 热镀锌钢工件复合涂层的选择与涂装工艺试验
热镀锌钢工件复合涂层的选择与涂装工艺试验

《热镀锌钢工件复合涂层的选择与涂装工艺试验》由会员分享,可在线阅读,更多相关《热镀锌钢工件复合涂层的选择与涂装工艺试验(7页珍藏版)》请在装配图网上搜索。
1、地址:浙江省宁波市海曙区顺德路98弄9号507室邮编(PC.): 315012ADD.: Room 507,No. 9,Lane 98,Shunde Rd.,Haishu District,Ningbo City,Zhejiang Province,China 电话(Tel): 86-574-27873955,27873966传真(Fax): 86-574-27873977热镀锌钢工件复合涂层的选择与涂装工艺试验随着镀锌成为钢铁保护的主体技术,其应用前景日益广阔,为使其满足大型建筑、铁路、公路工程的使 用要求,有必要采用复合层进行选择和试验,重点探讨了 FEVE氟碳涂料在热镀锌钢工件上的应用。
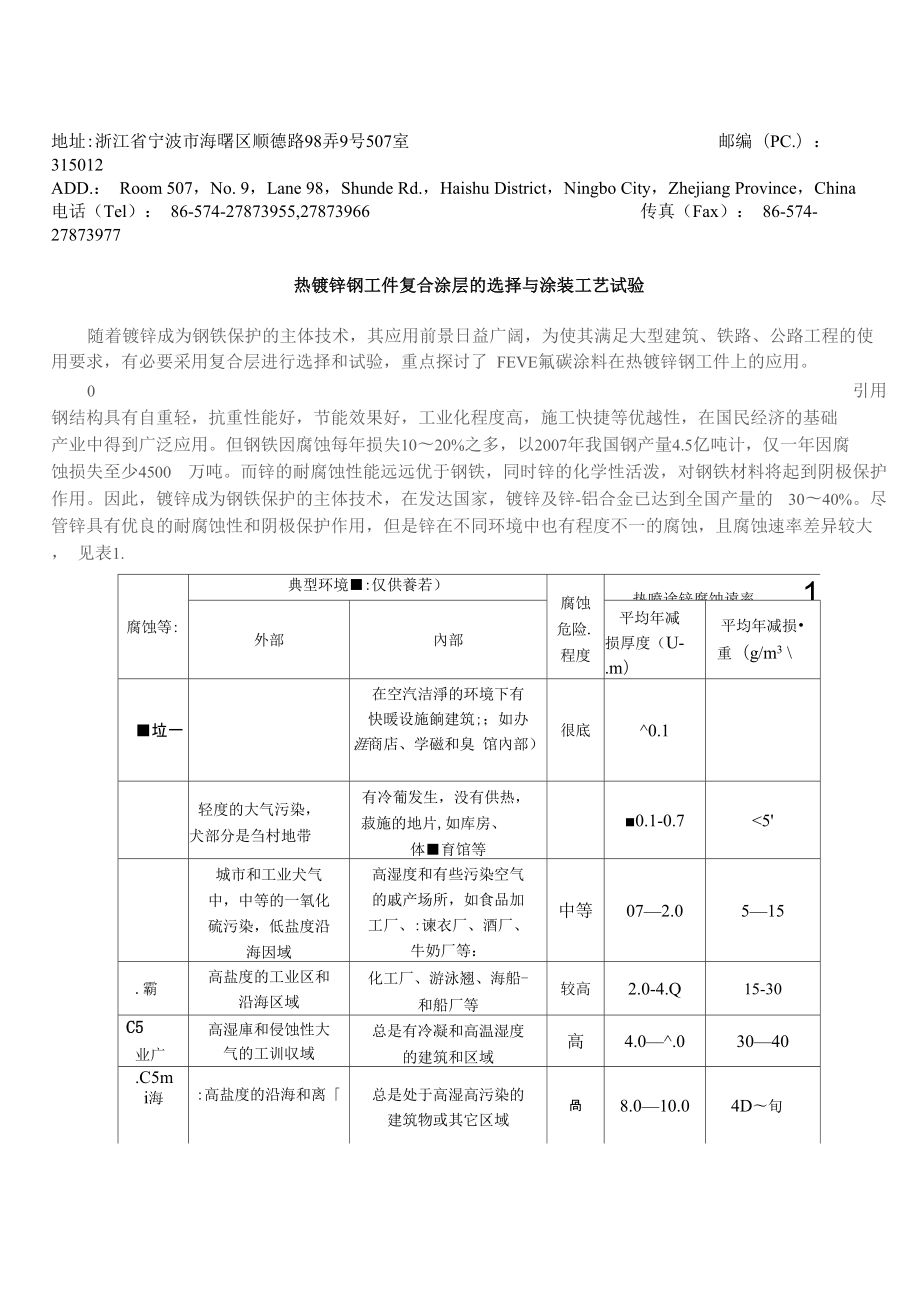
2、0 引用 钢结构具有自重轻,抗重性能好,节能效果好,工业化程度高,施工快捷等优越性,在国民经济的基础 产业中得到广泛应用。但钢铁因腐蚀每年损失1020%之多,以2007年我国钢产量4.5亿吨计,仅一年因腐 蚀损失至少4500 万吨。而锌的耐腐蚀性能远远优于钢铁,同时锌的化学性活泼,对钢铁材料将起到阴极保护 作用。因此,镀锌成为钢铁保护的主体技术,在发达国家,镀锌及锌-铝合金已达到全国产量的 3040%。尽 管锌具有优良的耐腐蚀性和阴极保护作用,但是锌在不同环境中也有程度不一的腐蚀,且腐蚀速率差异较大, 见表1.腐蚀等:典型环境:仅供養若)腐蚀 危险.程度热喷途锌腐蚀遠率1外部內部平均年减 损厚
3、度(U- .m)平均年减损重(g/m3 垃一在空汽洁淨的环境下有 快暖设施餉建筑;;如办 涯商店、学磁和臭 馆內部)很底0.1轻度的大气污染, 犬部分是刍村地带有冷葡发生,没有供热, 菽施的地片,如库房、体育馆等0.1-0.75城市和工业犬气 中,中等的一氧化 硫污染,低盐度沿 海因域高湿度和有些污染空气 的戚产场所,如食品加 工厂、:谏衣厂、酒厂、 牛奶厂等:中等072.0515.霸高盐度的工业区和 沿海区域化工厂、游泳翘、海船- 和船厂等较高2.0-4.Q15-30C5业广高湿庫和侵蚀性大 气的工训収域总是有冷凝和高温湿度 的建筑和区域高4.0.03040.C5mi海:高盐度的沿海和离总是
4、处于高湿高污染的 建筑物或其它区域咼8.010.04D旬!時.海洋环境区域高盐咼盐度咼湿度海洋环境.很高10.020.07Q150表 1 : ISO14713 环境分类地址:浙江省宁波市海曙区顺德路98弄9号507室邮编(PC.): 315012ADD.: Room 507,No. 9,Lane 98,Shunde Rd.,Haishu District,Ningbo City,Zhejiang Province,China 电话(Tel): 86-574-27873955,27873966传真(Fax): 86-574-27873977由表1可知,Im2腐蚀环境对热镀锌的腐蚀速率为10.02
5、0.0ym,70150g/m2,如果按GB/T18622-2000高速公路交通工程钢构件防腐蚀条件表3镀锌层270g/ m2计,则34年,工作就腐蚀生锈,损坏了,难以满 足大型建筑、铁路、公路工程的使用要求,由此可见有必要对镀锌钢结构复合深层进一步保护,提高性价比, 延长钢结构使用寿命。本文对热镀锌钢工件复合深层进行选择、试验。1 复合涂层选择1.1 复合涂层现状当前镀锌钢产品的复合涂层体系主要以耐候性、耐腐蚀性较好的丙烯酸涂料、脂肪族聚氨酯涂料和丙烯酸 聚氨酯涂料作为面漆,底漆以附着力优异的环氧涂料为主,少部分以丙烯酸涂料为底。面漆与前配套体系相 比性能较差,但施工性能好,修复容易。小型构件
6、采用聚酯、聚氯乙烯、聚乙烯喷塑。七十年前采用醇酸、 油性、硝基涂料,由于这些涂料耐侯性、耐化学品性差的致命缺点,目前基本淘汰。对于沥青(石油、煤焦) 涂料,物广价廉、耐候性差、施工时对环境污染大,仅用于地下隐蔽部位。腐蚀危险程度和腐蚀速率随着我国国民经济连年高速发展, “西电东送”、“西气东输”、“南水北调”、“铁路提速”等大型项目建设, 尤其是电气化铁路改造需求大量的镀锌隔离网、铁塔、架线柱等,要求经久耐用10年甚至20年的高耐候性、 高性能、高装饰性的涂层。FEVE氟碳涂料以其超群的耐候性(15a),广跨度(-50160C )的耐温适应性,优异的耐盐雾性(4000h) 和既耐碱(10%Na
7、OH)有耐酸(10%H2SO410%HC1)的良好耐化学品性脱颖而出,是二一世纪最新潮的 第五代涂料,其综合性能,尤其耐候性(耐紫外线)是聚硅氧烷、聚氨酯、环氧、丙烯酸等高中档合成树脂 涂料难以匹敌,引起了工程设计、施工、建设单位的青睐,近几年已在杭州跨海大桥、奥运鸟巢体育馆、青 藏铁路等国家重点工程上应用。1.2 FEVE氟碳树脂品种的选择FEVE氟碳涂料以成膜物质氟碳树脂划分,目前主要有两类系列第一类以目本大金公司ZEFFLE GK为代 表的四氟乙烯单体与乙烯基醚(酯)等单体合成的四氟型树脂;第二类以日本旭硝子Lumiflon为代表,三氟 氯乙烯单体与乙烯基醚等单体合成的三氟型树脂,国内均
8、能生产,质量日趋提高,但试验研究表明尚有差距, 尤其耐候性指标差距较大,详见图1 .宁波海曙万正金属材料有限公司NINGBO HAISHU WANZHENG METAL CO., LTD邮编(PC.): 315012地址:浙江省宁波市海曙区顺德路98弄 9号 507室ADD.:Room 507,No. 9,Lane 98,Shunde Rd.,Haishu District,Ningbo City,Zhejiang Province,China 电话(Tel): 86-574-27873955,27873966传真(Fax): 86-574-27873977里03 一配ZH*配舸图 1 各种
9、FEVE 涂料老化时间与光泽保持率的关系注:配方 1 、2 采用的是进口 FEVE 涂料,其余为国产涂料2 复合涂层的技术性能指标参照HG/T3792-2005交联氟树脂涂料(I)型金属表面用氟树脂涂料,TB/T1527-2004铁路钢桥保护涂装附 录D氟碳涂料技术要求,GB/T18226-2000高速公路交通工程钢结构防腐技术条件中4、5,第一层(内层) 镀层为锌或铝,第二层(外层)非金属涂层的防腐层性能要求,并根据工程提出的技术要求,公司研制出专 用于镀层锌钢工件上的“耐阳”牌镀锌钢工件氟碳涂料,所用树脂、颜料、助剂全系进口,涂层技术指标如表2。地址:浙江省宁波市海曙区顺德路98弄9号50
10、7室邮编(PC.): 315012ADD.: Room 507,No. 9,Lane 98,Shunde Rd.,Haishu District,Ningbo City,Zhejiang Province,China 电话(Tel): 86-574-27873955,27873966传真(Fax): 86-574-27873977表 2 “ 耐阳 ” 牌专用镀锌钢工件面漆技术指标及检测结果复检项吕HG/T3792检测结果检测标准不发挥分崛(温合后:1血匸,3h)5053GB/T6751干燥时间山叢干0.5GB/T1723.;.实干勺424GB/TL728细度川tn冏定40GB/T675 J 1
11、弯曲性能hnniw;W2GB/T6742.耐冲击性/cm=40M 50.GB/T1732耐磨性(2000rnlkg5 /mg-28.5GB/T176?-附着力爆. -6 GB/T5210耐冻融性:, -,:无异常:JG/T25氟树脂的氟舍重龊池24罷曆仪法耐盐雾性岀100011正常3000h 正常GB/T1771耐人工气候老化嚨;250011正常3000h正常GB/T1S65低温柔韧性林认也10mm-45 )/涂膜无裂缝GB/T1731耐嚴性嵋(|40h,5%H2SO)正常正常GB/T9724耐酸性皿:C240h,5%NaOH)正常正常GB/TP724适用性)通过通过重涂性董涂无障碍重涂无障碍
12、容器中狀态搅拌后均匀无碍、ft搅拌右均勿无硬 块涂膜外观色沐平整、光滑色匀、平整-、光滑目测注:*指不起泡、不生锈、不脱落; *按 GB/T1527-2000 及 GB/T8826-2000 标准3 复合涂层的涂装工艺3.1 镀锌钢工件表面处理 对钢基层讲,表面处理占涂层质量影响因素50%,对镀锌钢结构表面处理质量也很关键,目前常用四种处理办法,各有利弊,现将其特点列于表3。对镀锌钢工件表面处理的目的与钢铁基层有差异,其仅去油、去尘、去灰,锌层表面粗糙度充分,因此最 好在镀锌工件淬水冷却48h以内(干净),马上进行涂装。3.2 生产流程镀锌钢工件复合涂层涂装采用的工艺流程为:钢工件-热镀锌-淬
13、水冷却-晾干-喷涂-烘干-修补-包装运输地址:浙江省宁波市海曙区顺德路98弄9号507室邮编(PC.): 315012ADD.: Room 507,No. 9,Lane 98,Shunde Rd.,Haishu District,Ningbo City,Zhejiang Province,China 电话(Tel): 86-574-27873955,27873966传真(Fax): 86-574-278739773.3 涂装工艺3.3.1 表面处理 对镀锌件必须彻底清除表面的油污、氧化膜、尘土等杂物,以提高与漆膜的附着力。3.3.2环氧封闭采用有气喷涂。厚度推荐为1到25ym。烘干控制温度和时
14、间要求如表4所示。表 3 镀锌钢工件表面处理及涂装工艺比较序号表俞处理 丹法适用性表面涂装工艺涂层涂装方案.1 Kuasl.!法系用 含言铜盐的改 性永性醍锈处 理剂f刻蚀滦)丸型膿锌剛结构刷湧后、基材由银灰色变成深灰. 色 旦亘镀锌后喩1即涂否则 形戚氧化膜后不宜来用,单组分环氧封囲期【底祿鑿 ?产颌鼻Si碳直 稼 30-40Um,附 着期,耐侯性好-%隣化底滦法 (不合韬的底 猱可宣接涂刷)由于污染环境,且 处理后环境未变 日趋减少釆用磷化底滦:磷酸处理)(刷)涂 后,用淡水冲洗,干燥环窜云铁底滦30-40 m,氟碳窗滦3轻度喷丸砂 处理(机械菠 禁用铜质丸工厂化生产用小轻度的钢渣磨料(0
15、.2- O.Stnm)或磷醍钳、隣酸镁也可, 压缩空气压力低于0.27Mpa压 力下扫砂,沖水,烘干,77159122421无阑期825 T26 161635 r33S *无礎期33.3.3 氟碳面漆烘烤涂装工艺根据烘烤设备中烘干室相关系数A15C在30分钟内升至设定温度(6080C),及设计速度1.5m/min (可 调至0.45.0m/min),工件经喷涂后30min,即可进入烘干室升温烘烤。推荐喷涂为1到40ym。推荐采用喷涂或无气喷涂,其中,无气喷涂要求为:喷嘴0.3550mm,140150kg/cm2 (20002400, psi),宁波海曙万正金属材料有限公司NINGBO HAIS
16、HU WANZHENGMETAL CO., LTD地址:浙江省宁波市海曙区顺德路98弄9号507室邮编(PC.):315012ADD. : Room 507, No. 9 Lane 98 Shunde Rd., Haishu Distrjctingbo City Zhejiang ProvinceChina 电话(Tel): 86-574-27873955,27873966传真(Fax): 86-574-27873977烘干控制温度和时间见表5表5 烘干工艺指标烘T温度(9)(min)时师范围(min)适用期(曲衣丁实丁最小60T:10505015 r670T:S40d0无限期251!sor6
17、3030无限期35 X:2*可根据流水线速度进行调整,选择其烘干温度3.4涂装后成品质量要求颜色均匀,漆膜平整、光洁、无瑕疵(气泡、起皱、针孔、裂缝),涂层厚度达标,经检验符合GB50224 规范二个90%要求。4结语2007年9月14一17日在北京召开的第七届亚太镀锌大会上,T.H.Yao等对于镀锌钢桥寿命周期进行了研究, 根据耐腐蚀、成本、环保三要素,对比评估了镀锌钢桥、涂漆钢桥和镀锌加涂漆钢桥的经济性。结果表明: 镀锌加涂漆钢桥具有明显的优势。近几年,国内铁路、公路、大型工程的钢构结构工件,不少采用了镀锌和 加涂漆的涂装工艺,九五”以来到2010年,预计铁路全线3.5万km,电气化3.5万km,快速线2.2万km , 三峡输变电工程、西气东送工程、城乡电网改造,铁路投资2万亿,公路投资1万亿的桥梁、工程等。尤其 是2008年11月27日铁道部宣布新的铁路中长期规划在几年内投资5万亿、新增铁路4万km,60%为 电气化干线,均需要大量镀锌钢结构。采用锌及锌-铝合金镀层保护钢产品,我国仅占钢年产量10%,目前以 年均6%速度递增,潜在容量很大。可以预计,FEVE氟碳涂料市场前景十分广阔。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
