流与合作来把任务完成的更好, 在思想上对队员进行了一次教育。小组成员:课程设计任务:(一)过程分析和控制1、设计技术标准,制造足够的产品(1)每盒大头针加工标准为45。03 + 0o 15g.生产基准45。03g,生产公差0。15g。(2)共生产大头针400盒。(3)小组四人分工合作,每人生产100盒.两人利用两台天平同时加工,其余两人负 责检验和计数。2、实验数据45.02345。 08044.9344.9845.1545。0144.8845。0445。 06345.02044.8544。9245。0944.8945。0345.0745.02145.090
3、45。0045.0545.0645.0045.0645.0945.08044。 97044。9044.9745。0844。9845.1045.0645.01044.98044。9845。1945.0645.0045。0545。0844。 99045.05044.9145。1544。9745。0145。1145.0245。 02445.12045.0845。0244。9845.0244.9745。0445.02245。 01044.9645。0945。0645。0345.0545.0944.98045.07044.9745.1145。1145。0845。0845.0844.94145。 0904
4、4.9245.0544。9844.9644.9945.1244.99645。 00044.8945.1645.1345.0045.0845.0544.98345。 02044。9245.1345。0245.0045.0845。0745.03445。 00045。0744。9545.0045.0145.1044.9045.03645.07044。8745。0845。0544.9045。0045.1044。 97045。 04044。9745.0245.0844。8844。9545。0745。 02045。 04045。0045。1345。1244.9745.0445.1045。 07045.03
5、045.0245.0945。0945.0145。0545.0644。 96044.97045。0245。1345。0845。0445.0645。0545。 05044。 95044.9945。0245.1045.1145。0545。0844。 95045。 01044。9945.1345。0244。9545.0345.0944.95045.05044。9944.9645。0844。9845。0445.0644。 96045。 08044.9845.1145.0645。0345。0845.0444。 99045.06045.0245.0345。0744.9445。0745。1444。 95044
6、。 96045。0845。0745.0045。0145.0745。0544。 96045.00044。9645。0544。9445。0644.9844。9645.10044。 95045.0045。0345。0845。0845.0545。0245.09045。 04045。1144。9745.0445。0645.0544。9945.10045。 05045.0445.0444.9844.9445。0045。1145.06045.07045。0345.0545.0245。0445。0544。9845.00044.97045。2244.9245.0245.0245。0845.0445。 07045
7、.08045。2045.0245。0244。9645.0945.0145.00044。 94045。0445.0445。0845.0545.0545.0545.03044。 98045.0244.9645.0045.0145.0244。9945。 02044.98045。0745。0645。0745.0244。9545.1344.97045。 09045.0945.0445。0245。0045。0044.9645。 06045。 03045.1045.0445。0544。9945.0045.0245。 04045。 05045.0045。0145。0244。9845。1045.0244。 99
8、045。 11045。0145.0845.0145。0145。0244.9745.05045。 03045.0445。0245。0145。0244。9944.9345.05045。 08045。0144。9745.1145。0545。1045.1545。 08045.08045.0745.0645.0645。1045.0345.0945.05045。 02045.0845.0345.0344。9845.0745。1045.06045。 08045。0145.0644。9944。9845.1444.9845。 16045.01045。0345.0844.9645.0145.0145.0745.0
9、4045.08045.0045。0545.0445。0145.1145.0045.06045.01045。8045。0245.0045.0945.0845。0345。 10045.99045.1345.0044.9544.8945。1245.0745.04044。 98044.9444。9944。9645。0145.0344。9344。 96045。 01045。1745.0244。9845.0145。1245。0045.06045。 03044.9944。9945。0644.9645。0045.022、绘制控制图,对数据进行分析(1)XbarR控制图每组数据由不同的操作者完成。第一组:第二组
10、: 第三组:第四组:UCL=45.1814X =45.0377第一组的Xbar-R控制图第二组的Xbar-R控制图2 104值均本样UCL=0.527_=0.2490.00LCL=0135791113151719样本135791113151719样本0.0LCL=44.8940449111111111LCL=44.89513579 样本1131517 咱6 4 2 差极本样通过以上四图可以发现,第一第二组中有出 现明显偏差的数据。通过查询数据发现第一组出现明显偏差的数据为45。990,与标准值有极大偏差,属于异常值,所以在接下来的分析中需进行控制,剔除异常点。同时由图 形还可以发现,点子随机排
11、列,剔除第一第二组的异常值总的过程处于受控状态。第三 组数据平均值变化较大,可能是由于操作者随着时间及熟练程度的变化而导致.第一组与 第四组生产较稳定。(2)随时间变化,生产误差分布散点图 误差=检验值一标准值对第二组数据进行分析生成下图由该图发现期初误差较大,距离零线较远,因为操作者初次接触未接受过培训所以才会 产生这种现象。随着时间推移逐步向零线靠近,误差固定在一定范围内,虽有部分偏离零 线较远,可能是因为长期操作疲劳所致,但是总体仍是趋于集中。(3)不同人员加工误差平均值比较通过观察图发现4号操作员平均误差最大,2号操作员操作误差最小。这与人的性格及态 度有很大关系,2号操作员为女生,性
12、格沉稳,做事认真仔细,所以加工出来的产品合 格率相对高一点,误差相对小一点.而4号操作员为男生,容易粗心,所以对加工产品没有 很认真的对待,致使误差在4为重最大。虽然2号操作员比4号操作员合格率高,误差 率低,但是4号操作员速度快,2号操作员速度慢,涉及到成本问题。(4)、在45.030O 15下的组间/组内能力图过程数据LSL44.88目标*USL45.18样本均值45.0347样本N400标准差(组间)0标准差(组内)0.0805997标准差(组间/组内)标准差(整体)0.08059970.0840127总体组的组间/组内能力预期整体性能PPM LSL 32754.10整体组间/组内能力C
13、p0.62CPL0.64CPU0.60cpk0.60整体能力Pp0.60PPL0.61PPU0.58PpkCpm0.58 *组间/组内实测性能PPM LSL 5000.00预期组间/组内性能PPM USL12500.00PPM 合计17500.00PPM USL35746.48PPM 合计63190.24PPM USL41894.47PPM 合计74648.57总体过程能力指数为0。62,很低。4、利用分析结果,进行生产控制(1)不合格品率及不合格品数P=Pu+Pl=2 1-巾(3Cp) =2 巾(一3Cp)Cp=0.62得 P=2 巾(-1。85)0.064不合格品数=np=400*0。06
14、426合格频率较高,不合格品数太高,需进行生产控制。(2) 通过数据分析发现,随着时间推移,工人熟练程度逐渐增加,误差会逐渐减小,可 是达到一定时间后误差又会开始大的变动这是由于工人的长期劳作疲劳所致,所以应定 期更换操作员,使原操作员有一定休息时间后再回来工作,有利于减少次品率。(3) 通过比较不同加工人员的误差发现男生的误差大于其他任何一个女生,所以如果是 要求精度非常高的产品,那么工厂可以更换操作员角色,女性多一些,男性做其他的工 作,合理分配任务。但是如果是精度要求不高的产品则可以让男性员工多生产,这样可以缩 短生产时间,增大利润,有利于工厂本身发展。(4) 通过Xbar-R控制图发现
15、,不同员工的期初操作误差相差较大,有的误差一直很低, 而有的前期生产误差很大,对前期生产产品的质量产生很大影响。比如第二组数据前期误 差偏离零线甚远,但是随着时间的推移,误差逐渐减小趋于集中,所以公司在开始生产 之前应对员工进行培训,掌握最基本的操作技能与知识,对于生产的前期合格率有很大作 用。(5)、过程能力指数仅为0.62W0。67,且P=6.4%4。55%,过程能力指数等级为四 级.过程能力指数严重不足,需采取紧急措施提高过程能力,在此放宽标准范围,扩大公 差到土 0.3加工标准为45。03土0.3的能力分析.过程数据LSL目标USL样本均值样本N标准差(组间)标准差(组内)标准差(组间
16、/组内)标准差(整体)总体组的组间/组内能力44.73*45.3345.034740000.08059970.08059970.0840127组间/组内整体组间/组内能力Cp 1.24CPL 1.26CPU 1.22Cpk1.22整体能力Pp 1.19PPL 1.21PPU 1.17Ppk 1.17实测性能PPM USL5000.00PPM 合计5000.00预期组间/组内性能PPM USL124.45PPM 合计202.61预期整体性能PPM USL220.24PPM 合计363.49改进后过程能力指数为1.24,属于二级过程能力指数,过程能力尚可,需严格控制,否则易 出现不合格品;检查不能
17、放宽.(二)抽样检验1、针对抽样过程,选择适当的抽样方案.(1)计数标准型抽样方案:N=400a=0。 05,B=0。 1规定 P0=0。01%,P1=3O 4%查表得抽样方案为(60,0,1),即n=56, Ac=0,Re=1.(2)计数调整型抽样方案:N=400规定AQL=0.25%,检验水平为11查表得抽样方案如下:正常(50,0,1)放宽(20,0,1)加严(80,0,1)2、抽样检验(1)技术标准型抽样检验检验标准为500。15.抽检的60个产品检验值如下,全部合格,符合要求。49.9450.0349。9249。 9949。 9750。0849。9750。0249.9450。1250
18、.0149.9249。9649。9649.8650。 0550。 0850.0449。9950。0449。9050.0950.0049。9849。9549。9849.9750.0650.0949.9549。9550.0549。8849。9749.9050。0449。9150。0649。9150。 0349。 9350。1449。9050.0550。0950.1049。8550.0249。9750.0150。0550.0450。0149.9749.8750.0349.9949。9849.9549。98上述数据最大偏差为0.15木超过0。15,所以全部合格,满足500。15项量要求 下的 计数标准
19、型抽样检验。(2)计数调整型抽样检验首先进行正常检验。检验标准:正常(50, 0, 1)编号标准值抽检值误差总分15049.970.03225049。940.06435049.910。09645049.950。05855049.930。 071065049。940.061275050.07-0.071485050。10.11695050.06一0。0618105050。01-0。 0120115050.05-0。 0522125050。02-0。 0224135050。06一0。0626145050。07一0。0728155050.09一0。0930通过数据发现刖15个产品全部合格,误差均为超
20、过0.15,此时转移得分为30分,所 以改成放宽检验。放宽检验抽检数据如下:编号标准值抽检值误差15049。850.1525049。960。0435049.920.0845050.03-0。0355050.05-0.0565050075050.04一0。0485049。960。04950500105049。90.1115049.970.03125049.950。05135050。02一0.02145050.01-0。0115505001650500175049。990。01185050.01-0。011950500205050.04-0.04放宽检验抽检的20个产品全部合格。放宽检验共20个产
21、品,误差均为超出土0.15,全部 合格。3、结果判定判定一:通过计数标准型抽样检验该批产品合格,判为接受。判定二:通过计数调整型抽烟检验该批产品合格,判为接受.下面针对计数标准型进行一下分析:XbarR控制图抽检结果的Xbar-R控制图UCL=50.1348O5 值加本样X =49.9915LCL=49.848216样本1UCL=0.2489101316192225样本28虽然该组产品检验全部合格,但是通过其控制图发现图中有连续六点递增现象,说明此组已经产品生 产已处于失控状态需进行生产控制,否则不合格品数将会增加。抽检结果过程能力分析图过程数据LSL目标USL样本均值样本N标准差(组间)标准
22、差(组内)标准差(组间/组内) 标准差(整体)44.9抽检结果 的组间/组内能力*45.145.0156 500.0445270.05165850.06820010.0617156组间/组内整体组间/组内能力Cp 0.49CPL 0.57CPU 0.41Cpk 0.41整体能力Pp 0.54PPL 0.62PPU 0.46Ppk 0.46实测性能PPM USL 0.00PPM 合计10000.00预期组间/组内性能PPM USL 107944.29PPM 合计_152980.84预期整体性能PPM USL85724.41PPM 合计_116251.14能力分析可知该抽检数据过程能力指数只有0.
23、49,属于最低级过程能力标准,过程能力严 重不足,需采取紧急措施对生产过程进行控制提高过程能力,提高抽检结果,提高被接受 的概率。 - (三)自选课题教室多媒体教学效果不佳的改进多媒体教学已经成为现在学校常用的教学方式,多媒体教学以其方便、灵活、容易被 人接受而风靡各大学校,甚至有的小学也开始向着这个方向发展。可是在其方便实用的 背后却有很多问题。虽然多媒体方便实用,可是其显示效果有时却令人堪忧.在艳阳高照 的夏天使用多媒体,如果不把窗帘拉上并且封闭的很好,那么多媒体的显示效果将会很 差甚至没有效果,影响正常讲学。在工学院的同样存在这个问题,很多时候上课之前之前老师总会在多媒体前徘徊很 长时间
24、,他们一会把前排的灯打开一会又把前排的灯关掉,可能还会伴随着教室门的开 关,这样就给老师的教学带来了很大的影响,使其课前情绪发生变化,自身教学效果也将 下降。下面针对汇贤楼多媒体显示效果问题进行分析。分析工具:因果图(鱼刺图)。影响质量的因素大体上来自六个方面:人、机器、材料、方法、环境、测量,简称 人、机、料、法、环、测作因果图时应遵循着这六个方面去手机影响因素,从大原因到 中原因,再从中原因分析到小原因,直至不能分解为止.针对汇贤楼多媒体显示质量问题 分析原因如下:人:未接受正规培训、情绪不稳定机:机器陈旧、投影屏质量差、维修保养不够料:精度降低、质量差法:使用方法不正确,使用指导书不完善
25、。环:教室构造不合理,光照,噪声,震动以上是大的原因,每个大的原因下面又有中原因,项目众多,直接画在因果图上进行分 析。因果图首先人事多媒体设备的使用者与受益者,所以先从人的角度入手。人的原因有 很多,最重要的应属:教师未接受正规培训、情绪不稳定。经常看到教师在讲课后直接拔下 教学卡强制断掉电源,而不是先关掉机器再拔卡,这中行为大大的减少了多媒体设备的寿命 和使用效果。此点反映出教师未接受过正规的实用技术培训,致使未能掌握正确的使用方法, 在使用过程中即使多媒体显示效果不佳也不会及时调试。其次,人是情绪化的动物,都是有 感情的,并且感情是不容易控制的。情绪能够通过影响使用者,从而影响放映效果。
26、如果使 用者情绪好,那么他可能严格遵守设备的使用规范,以使设备达到最佳的放映效果,如果情 绪不好,那么可能上课也只会敷衍了事,又怎么在乎多媒体的效果。机器的原因。汇贤楼多媒体使用的计算机多为年代久远的老设备,虽然不否定一楼添置 了很多新的机器,可是二楼及以上仍有很多陈旧设备。机器年代久远其运行速度必然下降, 在教师授课期间经常出现卡死现象,PPT不能正常放映或者音频视频文件无法打开。同时投 影屏幕的质量也令人堪忧。某些教室的投影屏即使在阴天的时候显示质量也很差,第三排的 同学看着便觉得有点模糊,何况后面的同学.学校电教管理室人员较少,只有几个正式员工, 其他均为勤工俭学的学生并且为数不多,这样
27、会多媒体设备的维护就减少了很多,已损坏,从 而经常出现换教室的状况.针对人和机器进行了详细分析,下面对“料、法、环”进行一下粗略分析。随着社会的 进步,科学技术日飞猛进,多媒体技术以不是那么高深的科技结晶。相反,普通的生产厂家便 可进行生产,所以在制作过程中精度,材料质量便会降低.由于教师没有接受正规的使用方法 培训,所以很多使用方法错误。仅关机一项便有很多教师不会正确的操作。外部环境也是一 个大的影响因素。汇贤楼的窗帘挡光性不强,阳光可以透过窗帘射进教室,影响多媒体使用 效果.教师在上课时往往门窗关闭不严紧,如果有风的天气,风就容易吹进班级,使投影屏摇 晃,显示质量变差。以上是对多媒体显示效
28、果不佳的原因分析,接下来应该寻找改进方案。质量改进是一个 过程必须遵守一定的规则,此案例按照美国质量管理学家戴明博士的PDCA循环进行改进。PDCA 及 Plan-Do-CheckAction(策划-实施一检查-处理)下面是针对这些问题的一些解决办法和策划:1. 学校定期举办多媒体使用技术的培训。教师作为直接使用者必须参加这些培训,学校也必 须强制教师参加,这是对学生的责任。2. 教师职业道德素质的提高。倡议学校举办一些关于提高教师素质及教师职业道德的相关 培训,提高我校教师团队的总体水平,对自己负责,对学生尽心。这样教师就可以不带 着情绪上课,全身心投入,正确使用多媒体设备,减少了个人因素对
29、放映效果的影响.3。针对学校有一些建议。 学校在资金允许的情况下可以将汇贤楼陈旧的计算机更换,购买一些新的计算机。 更换投影屏。某些教室投影屏质量较差,后排同学无法清楚看清屏幕上的内容,影响听 课效果。 教室音响的合理安放.阶梯教室比较大,容纳的人员较多,这样对音响的要求就比较高。 如果音响的位置不能正确安放,那么就会造成某一方位的同学无法听清老师的讲话。汇 贤楼有些阶梯教室音响安放存在问题,上课时坐在特殊位置的同学就会无法听清教师讲 话,只能通过调换位置来解决。同时对教师也有一点要求.有些教师在讲课时会走下讲台, 这样音响的效用便没有了,在小教室还好,坐在后排的同学还可以听见老师的声音,可是
30、 在阶梯教师一旦教师走下讲台,那么教师就只属于前几排的同学. 在窗帘内部加一层黑色的挡光布。光照对于显示效果的影响非常明显,如果在窗帘外 面在加一层黑色的挡光布,能有效的阻止光线进入室内,营造良好的放映环境。 增加电教管理室专业人员,并定期对设备进行保养。4。多媒体设备使用指导书的合理分发。在每个教室的多媒体设备旁都应配备一本使用守则, 即使教师忘记了如何操作,也可以通过查找使用守则来解决问题。5。有风的天气上课前应关闭门窗。为防止风力使投影屏晃动,在有风的天气上课前最好将 门窗关闭,尽量减少其他因素对显示效果的影响。6。学生作为受益者也必须尽到自己的责任。首先上课不能随便讲话,否则讲话影响音响的声音效果。其次对于多媒体设备不能随便破 坏,使用之前应征得老师或者电教管理员的同意,并掌握一定的操作技能。Plan即策划阶段已经解决,改进的下一步需到教室进行实际应用。但是此研究只是 一个概况研究,可实施性还待考证,所以接下来的Do-Check-Action无法继续进行。如果 能够得以进行,则可以根据实施的结果进行检验和再次改进。学生自我鉴定:评语:小组鉴定(组长)签名:年 月 日教二 考核成绩:师考核任课教师(签名):年 月 日
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 小学四年级下册综合实践活动纸杯娃娃的制作课件
- 建筑赏析5喀什教学课件
- 建筑赏析——教堂教学课件
- 小学四年级下册综合实践活动生活中的小窍门课件
- 建筑赏析:当代建筑的特点与实例课件
- 小学四年级下册综合实践活动玩石头课件
- 小学四年级下册综合实践活动好习惯伴我成长课件
- 小学四年级下册综合实践活动水是生命之源课件
- 小学四年级下册综合实践活动节约用水课件
- 小学四年级下册综合实践活动果蔬大变身课件
- 小学四年级下册综合实践活动月饼课件
- 建筑资料员培训基础部分-建筑识图详解课件
- 小学四年级下册综合实践活动最强大脑课件
- 小学四年级下册综合实践活动早餐的学问课件
- 小学四年级上册美术ppt课件第4课家乡的古塔报本塔浙美版
