 最新通俗车床培训
最新通俗车床培训

《最新通俗车床培训》由会员分享,可在线阅读,更多相关《最新通俗车床培训(21页珍藏版)》请在装配图网上搜索。
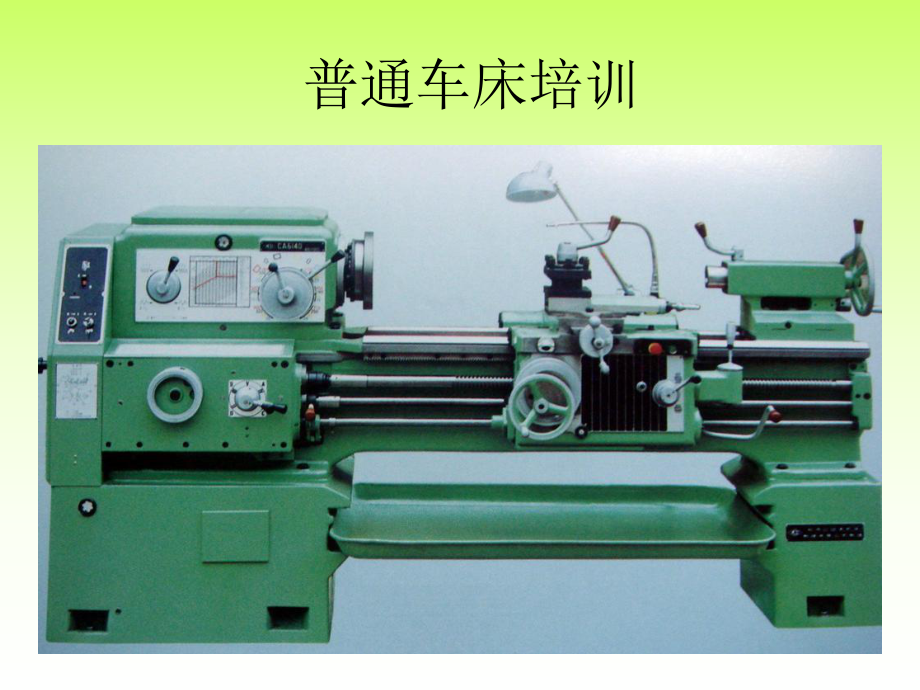
1、普通车床培训目录:一、车削工艺范围;二、车床基本结构;三、工件在车床上的装夹方法;四、车床型号解释;五、零件的加工步骤 六、刀具的认 七、车床安全使用和日常维护。一、车削工艺范围 车削加工是机械加工方法中应用最为广泛的方法之一,是加工轴类、盘套类零件的主要方法。应用车削加工方法可以加工各种回转体内外表面,如内外圆柱面、圆锥面、成形回转表面等。二、车床基本结构 车床其主要组成部件可概括为“三箱刀架尾座床身”。下面以CA4160为例介绍:刀架:夹持车刀 尾座:在尾座套筒内安装顶尖,可支承工件 床身:连接各主要部件并保证各部件之间有正确的相对位置 床腿 光杠:实现纵向或横向自动进给 丝杠:将进给运动
2、传给溜板箱,完成螺纹车削 溜板箱:将光杠传来的旋转运动变为车刀的纵向或横向的直线移动 进给箱:将运动传至光杠或丝杠 主轴箱:支承主轴部件 挂轮床腿 床鞍:带动床鞍:带动车刀沿床身车刀沿床身导轨作纵向导轨作纵向移动移动 中滑板:中滑板:可带动车可带动车刀沿床鞍刀沿床鞍上的导轨上的导轨作横向移作横向移动动 小滑板:小滑板:可沿转盘可沿转盘上的导轨上的导轨作短距离作短距离移动移动 转盘:转盘转盘:转盘可在水平面可在水平面内转动任意内转动任意角度角度 方刀架方刀架:用来:用来安装车安装车刀刀 刀架的组成刀架的组成主轴主轴箱箱溜溜板板箱箱刀架刀架尾尾座座丝丝杆杆操操作作杆杆光光杆杆进给箱进给箱清理机床清
3、理机床上不该放上不该放的东西,的东西,装夹好刀装夹好刀具等具等调整好所需要调整好所需要的转速、进给的转速、进给量等量等装夹好需要加工的零件装夹好需要加工的零件提起操纵手柄开始对刀加工提起操纵手柄开始对刀加工开机准备开机准备打开机床背后的总开关打开机床背后的总开关打开电机开关打开电机开关普通车床的开机流程普通车床的开机流程電電機機開開關關調調節節轉轉转转速速兩者配合調兩者配合調節進給節進給主轴箱:又称床头箱,它的主要任务是将主电主轴箱:又称床头箱,它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主机传来的旋转运动经过一系列的变速机构使主轴得到所需的正轴得到所需的正反两种转向的不同转速,
4、转速共反两种转向的不同转速,转速共24级,转速范级,转速范围在围在91600r/min.主轴箱左侧按钮的意义主轴箱左侧按钮的意义黑色按钮:旋至黑色按钮:旋至“ON”位置时接通电源;旋至位置时接通电源;旋至“OFF”位置时断开电源。小灯泡按钮:按下按位置时断开电源。小灯泡按钮:按下按钮照明灯打开,钮照明灯打开,再次按下时照明灯关闭。水龙头照明灯:按下再次按下时照明灯关闭。水龙头照明灯:按下按钮冷却泵启动,再次按下按钮时冷却泵关闭按钮冷却泵启动,再次按下按钮时冷却泵关闭。红色按钮:紧急停车按钮红色按钮:紧急停车按钮 绿色按钮:当启动绿色按钮:当启动操纵手柄位于停止按钮位置时,按下此按钮式操纵手柄位
5、于停止按钮位置时,按下此按钮式时电机才能运转。时电机才能运转。进给箱:又称走刀箱,进给箱中装有进给运动的进给箱:又称走刀箱,进给箱中装有进给运动的变速机构,调整其变速机构,可得到所需的进给变速机构,调整其变速机构,可得到所需的进给量或螺距,量或螺距,通过光杠或丝杠将运动传至刀架以进行切削。通过光杠或丝杠将运动传至刀架以进行切削。t:公制螺纹。:公制螺纹。n:英制螺纹。:英制螺纹。m:模数螺纹。:模数螺纹。dp:径节螺纹。:径节螺纹。溜板箱:是车床进给运动的操纵箱,内装有将溜板箱:是车床进给运动的操纵箱,内装有将光杠和丝杠的旋转运动变成刀架直线运动的机光杠和丝杠的旋转运动变成刀架直线运动的机构,
6、通过光杠传动构,通过光杠传动实现刀架的纵向进给运动、横向进给运动和快实现刀架的纵向进给运动、横向进给运动和快速移动,通过丝杠带动刀架作纵向直线运动,速移动,通过丝杠带动刀架作纵向直线运动,以便车削螺纹。以便车削螺纹。溜板向上两个按钮的意义溜板向上两个按钮的意义绿色按钮:当主轴启停操纵手柄位于停止位置绿色按钮:当主轴启停操纵手柄位于停止位置,按下此按钮时,主电机才能运转,实现主电,按下此按钮时,主电机才能运转,实现主电机的两地控制。机的两地控制。红色按钮:按下此按钮时,主电机停止运转红色按钮:按下此按钮时,主电机停止运转刀架:刀架部件由几层刀架组成,它的功刀架:刀架部件由几层刀架组成,它的功能是
7、装夹刀具,使刀具作纵向、横向或斜能是装夹刀具,使刀具作纵向、横向或斜向进给运动。向进给运动。尾座:安装作定位支撑用的后顶尖、也可以安装尾座:安装作定位支撑用的后顶尖、也可以安装钻头、铰刀等孔加工刀具进行孔加工。钻头、铰刀等孔加工刀具进行孔加工。丝杆:把进给箱的运动传给开合丝杆:把进给箱的运动传给开合螺母,用以车削螺纹螺母,用以车削螺纹光杆:把进给箱的运动传给溜板光杆:把进给箱的运动传给溜板箱,实现纵向横向进给箱,实现纵向横向进给操作杆:控制主轴正反转及停止操作杆:控制主轴正反转及停止转动转动三、工件在车床上的装夹方法;1、三爪自定心卡盘:三爪自定心三爪自定心卡盘的特点卡盘的特点:三爪自定心三爪
8、自定心卡盘的夹紧卡盘的夹紧力较小,一力较小,一般仅适用于般仅适用于夹持表面光夹持表面光滑的圆柱形滑的圆柱形、六角形截、六角形截面的工件。面的工件。2、四爪单动卡盘:四爪单动卡盘夹紧力大,可装夹大型以及其他不规四爪单动卡盘夹紧力大,可装夹大型以及其他不规则形状的工件。则形状的工件。四爪单动卡盘的特点:四爪单动卡盘不能自动定心,使用时必须找正定位基面的轴线对准主轴旋转中心线。找正精度取决于找正工具和找正方法。由于四爪单动卡盘找正精度较高,因此常用来装夹位置精度较高又不宜在一次装夹中完成加工的工件,但找正费时,找正效率低,对操作者要求高,适用于单件、小批生产中工件的装夹。四、车床型号解释 床身上最大
9、回转直径为400mm的卧式车床的型号为:C A 61 40 类代号:车床类类代号:车床类 结构特性代号结构特性代号组、系代号:卧式车床组、系代号:卧式车床 主参数:主参数:400mm轴类零件、盘轴类零件、盘类零件的加工类零件的加工步骤步骤选用适合加工零件的车刀选用适合加工零件的车刀 装入需要加工的零件毛坯装入需要加工的零件毛坯 量取需要加量取需要加工零件的毛工零件的毛坯尺寸坯尺寸 以碰到工件表面作为基准来以碰到工件表面作为基准来确定进给量确定进给量根据零件的需求进行精车根据零件的需求进行精车 碰碰 刀刀根据零件要求进行粗车根据零件要求进行粗车 螺纹的加工步骤螺纹的加工步骤磨刀或选用机夹螺磨刀或
10、选用机夹螺纹刀,角度要和要纹刀,角度要和要求一致求一致 装入正确,主要是对中心装入正确,主要是对中心 调整机床调整机床 检查各个手柄是检查各个手柄是否正确,挂轮是否正确,挂轮是否正确否正确 检查被加工螺距和检查被加工螺距和车床螺杆是否是倍车床螺杆是否是倍数关系数关系 任何时候可以任何时候可以提开合(机床提开合(机床螺母)螺母)只能用正反车加工只能用正反车加工,进刀和退刀至合,进刀和退刀至合格为止格为止 主轴正传,从左至右加工主轴正传,从左至右加工左旋左旋加工左右旋螺纹的方法加工左右旋螺纹的方法右旋右旋主轴正传,从右至左加工主轴正传,从右至左加工零件的加工步骤零件的加工步骤五五车刀种类车刀种类
11、六、刀具的认识六、刀具的认识按用途分:外园刀、按用途分:外园刀、45车刀、切断刀、切槽刀、车刀、切断刀、切槽刀、螺纹刀、成形刀、通孔镗刀、不通孔镗刀螺纹刀、成形刀、通孔镗刀、不通孔镗刀按刀具材料分:高速钢车刀、硬质合金车刀按刀具材料分:高速钢车刀、硬质合金车刀按结构分:整体式、焊接式、机械夹固式、可转位式按结构分:整体式、焊接式、机械夹固式、可转位式 车刀的组成车刀的组成由三面、两刃、一尖组成由三面、两刃、一尖组成车刀的组成车刀的组成由三面、两刃、一尖组成由三面、两刃、一尖组成刀具角度刀具角度 刀具标注角度参考系刀具标注角度参考系 基面基面切削平面切削平面主剖面主剖面前角、后角、主偏角、副偏角
12、、刃倾角前角、后角、主偏角、副偏角、刃倾角七、车床安全使用和日常维护 1、严格遵守车间规定的安全规则,操作前穿好衣服,戴好工作帽。2、操作机床不允许戴手套。3、不准用手刹住转动的卡盘。4、用钩子和刷子清理车床上的切屑,不准用手直接清除切屑。5、不允许在机床工作面及导轨面上敲击物件,床面上不允许直接放置工具和杂物。6、工作时不允许无故离开机床,离开机床前必须停车。7、车床变换速度时必须停车,否则将损坏齿轮或机构。8、工件、刀具必须夹紧可靠。工件夹紧后,及时拿掉扳手。9、下班前必须清除切屑,按润滑图逐点进行润滑。10、经常观察油标、油位,采用规定的润滑油及油脂。适时调整轴承和导轨的间隙。11、工作结束后,切断机床总电源,刀架移到尾座一端。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 顶级别墅项目广告设计鉴赏2
- 页岩气勘探开发技术
- 《文言文虚词复习》优秀课件
- 八年级道德与法治下册第二单元理解权利义务第四课公民义务第1框公民基本义务习题课件新人教版
- 八年级道德与法治下册第四单元崇尚法治精神第八课维课件
- 八年级道德与法治下册第三四单元综合复习教学课件人教版
- 《蔬菜种植技术》课件
- 阅读专题之人物描写与人物形象分析ppt课件
- 八年级道德与法治下册第一单元坚持宪法至上第二课保障宪法实施第1框坚持依宪治国教学课件人教版
- 远距离点对点通信系统设计通信原理三级项目ppt课件
- 页岩气与煤层气井压裂增产技术
- 化工制图课件
- 远离手机--班会ppt课件
- 预防校园欺凌主题班会ppt课件
- 阅读表现手法ppt课件
