 双相钢焊接技术
双相钢焊接技术

《双相钢焊接技术》由会员分享,可在线阅读,更多相关《双相钢焊接技术(3页珍藏版)》请在装配图网上搜索。
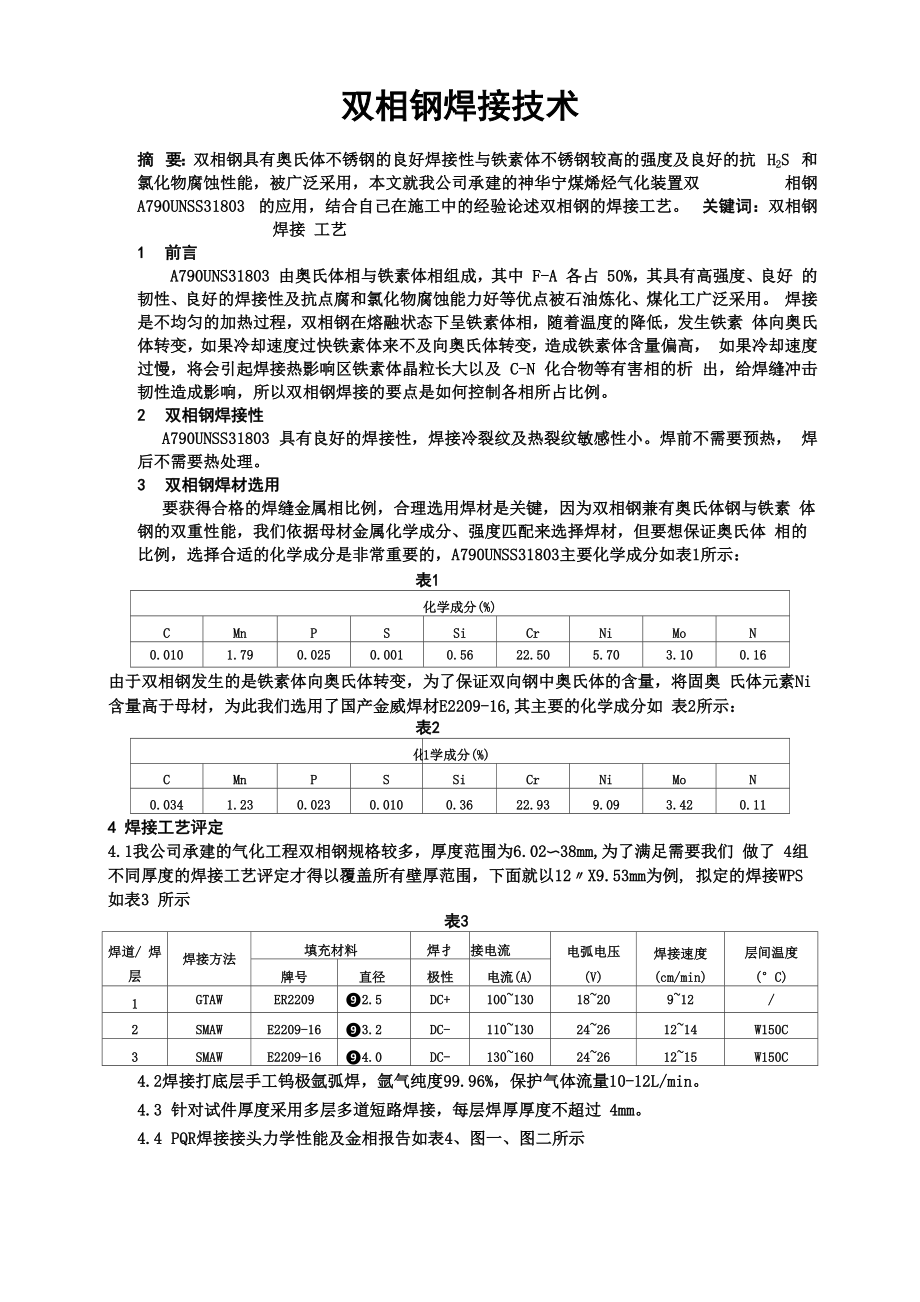
1、双相钢焊接技术摘 要:双相钢具有奥氏体不锈钢的良好焊接性与铁素体不锈钢较高的强度及良好的抗 H2S 和氯化物腐蚀性能,被广泛采用,本文就我公司承建的神华宁煤烯烃气化装置双 相钢 A790UNSS31803 的应用,结合自己在施工中的经验论述双相钢的焊接工艺。 关键词:双相钢焊接 工艺1 前言A790UNS31803 由奥氏体相与铁素体相组成,其中 F-A 各占 50%,其具有高强度、良好 的韧性、良好的焊接性及抗点腐和氯化物腐蚀能力好等优点被石油炼化、煤化工广泛采用。 焊接是不均匀的加热过程,双相钢在熔融状态下呈铁素体相,随着温度的降低,发生铁素 体向奥氏体转变,如果冷却速度过快铁素体来不及向
2、奥氏体转变,造成铁素体含量偏高, 如果冷却速度过慢,将会引起焊接热影响区铁素体晶粒长大以及 C-N 化合物等有害相的析 出,给焊缝冲击韧性造成影响,所以双相钢焊接的要点是如何控制各相所占比例。2 双相钢焊接性A790UNSS31803 具有良好的焊接性,焊接冷裂纹及热裂纹敏感性小。焊前不需要预热, 焊后不需要热处理。3 双相钢焊材选用要获得合格的焊缝金属相比例,合理选用焊材是关键,因为双相钢兼有奥氏体钢与铁素 体钢的双重性能,我们依据母材金属化学成分、强度匹配来选择焊材,但要想保证奥氏体 相的比例,选择合适的化学成分是非常重要的,A790UNSS31803主要化学成分如表1所示:表1化学成分(
3、%)CMnPSSiCrNiMoN0.0101.790.0250.0010.5622.505.703.100.16由于双相钢发生的是铁素体向奥氏体转变,为了保证双向钢中奥氏体的含量,将固奥 氏体元素Ni含量高于母材,为此我们选用了国产金威焊材E2209-16,其主要的化学成分如 表2所示:表2化1学成分(%)CMnPSSiCrNiMoN0.0341.230.0230.0100.3622.939.093.420.114 焊接工艺评定4.1我公司承建的气化工程双相钢规格较多,厚度范围为6.0238mm,为了满足需要我们 做了 4组不同厚度的焊接工艺评定才得以覆盖所有壁厚范围,下面就以12X9.53m
4、m为例, 拟定的焊接WPS如表3 所示表3焊道/ 焊层焊接方法填充材料焊扌接电流电弧电压(V)焊接速度(cm/min)层间温度(C)牌号直径极性电流(A)1GTAWER22092.5DC+1001301820912/2SMAWE2209-163.2DC-11013024261214W150C3SMAWE2209-164.0DC-13016024261215W150C4.2焊接打底层手工钨极氩弧焊,氩气纯度99.96%,保护气体流量10-12L/min。4.3 针对试件厚度采用多层多道短路焊接,每层焊厚厚度不超过 4mm。4.4 PQR焊接接头力学性能及金相报告如表4、图一、图二所示表4检测项目
5、力学性能抗拉强度Rm (MPa)180弯曲(d=4a)技术要求$620受拉面任何方向不得有大于3mm的裂纹121212检测值795820未裂未裂未裂未裂焊缝金相组织图一(焊缝、熔合线、母材) 图二(焊缝中心)检验结论:送检的一组规格为12X9.53(mm)对接焊缝焊接工艺评定试管,其力学性 能符合JB4708-2000的技术要求。经500 X碱性铁氰化钾浸蚀,铁素体含量35%。5 焊接工艺5.1 焊工要求参加双相钢施焊的焊工必须按锅炉压力容器压力管道焊工考试与管理规则考试合格, 持有国家质量技术监督部门颁发的焊工合格证,并在有效期内承担相应合格项目的焊接工 作。焊工应经过专门培训,并参加由监理
6、业主组织的技能评定,经检测合格后方可进行现 场施焊。5.2 焊前准备坡口制备采用机械加工或等离子切割的方法加工,当壁厚W20mm时,采用V形坡口, 角度5565,当壁厚20mm时,采用U形坡口,钝边厚度为1.5mm-2mmo坡口制备完成后应进行目视检查,其表面不得有裂纹和夹层等缺陷,对口间隙为1-3mm, 焊前应将坡口两侧20mm范围内的毛刺、氧化渣、油污等清除干净,用专用的不锈钢砂轮片 打磨出金属光泽,焊丝无油污污染。双相钢钨极氩弧焊打底焊接背面应充氩保护,保护气体纯度为 99.96%氩气,保护气体 流量为10-12L/Min。现场施工过程中,应提高预制比例,减少固定焊口数量,有利于背面 保
7、护效果,固定焊口背面保护,在管道内部焊缝中心两侧 150-200mm 范围内粘贴水溶纸, 铜管钻眼砸扁后利用焊缝间隙深入到管道内部进行冲氩保护。5.3 焊口组对及定位焊缝5.3.1 管子、管件组对应选用与母材材质相同的手段用料,禁止用碳钢等污染双相钢的手 段用料。5.3.2 管道组对时不允许强力组对。5.3.3 管道、管件定位焊的工艺措施及焊接材料应与正式焊接一致。定位焊缝长度应根据 管道直径、厚度综合考虑,其原则不得有裂纹、表面气孔等缺陷存在。5.4 双相钢焊接技术要点5.4.1 现场施焊焊接工艺参数见表 5表5焊道/焊层焊接方法焊材牌号/规格电流种类/极性电流(A)电压(V)焊接速度 (c
8、m/min)层间温度(C)1GTAWER2209, 0 2.5DC+12018-209-11/2SMAWE2209-16, 0 3.2DC-11524-2611-13W1503SMAWE2209-16, 0 3.2DC-11524-2611-13W1504SMAWE2209-16, 0 4.0DC-16024-2612-14W1505SMAWE2209-16, 0 4.0DC-16024-2612-14/5.4.2 施焊前应检查把线绝缘性能,把线绝缘性能良好,不得有破皮裸露,接地材料应与 母材同材质。5.4.3 施焊前焊缝两侧应涂刷白垩粉或采取其他防飞溅措施。5.4.4双相钢焊接线能量的控制至
9、关重要,一般应控制在0.51.5KJ/mm范围内。5.4.5 焊接宜采用多层多道焊接的方法,大直径厚壁管道应采用两名焊工同时双向对称施焊 6 焊接施焊环境对于下列情况,应做好防护措施:(1)手工电弧焊:风速8m/so (2)氩弧焊:风速M2m/s。(3)相对湿度$90%及有雨 雪天气时。(4)环境温度低于-5C需提高环境温度。7 焊接质量保证措施7.1 由于双相钢对热输入的控制较为严格,热输入过高或过低都会使相比例失衡,对焊工及 施工队长进行详细焊接技术交底显得尤为重要。7.2 各施工队兼职质检员、项目部专职质检员深入现场检查焊接工艺的执行情况,尤其是层 间温度及焊接参数的执行情况,如焊工不能
10、严格执行焊接工艺责令其停止施焊双相钢。7.3 为了保证焊接质量,应针对每名焊工在打底焊道焊接完成后和盖面焊道完成后对铁素体 含量进行抽样检测,对于含量不符合要求的焊缝找出原因,割掉重新焊接。8 焊后检查8.1 外观检查 双相钢焊接完成后表面应无飞溅、毛刺、表面气孔、咬边等缺陷,焊缝颜色应以白色最 佳、金黄色次之,如果焊缝颜色发黑表明力学性能不能满足使用性能的要求。8.2 焊缝铁素体检测 双相钢打底焊缝完成后经铁素体仪器检测,其铁素体含量约在40%45%之间,焊缝盖面完成后铁素体含量约在 3540%之间。9 结论9.1 双相钢焊接焊材的正确选用是保证得到合适相比例的关键。9.2严格执行工艺参数,
11、控制好线能量是保证双相钢焊接的主要因素,焊接线能量不能过高 也不能过低,如果过高将导致冷却速度过慢,容易析出 C-N 化合物,严重影响焊缝的冲击 韧性,焊接线能量过低将导致焊缝冷却速度过快,致使铁素体来不及向奥氏体转变,奥氏 体含量减少。在施焊过程中,某些焊工一味求快,造成了焊接线能量过高,使得铁素体含 量偏低。9.3 尽量采用多层多道的焊接方法,因为采用多层多道焊时,后续焊道对前续焊道起到了回 火作用,能够促使前续焊道的铁素体进一步的向奥氏体转变,使焊缝获得足够的奥氏体, 从而形成以奥氏体占优势的组织,获得良好的使用性能。9.4由于焊接是不均匀的加热冷却过程,要使双相钢各相比例达到50%是很困难的,现场施焊完成后铁素体含量能够保持在35%能够满足其使用性能。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
