《盾构管片生产工艺及方法》由会员分享,可在线阅读,更多相关《盾构管片生产工艺及方法(3页珍藏版)》请在装配图网上搜索。
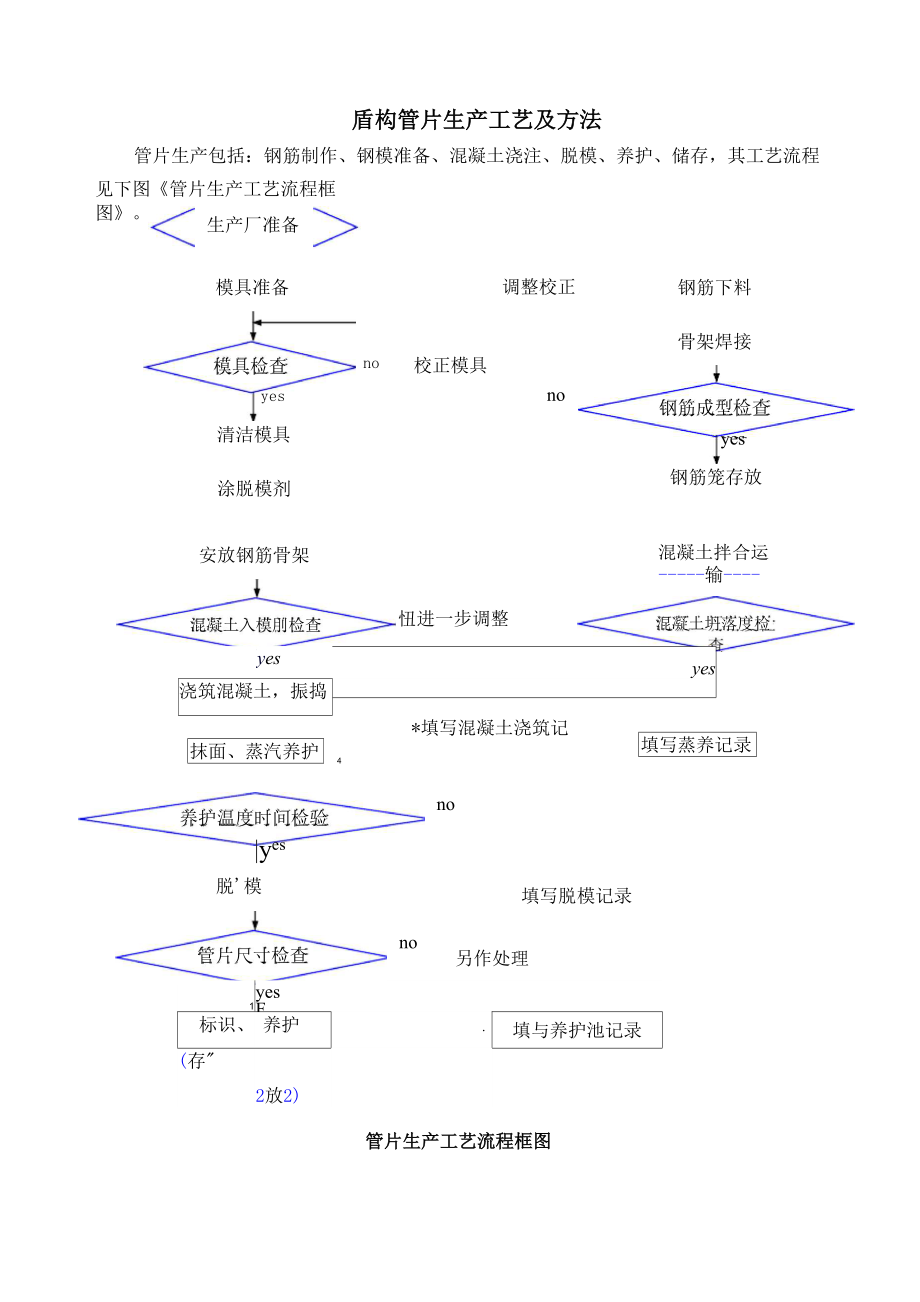
1、盾构管片生产工艺及方法管片生产包括:钢筋制作、钢模准备、混凝土浇注、脱模、养护、储存,其工艺流程见下图管片生产工艺流程框图。生产厂准备调整校正钢筋下料模具准备noyes清洁模具模具检查校正模具骨架焊接noyes钢筋笼存放钢筋成型检查涂脱模剂安放钢筋骨架混凝土拌合运 输混凝土坍落度检yesyes浇筑混凝土,振捣混凝土入模刖检查*填写混凝土浇筑记忸进一步调整抹面、蒸汽养护填写蒸养记录4no养护温度时间检验|yes脱模填写脱模记录no1yesF标识、养护填与养护池记录(存2放2)管片尺寸检查另作处理管片生产工艺流程框图(1)钢筋加工 钢筋制作应严格按设计图纸要求断料和弯曲成型。 钢筋进入弯弧机时应保
2、持平衡,防止平面翘曲,成型后表面不得有裂缝。 钢筋骨架焊接成型时必须在符合设计要求的靠模上制作。骨架首先必须先安装在模具上,经测量调整和检验各项尺寸都符合要求,才可作为定 型尺寸开料和弯曲成型。钢筋骨架焊接成型时焊接位置要准确,严格掌握好钢筋骨架的焊接质量。钢筋笼架接 头焊缝高度不小于0.3d(d为钢筋直径),宽度小于0.7d,搭接长度双面焊应5d,单面焊 应10d。钢筋焊接电流应控制在100140A之间;焊接不得烧伤钢筋,凡主筋烧伤深度超 过1mm,即作废品处理;焊缝表面不允许有气孔及夹渣,焊接后氧化皮及焊渣必须及时清 除干净。正确选用焊条,焊条型号应符合设计图纸的要求,图纸无特殊要求时,应
3、符合相关规 范。管片钢筋制作允许误差见表钢筋制作允许误差表。钢筋制作允许误差表序号项目允许误差(mm)1网片长、宽尺寸102网片间距103分布筋长度尺寸104分布筋间距55骨架长、宽、高尺寸+5, -106主筋保护层厚度+5, -107箍筋间距10(2)混凝土浇筑 灌浆孔螺栓和PVC管等预埋件不能损坏,安装位置要正确。 上料系统和搅拌系统必须定期检验,校验电子称量系统的精确度。由持有试验员上 岗证的技术人员负责监察混凝土的搅拌质量。 只有被确认坍落度在80 土 20mm范围内的符合设计级配要求的混凝土方可用于管片 生产。 模具上要一次性均匀分布足够量的混凝土才分别启动风动振动器。振动时间长短的
4、判别是观察混凝土与侧板接触处,如不再有喷射状气、水泡并能均匀起伏为适当时间。 浇筑前必须先按规定项目对模具进行验收,发现任何不合格项应通知返工。 模具经检验合格才可放入钢筋笼,安装预埋件和检查保护层。 组装好的模具经检验合格挂上绿色标志才准许浇筑混凝土。 竖起面板的时间应随气温及混凝土凝结情况而决定,待混凝土初凝后可进行光面, 并按粗、中、精三个工序进行。(3)脱模及养护 光面后盖上密封的帆布罩,并进行蒸汽养护。 为保证管片的强度和抗渗性,防止出现微裂纹,需要严格控制蒸养时间、升温及降 温速率、恒温时间和湿度等,管片蒸养要满足如下规定控制:a、混凝土浇注2小时内养护温度不超过60度,每小时温度
5、增加不可超过20度。 此后温度控制在6090度之间,直至达到 养护强度,管片养护主要温度曲线见图管 片养护主要温度曲线图。b、混凝土强度达到规定强度的60%以 后,拆模、起吊。起吊出来的管片在翻转台 上进行翻转成侧立状态,拆除活动的棒芯及 其它附件,测量及标识后进行脱模后的湿润 养护,时间为7天。蒸汽养护6小时,水中养护7天。根据供需表动态调整管片库存,以防大量管片积压 资金或某种类型管片缺乏影响施工进度。(4)管片存储及运输管片存储在预制厂内,按生产日期和类型分三层堆放,以便查找,中间用方木垫隔, 以免破损;吊装时用一台龙门吊和一台叉车将管片吊在平板车上,运输至工地,工地设有 临时管片存储场,能够存储20环,能够满足高峰期45天的管片需要量。
 盾构管片生产工艺及方法
盾构管片生产工艺及方法