《日立窄间隙与全位置焊接装置总体介绍讲义》由会员分享,可在线阅读,更多相关《日立窄间隙与全位置焊接装置总体介绍讲义(20页珍藏版)》请在装配图网上搜索。
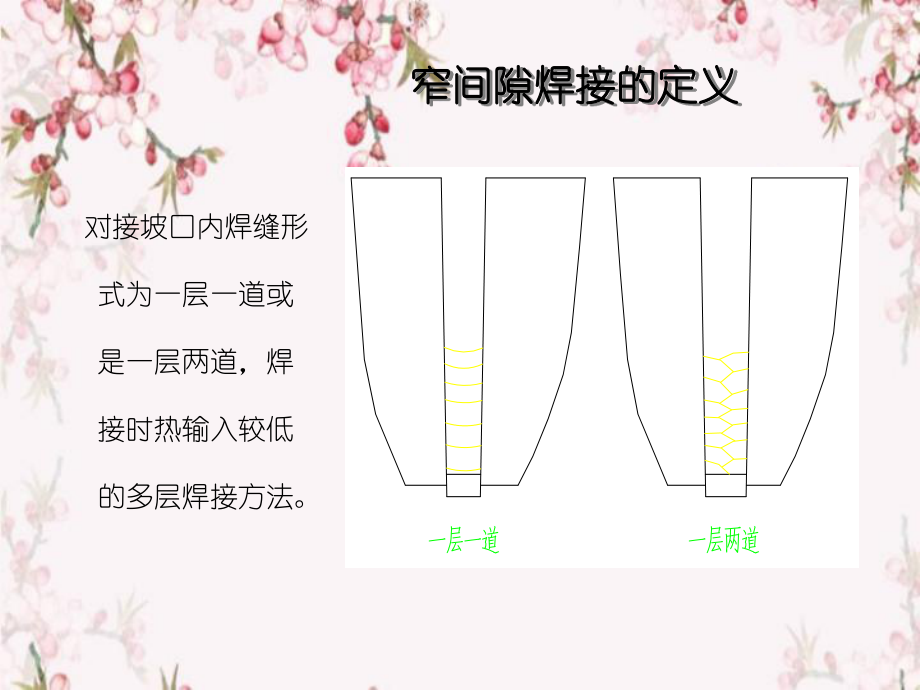
1、窄间隙焊接的定义窄间隙焊接的定义 对接坡口内焊缝形式为一层一道或是一层两道,焊接时热输入较低的多层焊接方法。使用窄间隙焊机的目的使用窄间隙焊机的目的 可以实现超厚钢板的高效率焊接 较少焊接材料和电能的使用 热输入低,改善焊缝的品质 可横焊、立焊、仰焊及全位置的焊接窄间隙焊接工艺分类窄间隙焊接工艺分类 窄间隙MAG焊接 窄间隙TIG焊接 窄间隙SAW焊接BHKBHK窄间隙及相关产品窄间隙及相关产品一、MAG窄间隙焊接装置二、热丝TIG窄间隙焊接装置三、小管径TIG全位置焊接装置窄间隙窄间隙MAGMAG焊接的形式焊接的形式焊丝盘送丝机弯曲成型装置送丝轮2次密封箱窄间隙枪头(宽6mm)窄间隙窄间隙M
2、AGMAG焊接装置焊接装置焊丝摆动装置Weld amperage :210AWeld voltage:29VWeld speed:210mm/minWeaving width:910mmStop time at both end:0.6secShield gas:Ar 80%,CO2 20%Shield gas flow rate:1ry 13ltr/min,2ry 45ltr/minWire diameter:1.2mmGasCoolingwaterGas Gas摆动电弧使焊缝两侧熔接良好应用实例R4.5121491214Max.300焊接工件焊接工件适用范围适用范围焊接参数焊接参数窄间隙窄
3、间隙MAGMAG焊接装置焊接装置窄间隙窄间隙MAGMAG焊接效果焊接效果材质:火STPA28(9Cr1MoVNb钢)尺寸:600mm130mmMAGMAG焊接与埋弧焊的比较焊接与埋弧焊的比较氢含量(ppm)0123456020406080100(表面)(内侧)坡口深度(mm)MAG溶接预热层间温度:100MAG溶接氢含量为埋弧焊的1/3焊接912Cr钢时可以降低预热和层间温度埋弧焊接窄间隙窄间隙MAGMAG设备技术特点设备技术特点 适合材质:碳素钢、低合金钢等 可适合9mm以上的窄坡口焊接 应用了焊丝摆动技术,使坡口两侧充分熔接 高的熔敷效率,低的热输入 可实现横焊、立焊及仰焊等多种焊接方式
4、窄间隙窄间隙MAGMAG设备技术参数设备技术参数 适合焊接工件最大厚度:300mm 工件坡口宽度:916mm 熔敷效率:70g/min 焊接速度:100300mm/min 每层焊道数:1道 焊丝直径:1.2、1.6mm 焊丝摆动频率:60次/min 保护气体:Ar 80%+CO2 20%溶接電源溶接電源母材母材電極電極軸軸揺動揺動 (軸)水冷枪头水冷枪头送丝管送丝管焊丝焊丝焊丝焊丝加熱電源加熱電源坡口坡口 9mm板厚板厚电极转摆状況左侧中央右侧窄间隙热丝窄间隙热丝TIGTIG焊接装置焊接装置基本构成TungstenelectrodeWireContact tipCeramicsguideBas
5、e metalMelting of base metal:Arc by tungsten electrodeForming of weld metal:Molten filler wire by wire heat currentTIGweldingpowersourceWire heatpowersource(WireArcContinuous currentNo pulsePulsed currentNo pulsePulsed arcCurrent waveformArcWire00000000(a)DC heating(b)AC heating(c)PH method(d)HST me
6、thodVarious GTA methods and their waveform技术先进性电弧及通过焊丝的电流均采用脉冲控制,解决磁偏吹问题一般的热丝焊接时会产生磁偏吹Example of heated filler wire将填充焊丝加热可大幅度提高TIG焊接的效率Arc blow by continuous DC currentArc blow by continuous AC currentArc by HSTig methodArc by PH method窄间隙热丝窄间隙热丝TIGTIG焊接装置焊接装置全位置焊接机头MaterialMild steel,Stainless ste
7、elThickness25mm 150mmEdge preparation U(Double J)typeArc amperage 200500AWire amperage 2065AWeld speed80220mm/minWire feed speed 0.26.8m/minWire diameter 1.2mmWeld work焊接参数Melts theside wallsurely10mmMaximum100mm焊接过程中的转摆电弧两侧母材被电弧完全熔接电极转摆焊接电弧跟踪功能依靠弧压传感技术控制弧长在上下及两侧一致,实现自动调节电极位置应用实例热丝热丝TIGTIG焊接实际效果焊接实际
8、效果STPA29/板厚83mm(9Cr1.8W0.5MoVNb)断面组织 热丝TIG窄间隙焊接装置 HSTIGHSTIG设备技术特点设备技术特点 适合材质:低碳钢、低合金钢、高合金钢、不锈钢、镍基合金钢等 采用热丝焊接技术,大幅提高了焊接效率 可适合9mm以上的窄坡口焊接 应用了旋转电弧技术,使坡口两侧充分熔透 采用先进的磁控技术,有效控制电弧磁偏吹的产生 具备钨极端部的水平和上下AVC弧压检测功能 配以相应的行走轨道,可完成工件的全位置焊接HSTIGHSTIG技术参数技术参数 适合焊接工件最大厚度:150mm(全位置)200mm(水平位置)工件坡口宽度:910mm 熔敷效率:60g/min 焊接速度:50300mm/min 每层焊道数:1道 焊丝直径:1.2mm 送丝速度:0.26.8m/min 小管径全位置小管径全位置TIGTIG焊接装置焊接装置填丝自熔16.9 mm37.1应用领域及潜在用户应用领域及潜在用户应用领域:石化重容和发电设备制造潜在用户:1、锅炉厂 2、汽轮机厂 3、重型油压设备厂 4、化工机械厂 5、重型容器制造厂 谢谢 谢谢 !谢谢 谢谢 !唐山开元自动焊接装备有限公司
 日立窄间隙与全位置焊接装置总体介绍讲义
日立窄间隙与全位置焊接装置总体介绍讲义