《乙烯裂解气压缩机安装工法》由会员分享,可在线阅读,更多相关《乙烯裂解气压缩机安装工法(5页珍藏版)》请在装配图网上搜索。
1、乙烯裂解气压缩机(G B201)安装工法作者筒介:肖家峰同志1964年毕业于北京石油学校机械设计专业,现任第二工程公司副总工 程师,工程师。该同志先后参加过湖南长岭炼油厂、天津炼油厂、山东齐鲁乙烯、抚顺乙烯、天津 乙烯、岳阳化工总厂等项目工程的建设。1991年主笔编制的超高压压缩机安装工法被评为企业 级工法。裂解气压缩机机组(GB201)是乙烯装置的心脏设备,它由日本东洋工程公司 (TEC)和西班牙国际联合技术公司(TR)共同承包,采用美国鲁马斯公司的专利技 术。该机组由日本东洋工程 公司制造,机组分件和半组装到货,机组由功率为 9700KW的汽轮机带动的三缸五段离心式压缩机及共附属设备组成。
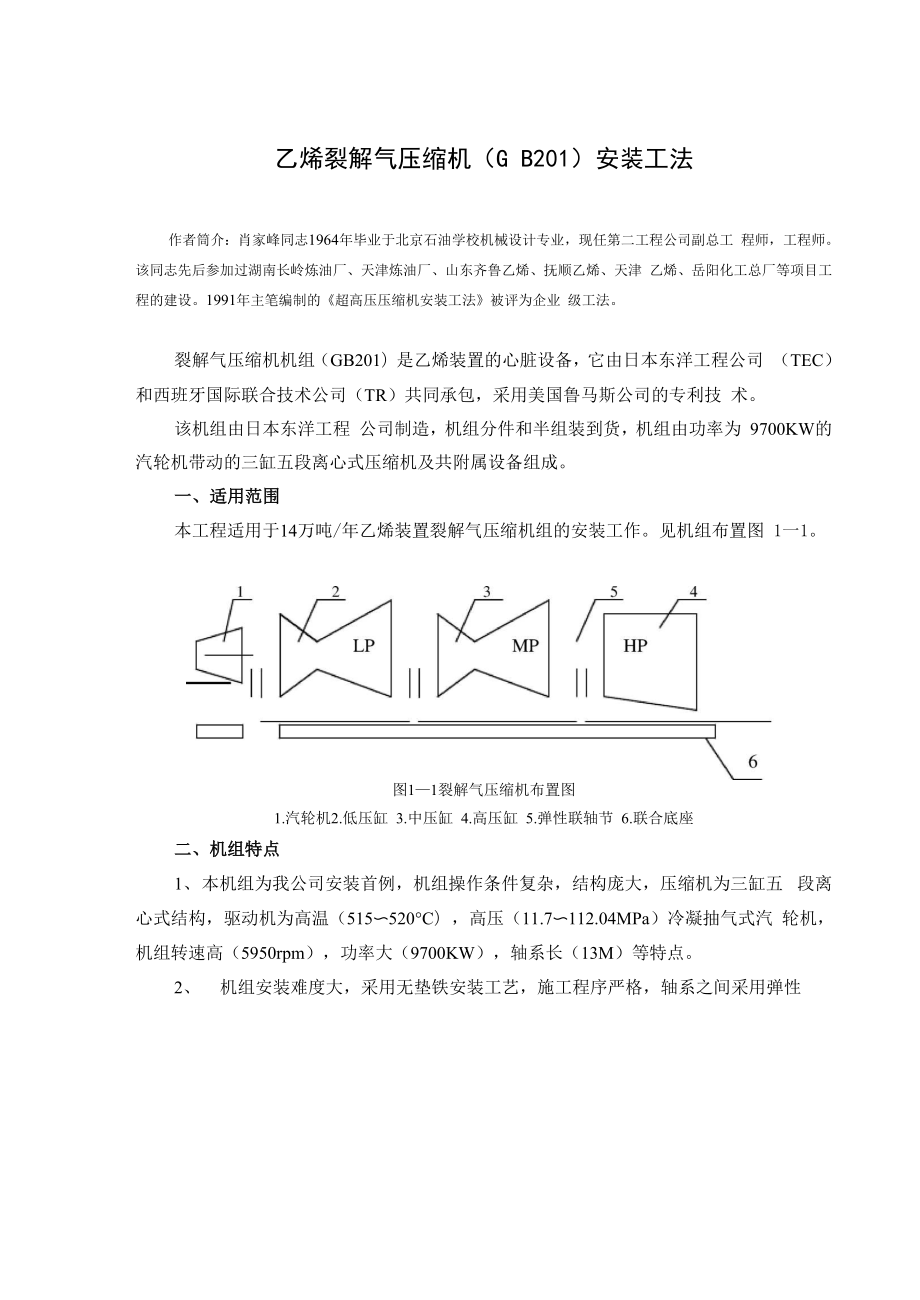
2、一、适用范围本工程适用于14万吨/年乙烯装置裂解气压缩机组的安装工作。见机组布置图 1一1。图11裂解气压缩机布置图1.汽轮机2.低压缸 3.中压缸 4.高压缸 5.弹性联轴节 6.联合底座二、机组特点1、本机组为我公司安装首例,机组操作条件复杂,结构庞大,压缩机为三缸五 段离心式结构,驱动机为高温(515520C),高压(11.7112.04MPa)冷凝抽气式汽 轮机,机组转速高(5950rpm),功率大(9700KW),轴系长(13M)等特点。2、机组安装难度大,采用无垫铁安装工艺,施工程序严格,轴系之间采用弹性联轴节,同心度找正精度要求高(0.025mm),汽轮机地脚螺栓采用带锚板结构。
3、3、机组附属设备多,除压缩机、汽轮机以外,还有油站、油冷却器、油过滤器、 高位槽、缓冲器、脱气缸等附助设备。三、施工程序由于机组汽轮机采用独立底座,压缩机采用大型联合底座将三个气缸分别安装在 联合底座上,要以汽轮机为基准将压缩机与汽轮机同轴度精确在设计要求之内,安装 程序必须符合图12所示原则。图12裂解压缩机施工程序四、工序中主要操作要点1、联合底座安装前应进行几何尺寸,地脚螺孔垂直度,外观等项检验校核(也 可在制造厂内检验)发现问题可及时处理,联合底座下面有24个M30的调节顶丝分 布一周。要求底座安装前在顶丝下面做混凝土砂浆,再将平垫铁放在上面,要求平垫 铁操平,顶丝受力将不会移位。设计
4、开箱检验必须按照HGJ203-83化工机器安装工程施工及验收规范中第二 章第一节、第二节规定进行,要对设备的关键部位认真进行检验。2、本机组采用无垫铁安装,二次灌浆层均采用无收缩水泥砂浆。3、在联合底座加工面上要多测几点纵向,横向水平度,通过调节顶丝调整保证 水平状态,压缩机就位时要注意机器两侧的轴向距离。4、联合底座上的纵横导向键,压缩机就位后应调整好导向键与轴承座配合间隙 后固紧,使压缩机有左右移动的调整量。5、要明确和掌握本机组是以汽轮机为基准进行同轴度找正的工序方法,防止出 现不应有的窝工及浪费时间等现象。6、管道安装时必须用百分表监测同轴度的变化,防止应力过大造成同轴度超差 现象,如
5、超差应修改管线。7、所有机器上的测瓦温、测振、测速、测轴位等仪表探头应在油循环结束后返 瓦工作中进行。五、主要机具、设备主要机具、设备见下表:名称规格数量名称规格数量汽车吊330t1台百分表0.01mm8块天车12t1台砂轮机V220 俱003台拖车60t1台块规1套电焊机14Kw1台钳工水平仪0.02mm/m8块棒式磨光机V220 63台内径千分尺0-750mm1套台钻32mm1台游标卡尺300-600mm配套手拉葫芦5t2台塞尺4”-12”配套手拉葫芦2t2台专用工具厂家配套千斤顶10t,5t各2台千斤顶2t2台六、质量标准1、为确保机组安装质量,满足设计要求,施工各工序必须符合下规范中的
6、有关 质量标准:1)化工机器安装工程施工及验收规范(通用规定HGJ203-83)。2)化工机器安装工程施工及验收规范(离心式压缩机HGJ205-92)。3)石油化工设备基础施工及验收规范(SHJ-510-88)。4)工业管道工程施工及验收规范(金属管道篇GB235-82)。5)日本东洋工程公司施工文件(IDC-1-93)。6)日本东洋工程公司设计图纸最终版。7)国外设备制造厂家的技术文件。2、各工序施工中主要质量标准1)机器安装标高偏差3mm,中心偏差3mm。2)联合底座安装水平度:纵向0.05mm/m,横向0.10mm/m。3)压缩机安装水一度:纵向0.05mm/m,横向0.10mm/m。4
7、)汽轮机安装水平度:纵向0.05mm/m,横向0.10mm/m。5)同轴度对中偏差:径向位移,轴向倾斜均0.025 mm。七、劳动力组织施工中以压缩机安装为主要程序,电气、仪表、土建、工艺等工作要随之同步达 到试车条件。在劳动组织中应统筹计划管理,各专业各施工班组层层把关,合理安排劳动力, 确保质量、工期正点到达。劳动力安排计划表工 种人数工作范围工期钳 工15人机组安装(包括附属设备、油循环)90天安装完,达到试车条件管 工30人管线予制、安装、酸洗要求与钳工同步试车管电焊15人配合管工焊接同步进行气焊工8人配合管工焊接同步进行仪表安装7人仪表单校、联校同步进行仪表调校7人电气设备安装、检查
8、、接线、调试同步进行电 工8人配合钳工、管工安装同步进行起 重10人合 计100人八、安全措施1、所有参加施工人员必须严格遵守炼油化工施工安全规程(SHJ505-8)的规 定。2、在大件吊装时要注意吊车及重物下不得站人,吊装点要遵照厂家标定点,如 没有必须由起重技术人员核算确定,统一指挥,密切配合。3、厂房内天车要有专人持证操作,严格管理。4、在汽轮机穿地脚螺栓时,要架设安全架,戴好安全带和防护眼镜。5、严禁使用汽油、丙酮等易燃物清洗设备。6、在动火区要设有消防器材并设专人看火。7、现场夜间施工应有足够的照明,临时用电必须做好保护措施。8、进入油箱工作时行灯电压不得超过12伏,并做好通风工作及监护人。九、经济效益分析运用本工法采用无垫铁施工大型机组,可以保证工程质量,开车一次成功,节约 材料费用,降低工程成本。合理组织工序,减少窝工、返工现象,缩短了施工周期,据日本专家介绍我们施 工的GB201机组,比印度、泰国仕工期上缩短了二个月,收到了良好的经济效益, 为乙烯装置早日投产奠定了良好的基础。十、应用实例在天津14万吨/年乙烯装置施工中,GB210压缩机是该装置的最重要设备,施工 周期短,试车一次成功,该机组在1996年被评为国家施工企业优秀QC成果奖。
 乙烯裂解气压缩机安装工法
乙烯裂解气压缩机安装工法