 车削和钻削切屑形成机理
车削和钻削切屑形成机理

《车削和钻削切屑形成机理》由会员分享,可在线阅读,更多相关《车削和钻削切屑形成机理(7页珍藏版)》请在装配图网上搜索。
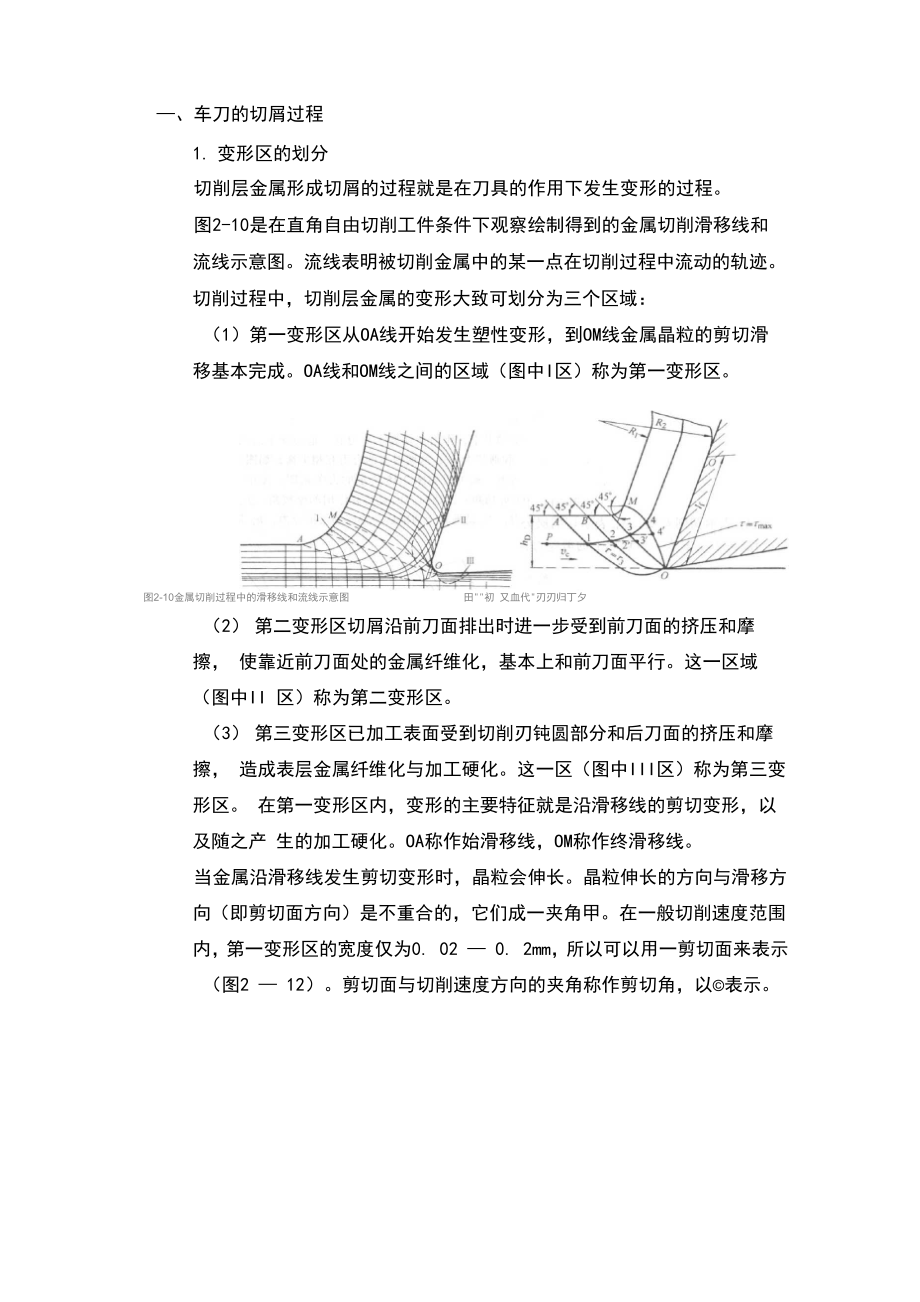
1、、车刀的切屑过程1. 变形区的划分切削层金属形成切屑的过程就是在刀具的作用下发生变形的过程。图2-10是在直角自由切削工件条件下观察绘制得到的金属切削滑移线和 流线示意图。流线表明被切削金属中的某一点在切削过程中流动的轨迹。 切削过程中,切削层金属的变形大致可划分为三个区域:(1)第一变形区从OA线开始发生塑性变形,到OM线金属晶粒的剪切滑 移基本完成。OA线和OM线之间的区域(图中I区)称为第一变形区。图2-10金属切削过程中的滑移线和流线示意图田初 又血代刃刃归丁夕(2)第二变形区切屑沿前刀面排出时进一步受到前刀面的挤压和摩擦, 使靠近前刀面处的金属纤维化,基本上和前刀面平行。这一区域(图
2、中II 区)称为第二变形区。(3)第三变形区已加工表面受到切削刃钝圆部分和后刀面的挤压和摩擦, 造成表层金属纤维化与加工硬化。这一区(图中III区)称为第三变形区。 在第一变形区内,变形的主要特征就是沿滑移线的剪切变形,以及随之产 生的加工硬化。OA称作始滑移线,OM称作终滑移线。当金属沿滑移线发生剪切变形时,晶粒会伸长。晶粒伸长的方向与滑移方 向(即剪切面方向)是不重合的,它们成一夹角甲。在一般切削速度范围 内,第一变形区的宽度仅为0. 02 0. 2mm,所以可以用一剪切面来表示(图2 12)。剪切面与切削速度方向的夹角称作剪切角,以表示。图2-12滑移与晶粒的伸长图厶13切屑形成过程示意
3、图2、切屑的形成及变形特点1)第一变形区(近切削刃处切削层内产生的塑性变形区)金属的剪切滑移 变形切削层受刀具的作用,经过第一变形区的塑性变形后形成切屑。切削层受刀 具前刀面与切削刃的挤压作用,使近切削刃处的金属先产生弹性变形,继而塑性 变形,并同时使金属晶格产生滑移。在下图中,切削层上各点移动至AC线均开始滑移、离开AE线终止滑移,在 沿切削宽度范围内,称AC是始滑移面,AE是终滑移面。AC、AE之间为第一变形 区。由于切屑形成时应变速度很快、时间极短,故AC、AE面相距很近,一般约 为0.020.2mm,所以常用AB滑移面来表示第一变形区,AB面亦称为剪切面。剪切面AB与切削速度Vc之间的
4、夹角称为剪切角。作用力Fr与切削速度Vc 之间的夹角3称为作用角。第一变形区就是形成切屑的变形区,其变形特点是切削层产生剪切滑移变 形。2)第二变形区(与前刀面接触的切屑层产生的变形区)内金属的挤压磨擦 变形经过第一变形区后,形成的切屑要沿前刀面方向排出,还必须克服刀具前刀 面对切屑挤压而产生的摩擦力。此时将产生挤压摩擦变形。应该指出,第一变形区与第二变形区是相互关联的。前刀面上的摩擦力大时, 切屑排出不顺,挤压变形加剧,以致第一变形区的剪切滑移变形增大。3)第三变形区(近切削刃处已加工表面内产生的变形区)金属的挤压磨擦 变形已加工表面受到切削刃钝圆部分和后刀面的挤压摩擦,造成纤维化和加工硬
5、化。3. 切削塑性材料和脆性材料时的切屑类型分析由于工件材料不同,切削过程中的变形程度也就不同,因而产生的切屑种类 也就多种多样,如下图示。图中从左至右前三者为切削塑性材料的切屑,最后一 种为切削脆性材料的切屑。切屑的类型是由应力-应变特性和塑性变形程度决定 的。1)、带状切屑加工塑性金属材料(如碳素钢、合金钢、铜和铝合金),当切削厚度较小、 切削速度较高、刀具前角较大时,一般常得到这类切屑。它的切削过程平衡,切 削力波动较小,已加工表面粗糙度较小。2)、挤裂切屑这种切屑大多在切削黄铜或切削速度较低、切削厚度较大、刀具前角较小时 产生。3)、粒状切屑切削铅或用很低的速度切削钢时可得到这类切屑。
6、以上三种切屑只有在加工塑性材料时才可能得到。其中,带状切屑的切削过 程最平稳,单元切屑的切削力波动最大。在生产中最常见的是带状切屑,有时得 到挤裂切屑,单元切屑则很少见。假如改变挤裂切屑的条件,如进一步减小刀具前角,减低切削速度,或加大 切削厚度,就可以得到单元切屑。反之,则可以得到带状切屑。以上三种切屑只有在加工塑性材料时才可能得到。其中,带状切屑的切削过 程最平稳,单元切屑的切削力波动最大。在生产中最常见的是带状切屑,有时得 到挤裂切屑,单元切屑则很少见。4).崩碎切屑这是属于脆性材料(如铸铁、黄铜等)的切屑。这种切屑的形状是不规则的, 加工表面是凸凹不平的。从切削过程来看,切屑在破裂前变
7、形很小,和塑性材料的切屑形成机理也不 同。它的脆断主要是由于材料所受应力超过了它的抗拉极限。加工脆硬材料,如 高硅铸铁、白口铁等,特别是当切削厚度较大时常得到这种切屑。由于它的切削过程很不平稳,容易破坏刀具,也有损于机床,已加工表面又 粗糙,因此在生产中应力求避免。其方法是减小切削厚度,使切屑成针状或片状;同时适当提高切削速度,以增加工件材料的塑性。切削力的来源4切削力金属切削时,刀具切入工件,使被加工材料 发生变形并成为切屑所需的力,称为切削力。 切 削力来源于三个方面:1、克服被加工材料对弹性变形的抗力;2、克服被加工材料对塑性变形的抗力;3、克服切屑对前刀面的摩擦力和刀具后刀 面对过渡表
8、面与已加工表面之间的摩擦力。切削力有三个垂直的分力:2、背向力(切深抗力) Fp:垂直于工作平面上的 分力。它是影响加工精 度、表面粗糙度的主要原 因。明匹kta) 0眺I阎ii1、切削力(主切削力)Fe:在主运动方向上的分力。它是校验和选择机床功率, 校验和设计机床主运动机构、刀具和夹具强度和刚性的重要依据。3、进给力(进给抗力) f :进给运动方向上的分 力,使工件产生弹性弯 曲,引起振动。它是校验进给机构强度的主要依据。 二.麻花钻钻屑过程1.受力分析钻头上每一切削刃都产生切削力,包括切向力(主切削力)、背向力(径向 力)和进给力(轴向力)。当左右切削刃对称时,背向力抵消,最终钻削时产生
9、 扭矩T和轴向力F。扭矩T是各切削刃在主运动方向上的切削力F形成的,它消耗的功率最多。c轴向力F是各切削刃在进给运动方向上的进给力Ff形成的,它也消耗功率,但 所占比例较少。计算钻削力的实验公式扭矢巨 T T 二 C dxTfyTKTT轴向力(进给力)F F = C dpKFF式中CT、CF系数XT、 yT ; XF、 yF 指数钻削功率P :为转速乘上扭矩,c经过转化为线速度Kt、 Kf修正系数乘积Tvc30d麻花钻钻削时的受力情况较复杂,主要有工件材料的变形抗力、麻花钻与孔壁和 切屑间的摩擦力等。在理想情况下,切削刃受力基本上互相平衡。其余的力为轴 向力和圆周力,圆周力构成扭矩,加工时消耗
10、主要功率。麻花钻在切削力作用下 产生横向弯曲、纵向弯曲及扭转变形,其中扭转变形最为显著。扭矩主要由主切 削刃上的切削力产生。经有限元分析计算可知,普通钻尖切削刃上的扭矩约占总 扭矩的80%,横刃产生的扭矩约占10%。轴向力主要由横刃产生,普通钻尖横刃 上产生的轴向力约占50%60%,主切削刃上的轴向力约占40%。钻芯厚度增加明显增加了麻花钻工作时的轴向力,直接影响刀具切削性能,且刀 具刚度的大小对加工几何精度也有影响。由于普通麻花钻的横刃为大负前角切削,钻削时会发生严重挤压,不仅要产生较 大轴向抗力,而且要产生较大扭矩。对于一些厚钻芯钻头,如抛物线钻头(G钻 头)和部分硬质合金钻头(其特点之一
11、是将钻芯厚度由普通麻花钻直径的11% 15%加大到25%60%)等,其刚性较好,钻孔直线度好,孔径精确,进给量可加 大20%。但钻芯厚度的增大必然导致横刃更长,相应增大了轴向力和扭矩,这样 不仅增加了设备负荷,而且会对加工几何精度产生较大影响。此外,由于横刃与 工件的接触为直线接触,当钻尖进入切削状态时,被加工孔的位置精度和几何精 度难以控制。因此,在加工过程中为防止引偏,往往需要用中心钻预钻中心孔。2切屑形成分析图3-51标准高速钢麻花钻钻心切削部分担负着切削工作,有两个前面、主后面、副 后面、主切削刃、副切削刃及一个横刃组成。横刃为两个 主后面相交形成的刃,副后面是钻头的两条刃带,工作时
12、与工件孔壁(即已加工表面)相对,如图所示。导向部分是当切削部分切入工件后所起的导向作用, 也是切削部分的备磨部分。为减少导向部分与孔壁的摩 擦,其外径(即两条刃带上)磨有(0.030.12)/100的倒锥。(每100mm长度上有 0.030.12的倒锥度)另外为了提高钻头的刚度,工作部分两刃瓣间的钻心直径沿轴向做出(1.4- 1.8) /100的正锥度。(1)前刀面:前刀面即螺旋沟表面,是切屑流经表面,起容屑、排屑作用,需 抛光以使排屑流畅。(2)主后刀面:主后刀面与加工表面相对,位于钻头前端,形状由刃磨方法决 定,可为螺旋面、圆锥面和平面、手工刃磨的任意曲面。(3)副后刀面:副后刀面是与已加
13、工表面相对的钻头外圆柱面上的窄棱面。(4)主切削刃:主切削刃是前刀面(螺旋沟表面)与主后刀面的交线,标准麻 花钻主切削刃为直线(或近似直线)(5)副切削刃:副切削刃是前刀面(螺旋沟表面)与副后刀面(窄棱面)的交 线,即棱边。(6)横刃:横刃是两个主后刀面的交线,位于钻头的最前端,亦称钻尖。钻削过程的变形规律与车削相似。但钻削是在半封闭空间内进行的,横刃的切 削角度又不甚合理,使得切削变形更为复杂。钻削刃带无后角,于孔壁摩擦。 加工塑性材料时易产生积屑瘤,粘在刃带上影响钻削质量;主切削刃个点前角, 刃倾角不同,使得切削变形,卷曲,流向也不相同。又因排屑受到螺旋槽的影响, 切削塑性材料时,切屑卷曲成圆锥螺旋形,断屑比较困难;钻芯处切削刃前角 为负,特别是横刃区,切削时产生刮削挤压,切屑呈粒状并被压碎。钻芯区直径 为零,切削速度也为零,但仍有进给速度,使得钻芯横刃区域工作后角为负,相 当横刃楔角为B的凿子劈入工件,称为楔劈挤压,造成轴向力很大。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
