 钢铁生产工艺流程DOC
钢铁生产工艺流程DOC

《钢铁生产工艺流程DOC》由会员分享,可在线阅读,更多相关《钢铁生产工艺流程DOC(20页珍藏版)》请在装配图网上搜索。
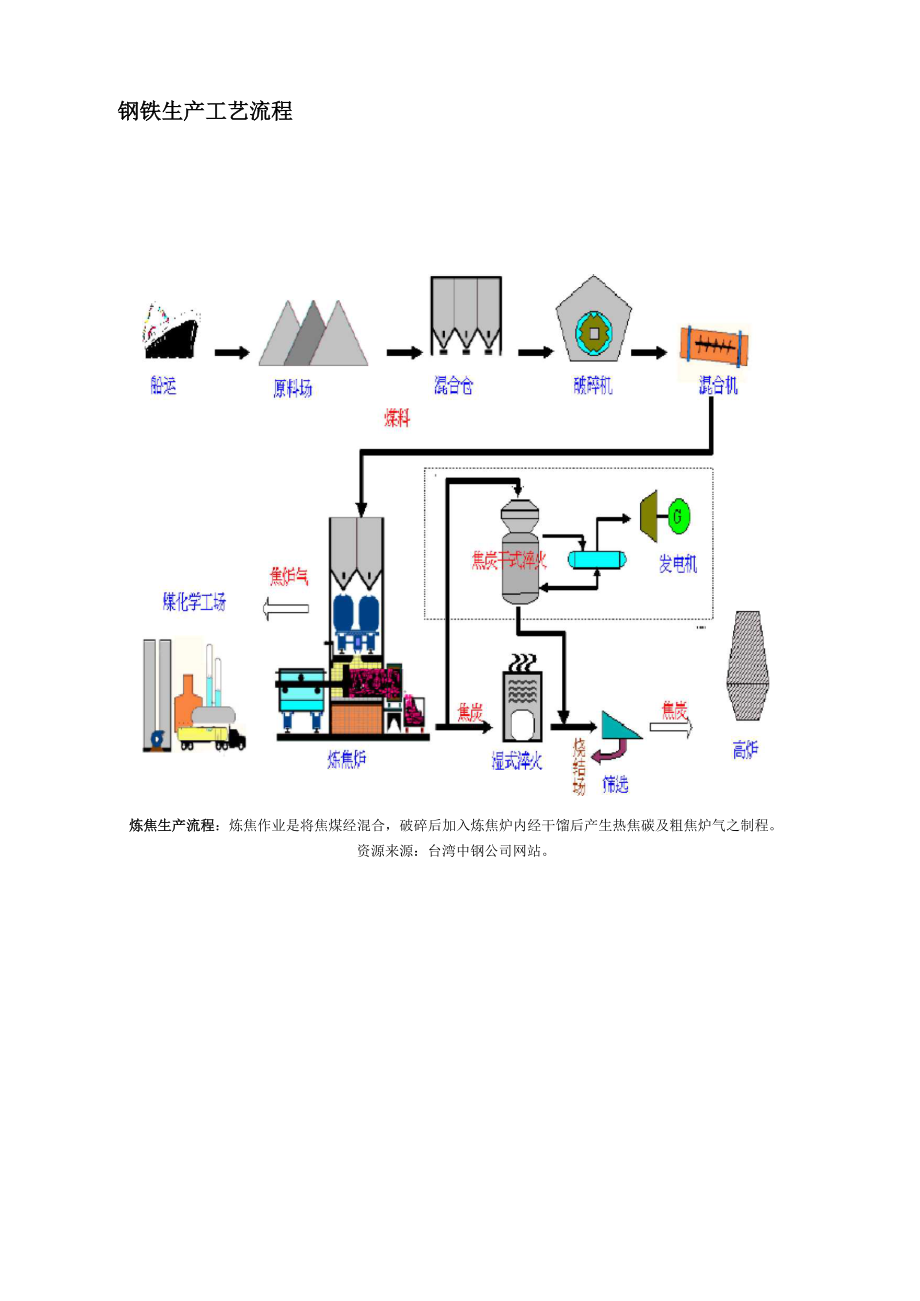
1、钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。资源来源:台湾中钢公司网站。细一悅晅遵备烧结旦料弹合料血欢石石反石纽焦炭杂斜小球团气菲/-5mni至回三娜烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结 机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送 往高炉作为冶炼铁水之主要原料。资源来源:台湾中钢公司网站。缕C 铤乏铤乏庁舞怖玉融編fit-高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温 热风,产生还原气体,
2、还原铁矿石,产生熔融铁水与熔渣之炼铁制程。资源来源:台湾中钢公司网站。RHKFE转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质 需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。资源来源:台湾中钢公司网站。炼工场连续铸造作业说程fl轧延工场翩机引拔侨克连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。上游
3、处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。资源来源:台湾中钢公司网站。第一義轧钢带工场第二抄轧钢带工场二号喟匯卷愎四号调瞪堇卷览曹牺丸钢梅翹=曹0 01忑000 .f11-耶匯卷妊飙鞭颱飙鞭羽卷热轧生产流程。第一热轧舸帝工场,町匹ZOT #K書溜轴雄热轧灘劇磷热轧碗三号调匿黠垃Ih勲轧凋腳卷魚轧厲臣百港焰轧洱梔勇切践热轧樹户Jj l
4、-| mJ轴轧釀诜涂站瞬块轧料樹卷块轧喟戌樹卷热轧生产流程。资源来源:台湾中钢公司网站。口号喟臣莹丢戏桑轧谓质钿卷A 号su 一轧AL 5号边乳机 口 |r 理A号边盡3号边2 号2号边盡1号边盡 超轧除嘗践虬駆方冋热轧生产流程 第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧 机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。资源来源:台湾中钢 公司网站。端切机切边机飞19机蹙平机厚轧延万向lit热轧生产流程 热轧厚板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、 及包装为成品钢板叠(HR PLATE)。资源来源:台湾中钢
5、公司网站。解卷机W辿机飞翦机飞晒整平氏駆片整平机检验台FT上剪机轧延方向热轧生产流程 热轧薄板剪切线布置图:主要功能为将原料钢卷上线解卷、调质精整、切边、切片、整平、堆叠、及包装为成品钢片叠(H.R. SHEET)。资源来源:台湾中钢公司网站。解卷机轧延万向热轧生产流程 一号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及 包装为成品H.R COIL或H.R BANDHR BAND未调质轧延。资源来源:台湾中钢公司网站。解巻机热轧生产流程 二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及 包装为成品H.R COIL或H.R BANDHR BAND
6、未调质轧延。资源来源:台湾中钢公司网站。瞬卷机d 二;=域一 一B上:出料环带兰谓辰g延机 OSO出口药切机 涂油机0 H入料环带车热轧生产流程 酸洗涂油线设备布置图:主要功能为将原料钢卷上线解卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。资源来源:台湾中钢公司网站。号Du热炉-OCGO(D( Ln百岂朴 oo 吕辿轧nI 粗扎蛛詹誇 171号轲轧机.云烷帶却朮12呂盘卷札MUlUUllJIJIllfllUI热轧生产流程 第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。资源
7、来源:台湾中钢公司网站。进口端夹送弭c p C压力辖粗整机COO孔河件 -|n 囹斛巻机g延方向热轧生产流程 三号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及 包装为成品H.R COIL或H.R BANDHR BAND未调质轧延。资源来源:台湾中钢公司网站。孔洞佢测亠 回 粗整机ODO洞质轧延机为切机-=一 检验白测宣仪 囹解着机热轧生产流程 四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BANDHR BAND未调质轧延。钢卷萍向机第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗
8、、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。资源来源:台湾中钢公司网站。kk.Trn-力整平机卷取机第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢 带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所 需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。资源来源:台湾中 钢公司网站。蜃平机13热轧生产流程 热轧厚板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、 及包装为成品钢板叠(HR PLATE)。资源来源:台湾中钢公司网站。特腺谕覆区张力整平I碉质札延 樓层區度计爰
9、台J L喷印标记机 出料朮度计连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延及张力整平,最后再依不同需求实施后处理或涂油作业。资源来源:台湾中钢公司网站。嗥接机祷诜区OOO均热区000 O 0戸-世躯整爻时駆翳区第一连续退火线:第一连续退火线包括清洗、退火、调质及精整等制程。钢带经由焊接机焊接后,进 入退火炉退火,而退火炉依不同钢种赋予不同退火温度,使其达到应有的机械性质,最后再依客户订单赋予钢带表面粗糙度、涂油量、分切及包装。资源来源:台湾中钢公司网站。第二连续退火线:
10、第二连续退火线包括清洗、退火、调质及精整等制程。先将冷轧后钢带表面残留之 轧延油洗净,再将其加热至700850C,以去除钢带内部应力,并且使其再结晶及调整组织内固溶 碳含量,以确保机械性质的稳定,再利用调质轧延以消除降伏点伸长,改善其材质及平坦度,并赋予 钢带所需之表面粗糙度。最后依客户订单将钢带涂防锈油、分切及包装。资源来源:台湾中钢公司网 站。封盒退火炉:封盒退火炉之功能系将冷轧钢卷在H2或HN气氛下,进行钢卷之再结晶及光 辉退火。资源来源:台湾中钢公司网站。电解清洗线:电解清洗线接收冷轧钢卷,经过解卷、焊接以及电解碱洗,产制电解清洗钢卷。逬料钢常储祥塔进口箱场刀11毎卷机12鷲卷松电应钢
11、卷路践连续涂覆线:连续涂覆线有两项主要产品,电磁钢卷及彩色钢卷。生产电磁钢卷的作业是接收第一 连续退火线之母材后,经过清洗、水性绝缘涂料涂覆、烘焙、冷却的制程。生产彩色钢卷作业是接 收冷轧母材后,经过清洗及磷酸皮膜处理、底漆涂覆、面漆涂覆、烘焙、冷却的制程。资源来源:台 湾中钢公司网站。/X出料钢带體徉靜进第切刀12解巻机 一;=r丁BS解着机电磁钢片涂覆线:电磁钢片涂覆线是设计专为生产电磁钢卷的产线。生产电磁钢卷的作业是接收第一连续退火线之母材后经过清洗,涂上水性绝缘涂料、烘焙、冷却的制程。资源来源:台湾中钢公司网站。接第二电擾区巴口算二电複区0 1=L17- :r-1-煤培炉、着取机电气镀
12、锌线:电气镀锌生产作业是将冷轧钢卷经由前段进料区、清洗与酸洗区、电镀区、后处理区、抗指纹涂覆区及后段出料区,产出电气镀锌钢卷成品。资源来源:台湾中钢公司网站。调质线:制程及功能:1.改变退火后钢卷的机械性质,并消除降伏点伸长。2.赋与钢带表面符合订单之粗糙度。3.修正入料钢卷的不良板形。资源来源:台湾中钢公司网站。着取林EFC嵋向弭飞勇松对心装置CFC/歸(0)P 0 1f1(0)/1 0 重卷线:重卷线功能系将退火及调质后冷轧钢卷施以涂油、重卷及分切制程之后,加以包装入库。资 源来源:台湾中钢公司网站。CO_L往复式冷轧机:往复式冷轧机接收热轧酸洗钢卷(未退火与预退火),经过解卷、穿引之后,再经由六重式冷轧机轧延成厚度较薄之冷轧钢卷。资源来源:台湾中钢公司网站。WE脚腿入料LWPERKHOPER水平式退火涂覆线:水平式退火涂覆线包括清洗、退火、涂覆及切边等制程。钢带经由焊接机焊接后, 进入退火炉退火,而退火炉依不同钢种赋予不同退火温度,使其达到应有的铁损值,再依客户订单涂 覆不同之水性绝缘涂料,涂膜厚度,分切及包装。资源来源:台湾中钢公司网站。谕油初 悍接林2男机张力整平线(TLL):张力整平线功能系将退火及调质后冷轧钢卷施以涂油、整平及分切制程之后,力口以包装入库。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
