 第六章 其他冲压工艺
第六章 其他冲压工艺

《第六章 其他冲压工艺》由会员分享,可在线阅读,更多相关《第六章 其他冲压工艺(4页珍藏版)》请在装配图网上搜索。
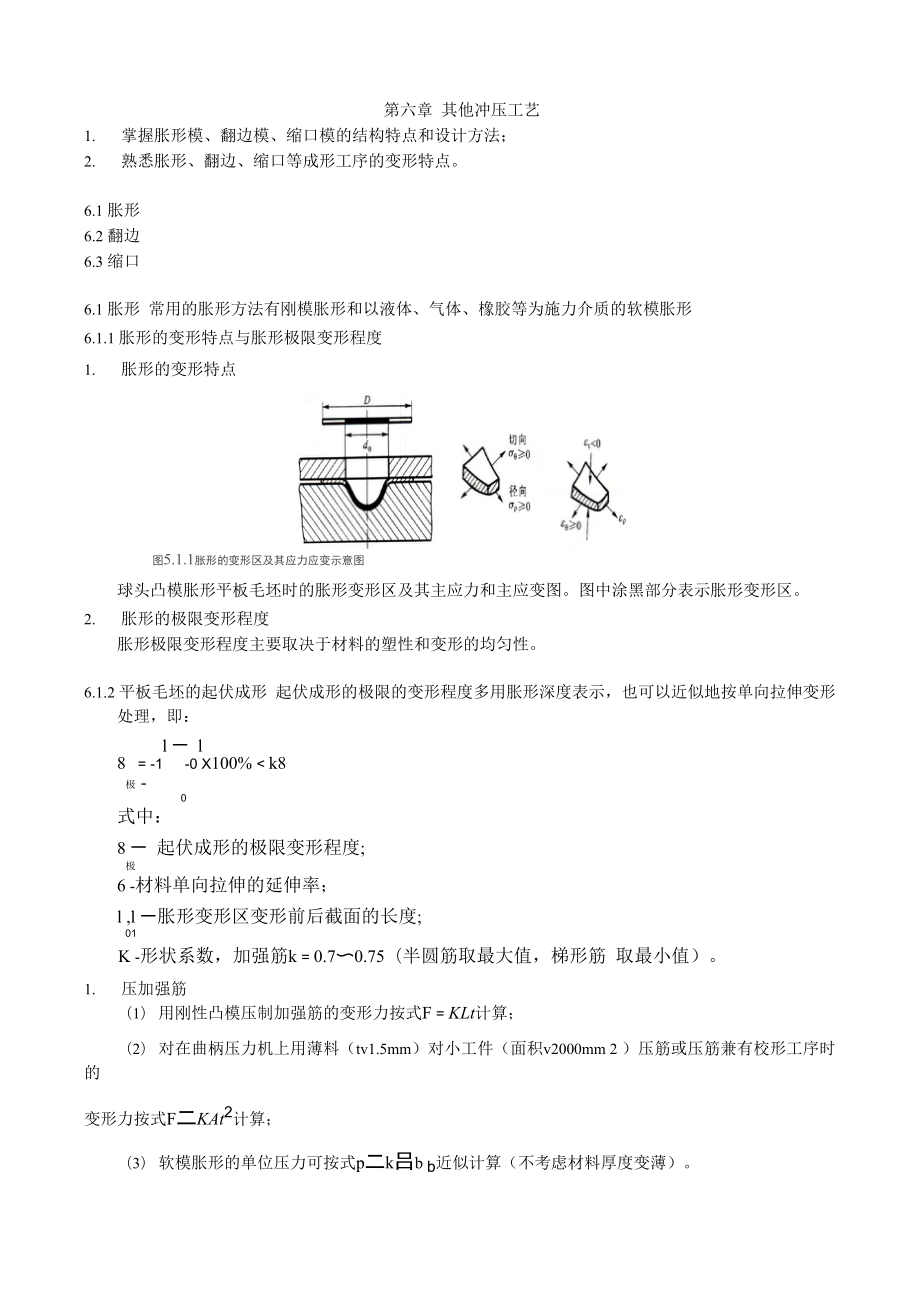
1、第六章 其他冲压工艺1. 掌握胀形模、翻边模、缩口模的结构特点和设计方法;2. 熟悉胀形、翻边、缩口等成形工序的变形特点。6.1 胀形6.2 翻边6.3 缩口6.1 胀形 常用的胀形方法有刚模胀形和以液体、气体、橡胶等为施力介质的软模胀形6.1.1 胀形的变形特点与胀形极限变形程度1. 胀形的变形特点图5.1.1胀形的变形区及其应力应变示意图球头凸模胀形平板毛坯时的胀形变形区及其主应力和主应变图。图中涂黑部分表示胀形变形区。2. 胀形的极限变形程度胀形极限变形程度主要取决于材料的塑性和变形的均匀性。6.1.2 平板毛坯的起伏成形 起伏成形的极限的变形程度多用胀形深度表示,也可以近似地按单向拉伸
2、变形处理,即:l 一 l8= -1-0 X100% k8极 -0式中:8 一 起伏成形的极限变形程度;极6 -材料单向拉伸的延伸率;l ,l 一胀形变形区变形前后截面的长度;01K -形状系数,加强筋k = 0.70.75(半圆筋取最大值,梯形筋 取最小值)。1. 压加强筋(1)用刚性凸模压制加强筋的变形力按式F = KLt计算;(2)对在曲柄压力机上用薄料(tv1.5mm)对小工件(面积v2000mm 2 )压筋或压筋兼有校形工序时的变形力按式F二KAt2计算;(3)软模胀形的单位压力可按式p二k吕b b近似计算(不考虑材料厚度变薄)。2.压凹坑压凹坑时,成形极限常用极限胀形深度表示,如果是
3、纯胀形,凹坑深度因受材料塑性限制不能太大。6.1.3 空心毛坯的胀形 空心毛坯胀形是将空心件或管状坯料胀出所需曲面的一种加工方法。用这种方法可以成形高压气瓶 球形容器、波纹管、自行车三通接头等产品或零件。1. 胀形系数 空心毛坯胀形的变形程度用下式表示:KdKmaxd0式中:k-胀形系数,d -毛坯直径0d - -胀形后工件的最大直径max极限胀形系数与工件切向延伸率的关系式为:q兀d 兀do =o = K 1兀 dmax0K = 1 + 0max2. 胀形力 刚模胀形所需压力的计算公式,可根据力的平衡方程式推导得到,其表达式为u+tan 卩F = 2兀HtQ门b 1一耳 2 - 2 y ta
4、n p式中:F - 所需胀形力 t - 材料厚度H - 胀形后高度y -摩擦系数,一般卩=0.150.20P -芯轴锥角,一般P = 80,10 ,12 ,15。6.2 翻边 按变形的性质,翻边分为伸长类翻边和压缩类翻边。6.2.1 内孔翻边1. 内孔翻边的变形特点2. 圆孔翻边的极限变形程度影响极限翻边系数的因素:(1)材料的塑性;(2)孔的加工方法;(3)预制孔的相对直径;(4)凸模的形状3. 内孔翻边的工艺设计(1)预制孔直径d 0和翻边高度Ha. 一次翻边成形d = D - 2( H - 0.43r - 0.72t)0H = D (1 - D) + 0.43r + 0.72t = D
5、(1 - m) + 0.43r + 0.72tb. 拉深后再翻边应先确定翻边高度h,再根据翻边高度确定预制孔直径d和 0高度 h1。h = o + 0.57(r + ) =(1 - m) + 0.57(r +2 2 2 2图5.2.4平板毛坯翻孔图 5.2.5 拉深件底部冲孔后翻边(2)凸、凹模的形状及尺寸翻边凸模的形状有平底形、曲面形(球形、抛物线形等)和锥形,几种常见的翻边凸模的结构形状。(3) 凸、凹模的间隙(4) 翻边力与压边力6.2.2 平面外缘翻边1. 平面外缘翻边的变形特点平面外缘翻边可分为内凹外缘翻边和外凸外缘翻边2. 极限变形程度内凹外缘翻边的变形程度用翻边系数 Es 表示:
6、E = bSR -b外凸外缘翻边的变形程度用翻边系数 Ec 表示:E = bc R +b3.平面外缘翻边的毛坯尺寸6.2.3 变薄翻边 变薄翻边的变形程度用变薄系数表示,其表达式为:tK = h,式中k为变薄系数,k =0.40.5; J 为工件翻边后竖边的厚度;f 一为毛坯厚度。t1006.3 缩口 缩口是将预先成形好的圆筒件或管件坯料,通过缩口模具将其口部缩小的一种成形工序。6.3.1 缩口成形的特点与变形程度1. 缩口成形的变形特点常见的缩口形式有斜口式、直口式和球面式。变形区由于受到较大切向压应力的作用易产生切向失稳而起皱,起传力作用的筒壁区由于受到轴向压 应力的作用易产生轴向失稳而起
7、皱,所以失稳起皱是缩口工序的主要障碍。2. 缩口变形程度缩口变形程度用缩口系数 m 来表示,其表达式: sdm二匸,式中d缩口后的直径;D为缩口前的直径。 sD6.3.2 缩口的工艺计算1. 缩口次数及缩口系数的确定缩口次数由下式确定:lgmn = szlgmsp式中:m 一总缩口系数,m二d/D;szszm 一平均缩口系数,可先取m沁m 。spsp sminn 的计算值一般是小数,应进位成整数。2. 毛坯尺寸的计算斜口形式:H = 11.05h + D2d2(1 +D7d)18D sin a直口形式:H = 1 1.05h + h D/d + DD d2 (1 +/d)128D sin a球面形式:H = h + 丄(1 + jD/d)、.:D2 -d2143. 缩口力无支承的缩口压力,可按下式估算:F = k(1.1 兀Dt a (1 -)(1 +p cot a)1 0 b Dcos a式中:F缩口力(kN);k速度系数,用曲柄压力机时k =1.15;a 材料的抗拉强度(MPa);b卩一工件与凹模接触的摩擦系数。D、d 长度单位 mm6.3.3缩口模具结构设计及举例缩口模具结构根据支承情况分为: 无支承 外支承 内外支承刚制气瓶缩口模 挡环缩口扩口复合模
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
