 申克定量给料机教程
申克定量给料机教程

《申克定量给料机教程》由会员分享,可在线阅读,更多相关《申克定量给料机教程(17页珍藏版)》请在装配图网上搜索。
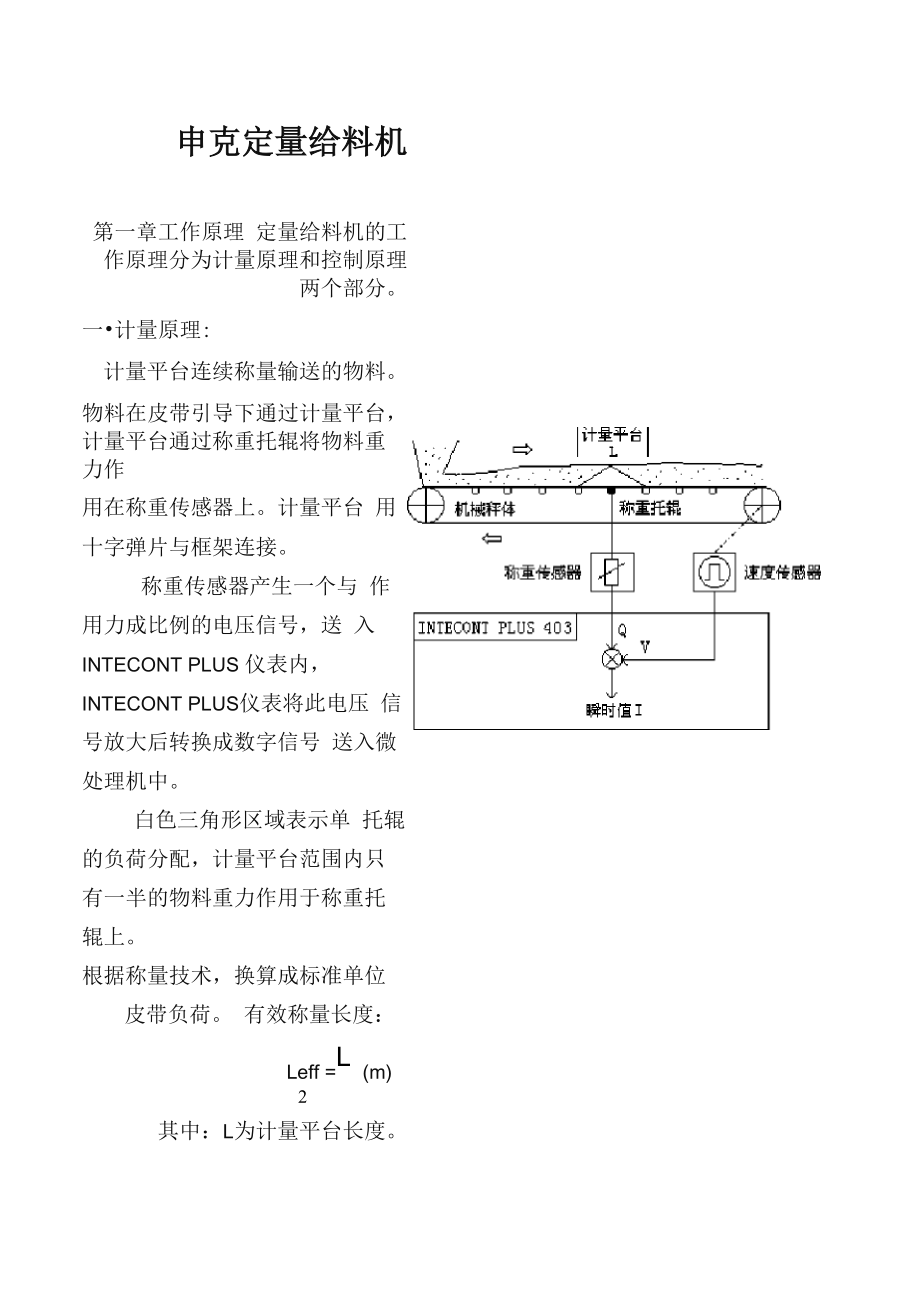
1、申克定量给料机第一章工作原理 定量给料机的工作原理分为计量原理和控制原理两个部分。一计量原理:计量平台连续称量输送的物料。物料在皮带引导下通过计量平台,计量平台通过称重托辊将物料重力作用在称重传感器上。计量平台 用十字弹片与框架连接。称重传感器产生一个与 作用力成比例的电压信号,送 入 INTECONT PLUS 仪表内, INTECONT PLUS仪表将此电压 信号放大后转换成数字信号 送入微处理机中。白色三角形区域表示单 托辊的负荷分配,计量平台范围内只有一半的物料重力作用于称重托辊上。根据称量技术,换算成标准单位皮带负荷。 有效称量长度:Leff =L (m)2其中:L为计量平台长度。皮
2、带负荷如下:q = QLeff(Kg/m)测速用的极轮安装在电机轴上,根据极轮的凹凸外形,速度传感器产 生脉冲信号,送入INTECONT PLUS仪表内并转换成数字信号送入微处理机中,计算出皮带速度V。微处理机根据皮带负荷q和皮带速度V计算出的瞬时流量I:I = qXV =丄 XV Leff二控制原理:INTECONT PLUS仪表提供了三种控制方式:1定量给料机方式:通过皮带速度来控制物料流量。这是最常用的工作方式。定量给料机控制系统是由机械秤体(包括驱动电机和减速机)、称重传 感器、速度传感器、控制仪表和电控柜组成,见原理图。控制过程:a)计量系统测出通 过皮带的物料流 量;b)控制电路根
3、据设 定值,调节皮带的 速度,来控制物料 流量并使之恒定。控制系统:控制器R将瞬时流量 值I与设定值P相比较,IKTECONT PLUS 403QYV控制器+瞬时佰工通过其输出YV,来控制给料机的皮带速度,改变给料机的物料流量,直至 流量的瞬时值与设定值一致。2皮带秤+预给料机方式:通过皮带负荷来控制物料流量。皮带秤+预给料机 控制系统是由皮带秤 秤体、预给料机(皮带 式给料机、星型给料机 和电动流量阀等)、称 重传感器、速度传感 器、控制仪表和电控柜 组成,见原理图。 控制过程:a)计量系统测出通 过皮带的物料流 量;b)控制电路根据设定值,调节预给料 机的速度,来控制 物料流量并使之恒 定
4、。控制系统:皮带秤秤体恒速。控 制器R将瞬时流量值I与 设定值P相比较,通过其 输出YV,来控制预给料机 的速度,改变给料机的物 料流量,直至流量的瞬时 值与设定值一致。3皮带秤方式:通过皮带速度来控制皮带负荷。皮带秤控制系统是由皮带秤秤体、预给料机(皮带式给料机、星型给 料机和电动流量阀等)、称重传感器、速度传感器、控制仪表和电控柜组成 的机电一体化产品,见原理图。控制过程:a) 计量系统测出通过皮带的物料重量;b) 控制电路根据设定值,调节皮带的速度,来控制皮带负荷并使之恒定。 控制系统:预给料机恒速。控制器R将皮带负载Q与设定值Q0相比较,通过其输出 YV,来控制皮带的速度,直至皮带负载
5、的瞬时值与设定值一致。 三速度控制:速度控制一般采用两种方式:直流调压和交流变频方式。1直流调压方式:直流调压方式采用调节直流电机电枢两端的电压来改变电机的转速, 从而达到调节皮带速度的目的。直流调速方式的特点是调速精度高,机械特性好,启动转矩大。但由 于耗能大,维护量大,所以,已基本不用。2交流变频方式: 交流变频方式采用调节交流电机电源的频率来改变电机的转速,从而 达到调节皮带速度的目的。交流变频调速方式的特点是耗能小,维护量少。由于变频调速器的技 术已非常成熟,应用也越来越广泛第二章 结 构一系统组成: 定量给料机由机械和电气两大部分组成。 机械部分包括机械秤体、调速电机减速机、皮带、砝
6、码、卸料罩和料斗。电气部分包括控制柜和用于现场控制的元件。控制柜内有控制仪表,低压电气元件及调速控制器。现场元件有称重传感器、速度传感器、皮带 极限开关及现场控制盒。二电气结构:1控制仪表:采用德国SCHENCK公司的INTECONT PLUS FIP 403仪表,具有二十 一世纪世界先进水平。2称重传感器: 采用进口悬臂梁式电阻应变片力传感器,具有精度高,稳定性好特点。3速度传感器: 采用2线制接近开关式的测速传感器,由于是非接触式,所以没有维 护量。4皮带极限开关:分别安装在皮带的两侧,当皮带跑偏超过允许值时,自动停机并报警, 防止造成生产和设备事故。5现场控制盒:现场控制盒是安装在机械秤
7、体旁边的控制装置,用于在检修时手动启/ 停定量给料机,又称手操器。上面有启动、停止、急停按钮及工作方式转 换开关和调速电位器,以便对定量给料机的机械部分进行运行检查。 三机械结构(见下图):1机架:是定量给料机的基础部件,各功能部件均安装在此机架上,构成 定量给料机的机械秤体。2驱动装置:包括电机和减速机,调速电机与减速机直接相连,减速机具 有体积小速比大的特点,并且是通过空心轴直接与主动滚筒联接,不采用 联轴器,具有结构紧凑的优点。速度传感器安装在电机上,直接测出电机 的转速。3称量装置:由称重框架和称重托辊组成。称量框架由两组十字簧片吊挂 支撑,皮带上的物料重量通过称重托辊作用到称重传感器
8、上,框架设有配 重装置与标定砝码支座,整个称重系统无水平和侧向位移,无磨擦影响。 4从动滚筒及环形橡胶运输带:完成物料的输送与喂料。5托辊:用于承受仓压及保证物料在输送和称重过程中的平稳性。6卸料罩:保证物料顺利进入生产流程,防止粉尘污染环境。7挡料装置:防止物料从料斗闸门流出后散落、外溢,保证设备正常运转。8皮带外表面清扫装置及犁形内表面清扫器:防止皮带沾料,有利提高计 量精度并能防止皮带因卡料造成损坏。9自动张紧防偏装置:防止皮带跑偏并具有自动张紧功能,保证皮带具有 恒定张力,有利于精度稳定。10预张紧装置:通过调节从动滚筒位移,对皮带施加预定张力。 11标定砝码:用于定量给料机的静态动态
9、标定。12供料料斗:根据物料的不同特性,配有用于散状物料的 T 型料斗,用 于易起拱物料的带有振动器的V型振动料斗,用于倾泻性物料的S和S型12料斗。根据用户的要求,还可配有预给料器,如螺旋给料器,星形给料器 及电动控制阀等预给料装置。第三章数显表介绍及操作图形显示的主要組成区域弁绍:帶INTECOiJTILXE Zvent: Aotuel Flew Rate MINTotalizer 152 tfelative heedraie17.U8 %Feedrate68t/h第一行t顶邮显示区左上涌转动的十字代恚称重正在进行1即衣示秤锻启动.给料剃宾际蔬呈正在被割催, 秤停止1庄1字符号诽止负荷聿和
10、連度仍然就测SL口 麦示轩匚作在批意槿式K.杆工艺名称或位号可肛適过進食和关麝数(PC1.O5iSSA第-iti故障显示区此打並示事件代闽和简単的播述上部 tfE实际数据及丁作模式显让,戲-TT恂显爪内和可便用檢盘的兀右怖头创换” 第二冇的显示内容可使用雀盘的I- KS头惻换t下部显示區可宦文的实际數据显示*功亚毬4“加功能可由轶件设宣*JV丿敖块3建咖淞定兒ttL带有掠带有标-fKF 注EE带仃标尺条烫構典大字俐 带有标尺条带莎标r字閣尺舉04牛标淮價显小0眾!岛JS示昵度擔罰切换镇用尸切换上部罷:小区的显示山容-用尸切换选择聲数组或某牛聲数用于切换下部驶爪遢的显示內容用于输入数?时九右移副
11、光标数宇键匸负号圧小救点,用数字筮聲救劇输入 切换下部浪-:区环看数腿用r删除输人和祎除車件【故肆良位)用特定模式下醐动和停止订量数据用_H嗥改毒如,按一下比键lit入输入犹毎或更改剪竝狀怒 刖特定模式下输人给定值搽作进入/退出菜单菽下此饉,将逬入功能菜单或1U岀功能菜恥-在棄单JAI兀以 滚动切换键选槿鼻种功能亠如果有事件未被复位按此键川“设迓”功能菜甲内将显两11显不出件信息S确认退出功能菜单或输入状态+返回生显濒活功能或确认输人去皮TW标秤1、标秤之前首先调出量程修正系数、基本皮重、额定速度、皮带转一周时 间、砝码重量、有效称量长度等参数值,记在笔记本上。2、将当前的批量模式改为容积模式
12、和键盘模式3、按键输入额定流量150t/h,按I键将皮带启动起来,等到皮带达到匀速状态时开始标定。上皮甩序冋执伉 实际堆记录吱带运和-嚨崗或儿牛檳圈的孕点平均课差井在必“勺慄作叩涓除此谋氛 丘出程序和零丸设定棍庁是冇慎刖的。去皮;记录皐本皮重(包括汝篇木休的影响,预加菽導),週常在衲次调试服务利踐牡錐护期间 逊彳亍去皮操作.毎山设定;记录为皮带及面被污染或其地诰呪匕零点的散小谋忑井桂汁.零点应定程序1园備止的鈕犬课处妃矍斟数近丘堰制的;匸去皮程序的站果无此限制,匸执行去度程序得川基木应垂后,杏点设宦程.序将根北新的基木皮重位和眼制|晦值條止皆止谀熹程序执行的前提第件:1. 在程序执行过稈中称重
13、皮帯(输送机)十.不得有物机 颔给料机M以通过離湧停止预的料執控制=2, 皮带称車乂利输送机机械部分也需更幽时十浮。称重国或秤和机械綁分的堆机物刍对萨潴揉作时 的浏量产乍负涮増响:3. 退川批量攪武;4, 底带域帥送机必狈处于匀连运转状埶否刖仪盪会目动捉示。操作顺序:按-键选择标定,再选择去皮程序,键入密码7353,按 键开始程序运讦过程中,匕部建咂.U 胡序程序运行剩余时问, 以相对于轄十标定程序运荷时间的百勞比宏示t 阖时.显示平均皮重相对于柚定员荷的IT井数B在顶邵显示弋显示TW;标定运肓偏冷ffi二十;底眾備增加 偏垃值】 皮重值减少程序结蔗时.将恭和申抿本空厶皮程序得出的皮重僧叩对丁
14、 I:次皮童侑耶偏业占额定负荷的门力比“ 同时显示总施殖们相对于额室负荷百分比在呱部迅示区畝示TW: 零幷嬌认衷明稈序己经结束, 讯谡贺户做出选掛( 按F此键将播登亦次程序的给果.自动迥 日丿改数P04.C4基奄皮垂,h时,参P04.05屢堇曙正纯将槪置昙按卜此舗捋为純按矍木衣程序的给杲,不 会悟改411关参数第一次跑完之后不保存,按照同样的步骤再跑第二次,如果第二次的误差与第一次相比较差距不大,则保存数据,去皮程序结束。CW量程标定富牛程序用F控制和补偿仗表测虽倍号的衰减.辿却向称重台面I.载已如重虽的砥码山仪表自动计算 此负荷率下.皮带运行一整圈或多亍飛陶的翳积呈.这个累积呈理论值用于修正
15、实际测疑出的累积呈显示 值,同时,修正以后的剽量值。但是程序不会自功像改和关秦熱首先应准备-嚼C期董量的畦码a程序执行的前提条件;1. 执行过讥应程序或書山设左程序2. 将已如的耘砰重帚输入P03.0S参数陆码重呈应在融走负荷Cto 0-100%范围内选挥o = qo1 Leifqo =瀰壯费荷率、绥数P04.01Lett=有毁称琶段抚於、誓数P03.053.確码就位2. 退汨批量説式3. 仪炭工邯在蓉积控制權式,否则仪炭会自劫捉示锻换控制模试。操作顺序:0 一一去皮结束后按 U 键皮带停止运行,将砝码挂上去,开始量程标定, 按丄 键将皮带启动,待皮带匀速后按亘 键选择标定,然后选择量程标定程
16、序,键入密码7353按键开始程序运行过程中上部显吓氏显不桿用程序运行剩余时叵同1卜|居川理论值/宾師测呈值(闵在顶部凤示区眾不CW:标定禅痔止奋运秆程序结束时,将显示稈序.运行过程中1卜議的虚拟物料議同吋将显小修匸系数KOR (.理论值/实陌测员值1在顶部显示显示CW:等蒂佛认.表明程序已经黠束,需要客户做汨輦择L_i)Wl按下坯两个靈中的任总 呼都將退出程环储吃系数需要予动修伐P04Q1将第一次标定的量程修正系数和实际测量值记下,再将理论测量值算出来, 通过公式(W实一W理)/W理二误差(+-0.5)计算出误差再按同样的步骤跑 一次进行比较,选择误差较小的计算出新的量程修正系数PO2新=(W
17、实-W 理)*PO2旧然后手动修改新的量程修正系数,再跑一次误差很小的话就完成 了。第四章故障处理1、常见故障:皮带秤起不来处理方法:(1)查看A01给料螺旋是否启动(2)查看现场控制柜上远程/就地按钮是否在远程状态(3)查看控制柜显示器是否在键盘模式(4)检查显示器是否有报警故障S1:存储器错误程序和参数在存储记忆过程中,大多数情况下,如果找出一个错误, 测量将不能再操作。措施:与售后部门联系。没有外部释放信号(此时现场打到就地状态),皮带秤不能启动。B1:超出限量物料流量与预设精度不符 原因:连接自动匹配或者喂料故障B2:控制偏差实际流量在给定时间内,严重偏离设定点,此种情况下单一措施无法
18、 解决。1、操作失误 如果皮带载荷超限,驱动控制范围也会超出正常情况下,也能出现下 列信息代码:H2, H3, L2, L3, H6。措施:检查控制量值(服务值Y),在额定流量时,此值应为1014mA 如果必要,修正入料量。如果皮带载荷严重超出,无法精确地修正。 措施:改善入料状态,必要时,增加偏差范围。2、电气系统故障 检查流量控制器和电机的电流 调整流量控制器到正常设定值(流量偏差速度范围)。3、校准故障 在初始校准状态下,控制器的设置余量非常小,以至于一个很小的改 变都会使运转不可靠。措施:重复运行几次。E1:电源故障 电源故障或断开,在此期间,全部给料已记录下来。措施:送电。E2:速度
19、传感器故障 速度传感器电缆短路或断路,计量秤不能工作。用参数B03暂时切断速度测量(使用示波器测量一下脉冲频率)。速度输入 频率:5-2500Hz 型号:2芯接触开关(Namur) 监控:线缆断裂、短路E3:皮带传感器故障 皮带传感器电缆短路或断路。(只有在秤体使用自动皮带影响补偿BIC 时,皮带传感器才有效)。措施:检查速度传感器电缆。C1:L/C 输入1、传感器电缆断路或没有正确连接 2、电源电压太低。措施:检查电缆,如果正常检查传感器的放大器。C2:速度输入速度传感器输出频繁率超出2700Hz,很可能由于皮带速度传感器出现 错误(例如齿轮箱)。措施:检查速度传感器的规格,如需要,使用示波
20、器测量一下脉冲频 率。C3:皮带变形 传输机皮带运行偏离中心太远。计量无法工作。C4:皮带跑偏皮带偏离规定的允许区域措施:1、检查头尾托辊。2、调整皮带。3、查看皮带回路传感器的服务值。C8:皮带打滑故障传输皮带长度有变化或在传感器和传输皮带之间发生了一段滑动。 措施:检查皮带传感器,如需要,改正。如果信息C8, C3和C4同时出现,皮带回路传感器有可能出现在灵敏 区域之外。称重传感器输出电压:+10VDC,周期计量:50ms (50Hz),噪声抑制:依靠周期计量;结合A/D转换载荷:R (负荷传感器)min80Q线缆:电压降至Max30%, Max500m计量范围:0 30 mv定量给料机应
21、急预案定量给料机远程启动不了,可如下方法操作:1如图将皮带秤上远程/就地按钮(S1)打到就地,再将按钮向下扭转至“开” 处,就可让皮带秤运转,可再通过右边调速按钮(R1)调整皮带秤运转速 度。2将皮带秤上远程/就地按钮(S1)打到远程,再将变频器上loc/rem按下, 切换到本地模式,按下 START 键,让皮带秤运行,可通过变频器上下键调 节频率来达到所需速度。第五章 联锁F01 定量给料机启动条件1、有准备就绪信号2、A01 螺旋给料机运行3、V19 截止阀 V503、V504 打开停车条件1、A01 螺旋给料机运行信号丢失且电流小于 5A2、V19燃烧站截止阀V503、V504均关闭延时3S3、F01 电子皮带秤“停车”按钮按下4、“紧急停车”按钮按下欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
