 家具生产过程质量检验标准
家具生产过程质量检验标准

《家具生产过程质量检验标准》由会员分享,可在线阅读,更多相关《家具生产过程质量检验标准(6页珍藏版)》请在装配图网上搜索。
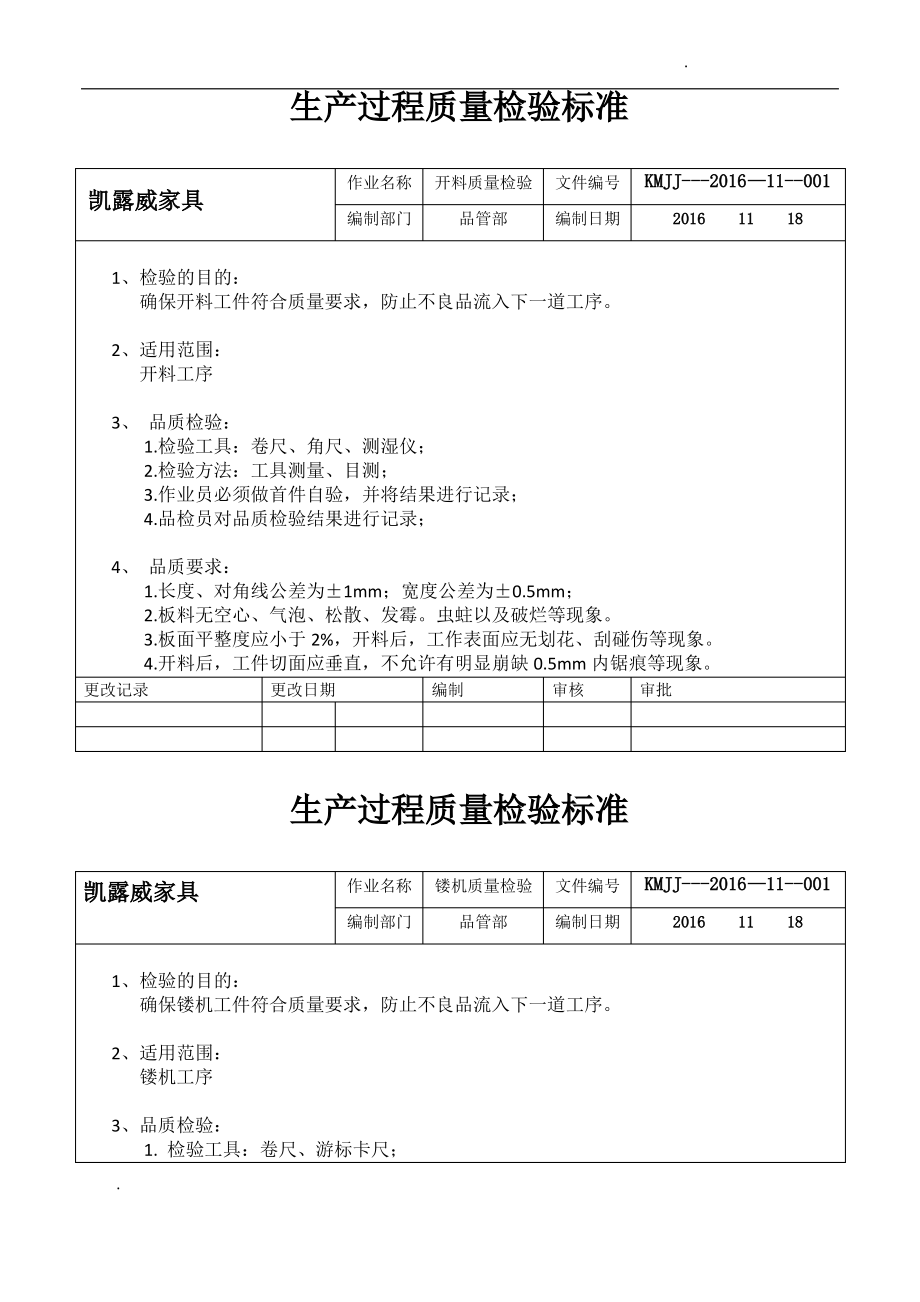
1、.生产过程质量检验标准生产过程质量检验标准作业名称开料质量检验品管部文件编号编制日期KMJJ-2016KMJJ-201611-00111-0012016 11 182016 11 18凯露威家具凯露威家具编制部门1、检验的目的:确保开料工件符合质量要求,防止不良品流入下一道工序。2、适用范围:开料工序3、品质检验:1.检验工具:卷尺、角尺、测湿仪;2.检验方法:工具测量、目测;3.作业员必须做首件自验,并将结果进行记录;4.品检员对品质检验结果进行记录;4、品质要求:1.长度、对角线公差为1mm;宽度公差为0.5mm;2.板料无空心、气泡、松散、发霉。虫蛀以及破烂等现象。3.板面平整度应小于
2、2%,开料后,工作表面应无划花、刮碰伤等现象。4.开料后,工件切面应垂直,不允许有明显崩缺 0.5mm 内锯痕等现象。更改记录更改日期编制审核审批生产过程质量检验标准生产过程质量检验标准凯露威家具凯露威家具作业名称编制部门镂机质量检验品管部文件编号编制日期KMJJ-2016KMJJ-201611-00111-0012016 11 182016 11 181、检验的目的:确保镂机工件符合质量要求,防止不良品流入下一道工序。2、适用范围:镂机工序3、品质检验:1.检验工具:卷尺、游标卡尺;.2.检验方法:工具测量、目测、手摸;3.首先检查模具是否符合图纸要求、来料是否符合质量要求;4.作业员必须做
3、首件自验,并将结果进行记录;5.品检员对品质检验结果进行记录;4、品质要求:1.工件弧度应与图纸一致(误差为1mm)2.工件线条流畅平滑,无跳刀、崩缺、发黑明显缺陷(程度在0.5mm 内)3表面无划花、刮碰伤、压痕等现象;4.镂槽宽深公差0.5mm,槽位与图纸一致,公差0.2mm。更改记录更改日期编制审核审批生产过程质量检验标准生产过程质量检验标准凯露威家具凯露威家具作业名称编制部门贴皮质量检验品管部文件编号编制日期KMJJ-2016KMJJ-201611-00111-0012016 12 182016 12 181、检验的目的:确保封边工件符合质量要求,防止不良品流入下一道工序。2、适用范围
4、:封边工序3、品质检验:1.检验工具:卷尺、游标卡尺;2.检验方法:工具测量、目测、手摸;3.首先检查模具是否符合图纸要求、来料是否符合质量要求;4.作业员必须做首件自验,并将结果进行记录;5.品检员对品质检验结果进行记录;4、品质要求:1.封边料的型号、颜色符合要求,相邻封边料无色差;2.工件表面无明显划花、刮碰伤、压痕和胶痕等现象;3.封边后边部严密、平整、胶合牢固,无脱胶、溢胶等现象;4.接头部位要平整、密合,不能在显眼位置;5.清边要求整齐、平顺,厚边倒 R 处要圆滑一致,不得有撕裂等现象。更改记录.更改日期编制审核审批.生产过程质量检验标准生产过程质量检验标准凯露威家具凯露威家具作业
5、名称编制部门开孔质量检验品管部文件编号编制日期KMJJ-2016KMJJ-201611-00111-0012016 12 182016 12 181、检验的目的:确保开孔工件符合质量要求,防止不良品流入下一道工序。2、适用范围:加工中心、排钻等开孔工序3、品质检验:1.检验工具:卷尺、游标卡尺;2.检验方法:工具测量、目测、手摸;3.首先检查模具是否符合图纸要求、来料是否符合质量要求;4.作业员必须做首件自验,并将结果进行记录;5.品检员对品质检验结果进行记录;4、品质要求:1.孔径、孔位、孔深符合图纸的质量要求:孔径公差为 0.5mm,孔位公差为0.1mm、孔深公差为0.5mm;2.工件表面
6、无明显划花(程度在 10mm 内)、刮碰伤;3.孔位无钻穿(除图纸特别表面外)、钻爆、孔边无崩缺;4.必须分清工件钻孔的前后与正反,不得搞错方向。更改记录更改日期编制审核审批生产过程质量检验标准生产过程质量检验标准作业名称凯露威家具凯露威家具编制部门功能件质量检验品管部文件编号编制日期KMJJ-2016KMJJ-201611-00111-0012016 12 182016 12 181、检验的目的:确保安装的工件符合质量要求,防止不良品流入下一道工序。2、适用范围:衣柜功能件、抽屉、格子架、裤架等组装工序。.3、品质检验:1.检验工具:测湿仪、卷尺、游标卡尺;2.检验方法:工具测量、目测、手摸
7、;3.首先检查来料是否符合图纸要求、长、宽、厚公差为0.5mm,对角线公差为1mm;4.作业员必须做首件自验,并将结果进行记录;5.品检员对品质检验结果进行记录。4、品质要求:1.板式组件无空心、松散、虫蛀、开裂、崩缺、受潮等现象;2.组装功能件结构牢固,着地平衡。无崩缺、刮碰伤等现象;3.五金配件的表面无划伤,镀(涂)层牢固,无脱落、生锈,组装好的功能件推拉顺畅。4.组装好的功能件允许的尺寸公差为1mm。更改记录更改日期编制审核审批生产过程质量检验标准生产过程质量检验标准凯露威家具凯露威家具作业名称编制部门成品安装质量检验品管部文件编号编制日期KMJJ-2016KMJJ-201611-001
8、11-0012014 12 182014 12 181、检验的目的:确保安装的产品符合质量要求,防止不良品流入下一道工序。2、适用范围:成品安装工序3、品质检验:1.检验工具:卷尺、游标卡尺;2.检验方法:工具测量、目测、手摸;3.品检员对品质检验结果进行记录;3、品质要求:1.五金配件的表面无划伤,镀(涂)层牢固,无脱落、生锈;2.板件无空心、松散、虫蛀、开裂、崩缺、受潮等现象;3.成品表面无明显划花、刮碰伤(允许范围为 10mm);4.成品整体尺寸符合图纸要求,(允许公差为5mm);5.产品整体结构牢固,着地平衡,摇动时组件无松动,接缝严密,无明显缝隙(允许公差为0.5mm);6.抽屉、柜
9、门推拉顺畅,松紧合适,周边缝隙保持均匀,缝隙宽度2mm;7.抽屉面、柜门应在同一平面上,木纹对称协调,无擦边现象;.8.镜面。玻璃柜门清洁无胶痕,胶合及接头严密、牢固;9.五金、胶粒及木榫位置正确,安装平整、牢固,所有位置无锤印。更改记录更改日期编制审核审批生产过程质量检验标准生产过程质量检验标准凯露威家具凯露威家具作业名称编制部门清洁.质量检验品管部文件编号编制日期KMJJ-2016KMJJ-201661-00161-0012014 12 182014 12 181、检验的目的:确保包装产品符合质量要求,防止不良品出货。2、适用范围:包装工序3、品质检验:1.检验工具:卷尺、游标卡尺;2.检
10、验方法:工具测量、目测、手摸;3.对安装产品 100%检验,防止不良品包装入箱;4.作业员必须做首件自验,并将结果进行记录;5.品检员对品质检验结果进行记录。4、品质要求:1.产品组件、五金配件齐全,有包装清单,不能漏包、错包;2.包装方式符合防护要求,包装后摇动纸箱,纸箱内产品、五金配件包无移位现象。玻璃、镜面等易碎品的包装符合防震要求;3.纸箱规格符合设计要求,外表光滑、平整、无污渍。纸箱唛头内容正确无误,字迹清晰。易碎品的包装纸箱有明显标识,合格证填写规范,字迹工整;4.封箱胶平整、牢固;5.成品的堆放方式应正确合理,不能超过安全高度,且符合防潮要求。.更改记录更改日期编制+-审核审批生
11、产过程质量检验标准生产过程质量检验标准凯露威家具凯露威家具作业名称编制部门包装质量检验品管部文件编号编制日期KMJJ-2016KMJJ-201611-00111-0012016 12 182016 12 181、检验的目的:确保包装产品符合质量要求,防止不良品出货。2、适用范围:包装工序3、品质检验:1.检验工具:卷尺、游标卡尺;2.检验方法:工具测量、目测、手摸;3.对安装产品 100%检验,防止不良品包装入箱;4.作业员必须做首件自验,并将结果进行记录;5.品检员对品质检验结果进行记录。5、品质要求:6.产品组件、五金配件齐全,有包装清单,不能漏包、错包;7.包装方式符合防护要求,包装后摇动纸箱,纸箱内产品、五金配件包无移位现象。玻璃、镜面等易碎品的包装符合防震要求;8.纸箱规格符合设计要求,外表光滑、平整、无污渍。纸箱唛头内容正确无误,字迹清晰。易碎品的包装纸箱有明显标识,合格证填写规范,字迹工整;9.封箱胶平整、牢固;10.成品的堆放方式应正确合理,不能超过安全高度,且符合防潮要求。.
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
