 5硬母线煨弯、研磨技能训练
5硬母线煨弯、研磨技能训练

《5硬母线煨弯、研磨技能训练》由会员分享,可在线阅读,更多相关《5硬母线煨弯、研磨技能训练(4页珍藏版)》请在装配图网上搜索。
1、硬胃线煨弯、研磨技能训练硬母线又称汇流排,常用在高低压配电装置中作为配电母线。这种母线分为铜、 铝、钢三种。硬母线的安装工序,主要包括母线矫正、测量、下料、弯曲、钻孔、接 触面加工、焊接、吊装和涂漆等。我公司电气专业在硬母线安装方面有丰富的经验, 下面对120x10以下的硬母线煨弯、接触面加工等主要工序的操作工艺作简要的介绍。一、母线的切断硬母线在经过矫正以及测量了母线的加工尺寸后,就可以下料了。切割母线前, 应按预先测得的尺寸,用铅笔在母线上划好线,然后再进行切割。小截面的母线切割 可使用于钢锯,大截面的母线可用电动切割机切割。母线切口上的毛刺可用锉刀将毛 刺去掉。需弯曲的母线,最好弯曲后再
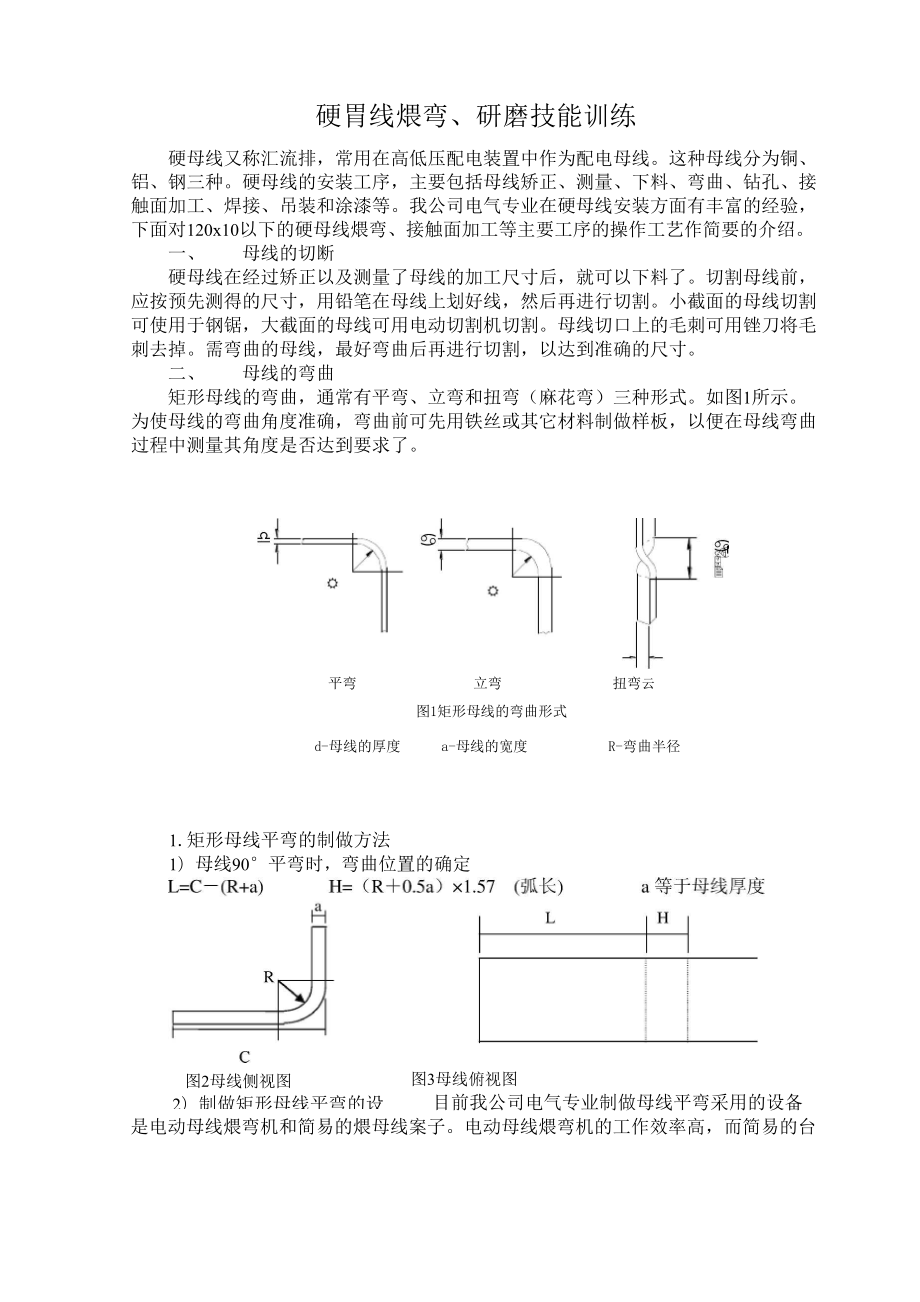
2、进行切割,以达到准确的尺寸。二、母线的弯曲矩形母线的弯曲,通常有平弯、立弯和扭弯(麻花弯)三种形式。如图1所示。 为使母线的弯曲角度准确,弯曲前可先用铁丝或其它材料制做样板,以便在母线弯曲 过程中测量其角度是否达到要求了。平弯立弯扭弯云图1矩形母线的弯曲形式d-母线的厚度a-母线的宽度R-弯曲半径1.矩形母线平弯的制做方法1)母线90平弯时,弯曲位置的确定:图2母线侧视图2)制做矩形母线平弯的设备图3母线俯视图目前我公司电气专业制做母线平弯采用的设备 是电动母线煨弯机和简易的煨母线案子。电动母线煨弯机的工作效率高,而简易的台案也是我们电工经常使用的传统方法。一些小母线的弯制也可采用台虎钳夹持母
3、线来 进行弯制,夹母线时需用铝板或硬木放在母线的两侧作一下保护,以免台虎钳将母线 夹伤。3)制做矩形母线平弯的操作要点母线煨弯前,应先在母线上用铅笔和直角尺 划出弯曲的范围,当使用人工弯制平弯时,先将母线在案子上用夹板固定好,再装上 弯曲母线的扳手,即可开始煨弯了。在固定母线和装弯曲用的扳手时,要使标明弯曲 范围的划线与案子上的夹板以及扳手夹扳保持平行,如果不平行的话,弯出来的母线 就会扭斜。同时在弯制过程中人工的用力要与母线的弯曲方向一致,不然的话也会出 现母线扭斜的情况。2. 矩形线母线立弯的制做方法1)母线90立弯时,位置的确定:L=C(R+b)H=(R+0.5b)x1.57(孤长)图4
4、母线俯视图2)制做矩形母线立弯的设备电工制做矩形母线立弯的传统工具是自制的母线立弯机,见图5。现在有YW-60C型自动液压弯管机可以弯制40X4至100X10 铜、铝母线的平弯和立弯,工作效率高于自制的设备,如果施工现场没有这种设备, 自已动手制做母线立弯机也是可行的。/ . Vi 8 13 4-图5母线立弯机1-千斤顶 2-槽钢 3-弯头4-夹板5-母线6-挡头 7-角钢8-夹板螺丝2. 矩形母线扭弯的制做方法母线90扭弯的作用是转换母线的水平一垂直布置的方向。制做方法是将母线在 台案上用夹板固定好后,留出扭弯的弯曲范围,用两根Z50X5的角钢做成一个夹具, 夹在弯曲范围的划线处,即可进行扭
5、弯。3. 电气装置安装工程母线装置施工及验收规范中关于母线弯曲的规定。第2.2.4条 矩形母线应进行冷弯,不得进行热弯。第2.2.5条 母线弯制时应符合下列规定:一、母线开始弯曲处距最近绝缘子的母线支持夹板边缘不应大于0.25L,但不得 小于50mm。二、母线开始弯曲处距母线连接位置不应小于50 mm。三、矩形母线应减少直角弯曲,弯曲处不得有裂纹及显著的折皱,母线的最小弯 曲半径应符合表2.2.5的规定。四、多片母线的弯曲度应一致。母线最小弯曲半径(R)值表2.2.5母线种类母线断面尺寸 (mm)最小弯曲半径弯曲方式铜铝钢矩形母线平弯50*5及其以下 125*10及其以下2a2a2a 2.5a
6、2a2a立弯50*5及其以下 125*10及其以下1b 1.5b1.5b 2b0.5b 1b棒形母线注直径为16及其以下507050直径为30及其以下150150150注:a为母线厚度;b为母线宽度。三、母线接触面加工接触面是指母线与母线及母线与设备端子连接时接触部分的表面。母线螺栓连接 的接触面,看起来好象很平整,但如果在显微镜下观察,实际上只有部分凸出点接触。 所以接触面存在着接触电阻,接触电阻的大小与接触面的尺寸,接触面处理质量和接 触面间的压力等到有关。接触面加工愈平,相互间压力愈大,接触点就愈多,电流分 布就愈均匀。一般规定,螺栓连接点的接触电阻,不能大于同长度母线本身电阻的 20%
7、。如果接触电阻过大,当额定电流通过接触面时,就会发生过热现象,甚至有可 能把母线接头熔化,以致引起事故,因此,母线接触面加工是母线安装保证质量的关 键。接触面加工的主要作用,是消除母线表面的氧化膜,折皱和隆起部分,使接触面 平整而略呈粗糙。加工的方法通常有机械加工、手工加工等。机械加工是使用铣床或 刨床,这种方法虽然效率高,但是有时现场缺乏条件。手工方法虽然简单但是效率低, 而且要有较高的钳工操作水平,因为如果操作时持锉刀的两手不平稳,势必造成加工 的接触面不平整,所以在现场施工时,作为工程技术人员要注意这一点,特别是目前 的施工验收规范不再要求使用0.05mm的塞尺对母线的接触面进行质量检查
8、,这就要 求电工有较好的操作水平来保证施工质量。根据我公司多年来进行的进口项目的施工经验和国际上的标准要求,母线接触面 应使用机械的方法压制成带花纹状的平面,并进行搪锡。其质量和工作效率都很高。在我国,一些开关厂生产的配电柜内的母线也都是采用这种方法加工母线接触面。1.手工加工接触面所需要的工具和材料(1) 钳工锉:对于宽度在100mm左右的较大母线应选取“钳工齐头扁锉”,锉 刀长度应采用350mm400mm之间的规格,其锉纹号为“1”,也就是习惯称呼“粗 齿锉刀”。对于小截面的母线可采用长度在250mm300mm的粗齿锉刀。(2) 直尺:规格在150mm300mm。用于检查接触面的加工情况。
9、(3) 母线平整机:用于压平接触面(可用千斤顶、钢板等材料自制)。(4) 电力复合脂:用于铝母线加工后立即涂在接触面处,防止氧化。(5) 锡:用于铜、钢母线加工后在接触面处渡上锡层。(6) 母线压麻机:用于压平、压麻接触面。3. 手工研磨母线的方法(1) 研磨前首先检查接触面的原始情况,如果平整情况较差,就需要用母线平 整机进行平整,情况不太严重的,也可木锤敲击平整,以免将母线的截面积大量的锉 掉,同时也费时费工。(2) 研磨时,双手握持板锉的两端,以每分种4050次的速度,前后移动锉刀 进行研磨。在研磨时,握持板锉的双手要始终保持平稳,决不可将两手作上下的摆动, 这样将造成接触面的两边低、中
10、间高。手工研磨母线是一项不能急燥、需有耐心的工 作,不能草率了事。(3) 在研磨的过程中,要使用钢直尺经常检查接触面的情况,一是看看研磨的 操作是否有问题,因为接触面的情况能耐反映操作情况。二是检验接触面是否研磨合 格了。(4) 经检查研磨合格后,对于铝母线即可在接触面涂上电力复合脂,同时用十 净的白纸贴在接触面上,这样做是为了在母线不是立即进行安装时,作一下临时保护。 对于需要渡锡的接触面就不要涂电力复合脂了,直接进行渡锡。4. 电气装置安装工程母线装置施工及验收规范中关于母线接触面加工的规定。第2.1.8条母线与母线,母线与分支线,母线与电器接线端子搭接时,其接触 面的处理应符合以下规定:
11、一、铜与铜:室外、高温且潮湿或对母线有腐蚀性气体的室内,必须搪锡,在十 燥的室内可直接连接。二、铝与铝:直接连接;三、钢与钢:必须搪锡和镀锌,不能直接连接。四、铜与铝:在干燥的室内,铜导体应搪锡,室外或空气相对湿度接近100%的 室内,应采用铜铝过渡板,铜端应搪锡。五、钢与铜或铝:钢搭接面必须搪锡。六、封闭母线螺栓固定搭接面应镀银。第2.2.9条 母线的接触面加工必须平整、无氧化膜。经加工后其截面而减少值: 铜母线不应超过原截面的3%;铝母线不应超过原截面的5%。具有镀银层的母线搭接面,不得任意锉磨。第2.2.3条 母线与母线或母线与电器接线端子的螺栓搭接面的安装,应符合下 列要求:一、母线接触面加工后必须保持清洁,并涂以电力复合脂。(其它四条略。)(完)
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
