《微晶可加工陶瓷材质说明》由会员分享,可在线阅读,更多相关《微晶可加工陶瓷材质说明(3页珍藏版)》请在装配图网上搜索。
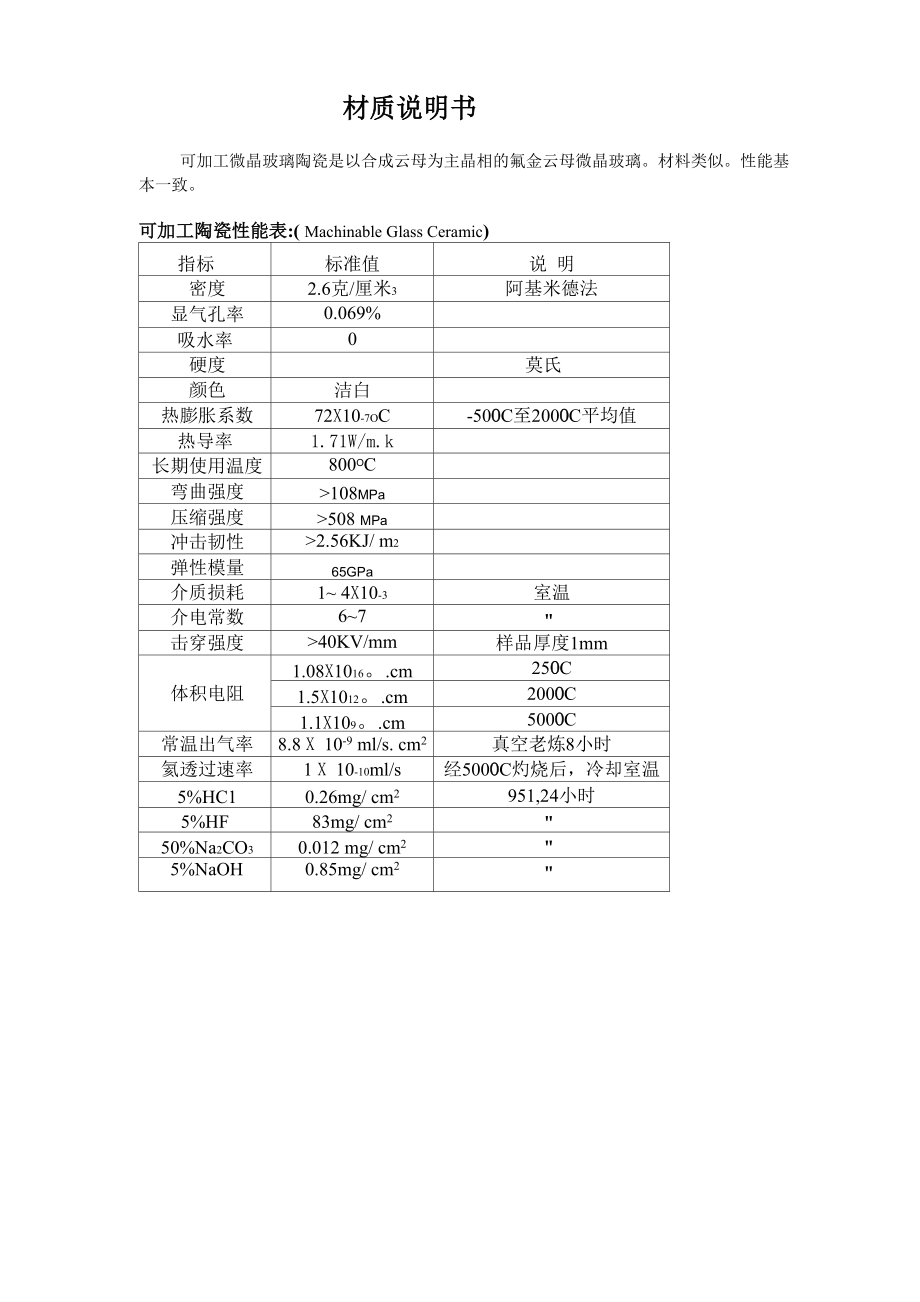
1、材质说明书可加工微晶玻璃陶瓷是以合成云母为主晶相的氟金云母微晶玻璃。材料类似。性能基 本一致。可加工陶瓷性能表:( Machinable Glass Ceramic)指标标准值说 明密度2.6克/厘米3阿基米德法显气孔率0.069%吸水率0硬度45莫氏颜色洁白热膨胀系数72X10-7OC-50OC至200OC平均值热导率1.71W/m.k25。长期使用温度800OC弯曲强度108MPa压缩强度508 MPa冲击韧性2.56KJ/ m2弹性模量65GPa介质损耗1 4X10-3室温介电常数67击穿强度40KV/mm样品厚度1mm体积电阻1.08X1016。.cm25OC1.5X1012。.cm2
2、00OC1.1X109。.cm500OC常温出气率8.8 X 10-9 ml/s. cm2真空老炼8小时氦透过速率1 X 10-10ml/s经500OC灼烧后,冷却室温5%HC10.26mg/ cm2951,24小时5%HF83mg/ cm250%Na2CO30.012 mg/ cm25%NaOH0.85mg/ cm2可加工陶瓷加工说明书微晶玻璃陶瓷(也称可加工陶瓷)使用通常的金属加工工具和设备就能加工 出精密公差的产品,下面简要的介绍一下它的加工工艺和方法。一、车加工:车加工操作的关键是使用低的切削速度,较低的转速可以使工件冷却,从而防止陶瓷表面小裂纹的产生,进刀速度0.05-0.13mm/
3、r。水冷。在车制可加工陶瓷螺纹时,也应该使用低速度运转,切削量每走一刀,可在 0.03-0.05mm 范围内。在进刀量和转速合适的情况下,高速钢和硬质合金钢刀头都是可以使用的, 而硬质合金钢刀头更好一些。刀具的几何参数:主偏角哲80。付偏角=5。-6。刀倾角入=-2。后角a=10-12。前角广15。-25。二、铣加工:铳加工类似于车加工,使用硬质合金工具,50-60rpm慢的转速,进刀速率为 0.03-0.4mm/r,切割深度为不大于3mm。对铳平面,端面或球面时,出屑槽的多少没有关系,而对较小的铳件两个出屑槽 的铳刀比四个出屑槽铳刀好。三、钻加工:钻各种不同尺寸孔,转速和进刀速率的关系如下钻
4、头尺寸(mm)转速(rpm)进刀速率(mm/r)6-73000.1312-132500.18202000.25251000.3050500.38如欲钻较大孔时,最好先钻1. 5 mm左右的小孔,并且孔的底端面先钻出一 个同孔大小一致的锥面,以免钻透时周边崩落,这样钻孔效果可更好。或两面对 打。或做一个钻模。如欲钻较大孔时,最好用6个8个10个依次钻。加工薄壁时先加工好内圆,放上工装支撑圆内部,再加工外圆。使用高速钢、硬质合金钻头或硬质合金麻花钻头都可以。平头钻(群钻)比 尖头钻好,追求效率可以用钨钢钻头。攻丝:可加工陶瓷的攻丝与金属材料的攻丝有些不同,所打的孔和要攻丝的孔的间 隙应当比金属的间
5、隙要大些,攻丝时,孔中丝扣的两边是斜面,攻丝应当总是沿 着一个方向旋转,不能反向旋转,攻完后,工件在水中漂洗后再反出丝锥,四个 出屑槽比两个出屑槽的丝锥效果更好。水冲着攻,或者干脆放水里攻。四、锯:可加工陶瓷可用各种类型的锯来加工,钢锯是一种常用的工具,硬质合金锯 条也可以使用,而用金刚石锯,本材料比其他玻璃或陶瓷加工性容易十倍以上, 用碳化硅锯片时,速度要降低。五、磨:非批量加工,装夹时候注意垫点牛皮纸或砂纸缓冲,避免夹过紧破裂。可加工陶瓷用磨加工是最快最经济的方法,尤其是使用金刚石磨轮它能保持 产品的精确形状,而且它的使用寿命是较长的,用碳化硅或氧化铝磨轮也可以。如用200mm左右直径的磨
6、轮时,速度可用300-2400mm/分,最好1800mm/分, 磨轮转速3600rpm,在磨制过程中,要使用冷却水。六、精加工:为了消除机加工表面的刻痕,经洗冲后可用氧化铝或氧化铈抛光粉,在6mm 厚的薄粘布上精加工,约15分钟,表面光洁度达0.5。园棒精加工可用0.05-0.10mm薄黄铜片包裹,加工件表面涂上400目的碳化 硅粘膏。七、冷却剂:为了得到精密公差的加工产品,需加入适量的冷却剂来冷却材料,如皂化液, 煤油或水。(举例)(1)工件直径:中20mm(车外圆)刀具材料:YT15切削用量:V=25.4米/分S=0.085毫米/转t=3.5毫米加工200-250mm需刃磨一次。(2)工件
7、直径:中5(车外园,打孔中2.2,深度25mm)车刀刀具材料:YT15,钻头材料W18Cr4V切削用量:V=7.65米/分S=0.085毫米/转t=2毫米加工50毫米需刃磨一次。打中2.2孔,手进刀。铣削:n=102转/分S=14mm/分t 粗=1-3 毫米t 精=0.01-0.50mm钻孔:n=200-490转/分采用刀具:普通立铣刀,盘铣刀(单刀),普通钻头。对型面复杂,加工较困难的工件,最好采取专用胎具。采用高速钢刀具时车、 铣、钻可不用水冷却。采用硬质合金刀具时车、铣、钻一般用水或乳化液冷却。 注:陶瓷加工容易产生崩口,为消除崩口,在加工(特别是槽,孔,螺纹)过程 中,工艺务必留一定的余量来消除崩口。
 微晶可加工陶瓷材质说明
微晶可加工陶瓷材质说明