 电火花表面强化
电火花表面强化

《电火花表面强化》由会员分享,可在线阅读,更多相关《电火花表面强化(8页珍藏版)》请在装配图网上搜索。
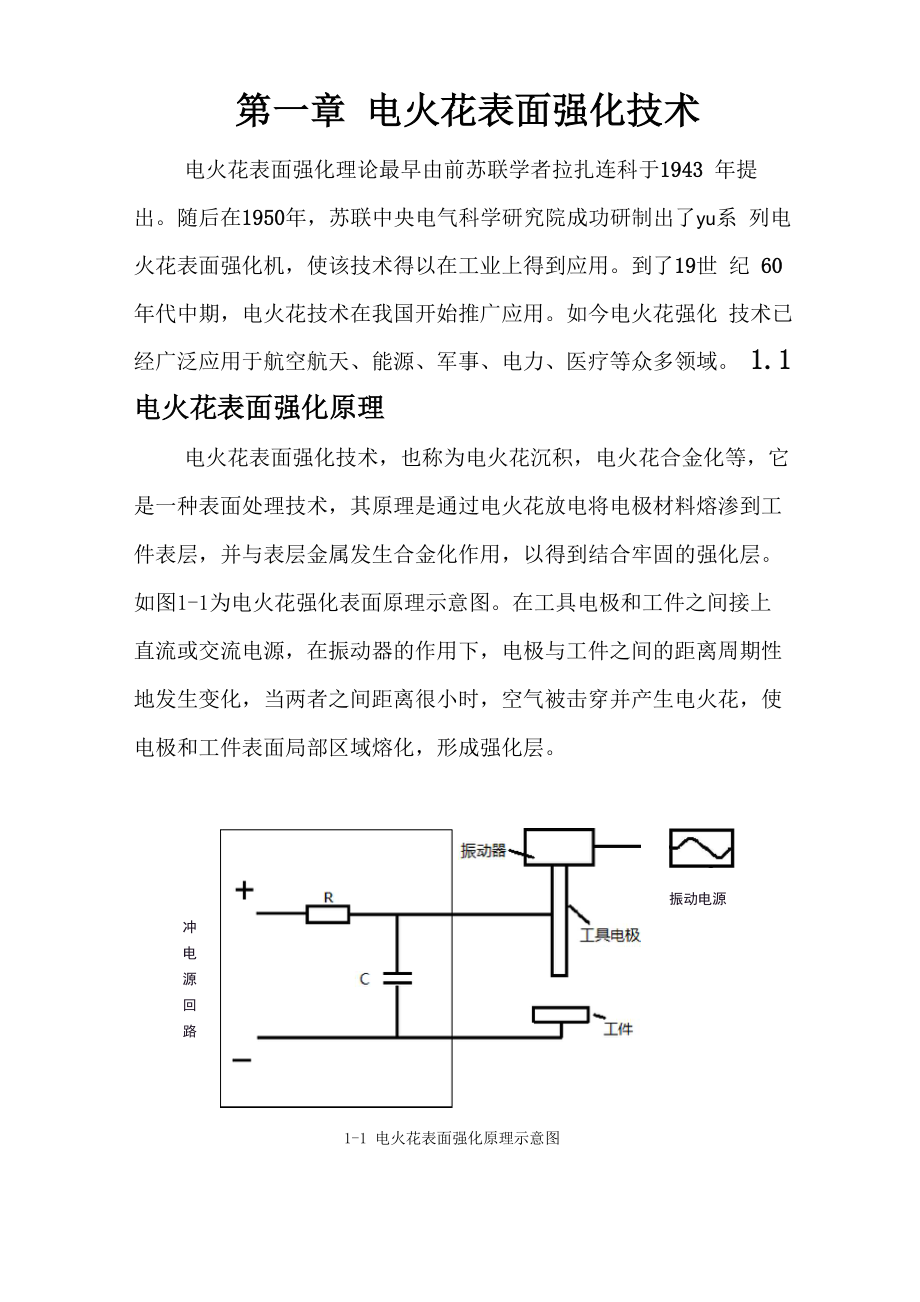
1、第一章 电火花表面强化技术电火花表面强化理论最早由前苏联学者拉扎连科于1943 年提 出。随后在1950年,苏联中央电气科学研究院成功研制出了yu系 列电火花表面强化机,使该技术得以在工业上得到应用。到了19世 纪 60 年代中期,电火花技术在我国开始推广应用。如今电火花强化 技术已经广泛应用于航空航天、能源、军事、电力、医疗等众多领域。 1.1电火花表面强化原理电火花表面强化技术,也称为电火花沉积,电火花合金化等,它 是一种表面处理技术,其原理是通过电火花放电将电极材料熔渗到工 件表层,并与表层金属发生合金化作用,以得到结合牢固的强化层。 如图1-1为电火花强化表面原理示意图。在工具电极和工
2、件之间接上 直流或交流电源,在振动器的作用下,电极与工件之间的距离周期性 地发生变化,当两者之间距离很小时,空气被击穿并产生电火花,使 电极和工件表面局部区域熔化,形成强化层。冲 电 源 回 路1-1 电火花表面强化原理示意图振动电源图 1-2 为电火花强化过程示意图。如图可知电火花强化过程可分 为三个阶段,即工具电极远离工件,工具电极与工件之间的距离达到 火花放电的临界值,以及工具电极与工件接触短路。当工具电极与工 件之间距离较大时如图l-2(a),电源将经过电阻R对电容C进行充 电,此时无电火花产生。在振动器的作用下,工具电极逐渐向工件表 面靠近,当二者之间间隙达到一个临界值时如图1-2
3、(b),将发生 火花放电。此时产生的热量使工具电极和工件局部区域开始熔化甚至 气化,并伴随发生一系列复杂的化学反应。当工具电极继续向工件靠 近并接触时如图1-2(c),火花放电停止,从工具电极与工件接触点 流过的短路电流,使该处持续加热。由于振动器的下压,此时接触点 还受到来自工具电极的压力,这有利于熔化了的材料之间相互粘结图 1-2 电火花强化过程示意图,扩散,进而形成合金以及新的化合物。当振动器向上运动时,将带 动工具电极离开工件表面如图1-2(d)。由于火花放电热影响区很小, 故当工具电极离开工件后,工件的放电部位快速冷却。这样经多次放 电后,并相应地移动电极的位置,就可以在工件表面形成
4、结合牢固的 强化层。1.2 电火花表面强化技术的特点1.2.1 强化层的特性类似于焊接过程,电火花强化也是一个快速加热,快速冷却的过 程。电火花放电过程十分短暂,但是在瞬间可以释放出大量的热能, 使得工件表面很小的面积熔化以及部分气化。火花放电结束后,被加 热的金属部分在周围冷的金属以及冷的气体介质中,会快速冷却,发 生高速淬火。另外空气中的氮和来自石墨电极或介质中的碳,在火花 放电过程中也会发生渗氮、渗碳现象,生成高硬度的金属氮化物、金 属碳化物。另外电极材料往往本身就是高硬度材料,其熔渗到工件表 面也极大地提高了表面硬度和耐磨性能。合理地选用电极材料还能使 强化层具有耐蚀性、耐高温、抗疲劳
5、等特性。如利用 WC、Cr、Mn 作电极强化不锈钢,耐蚀性可提高3-5倍。采用WC、TiC等硬质合金 作电极强化轧辊,可以形成显微硬度1100HV以上的耐磨、耐蚀且具 有热硬性的强化层,显著提高了轧辊的寿命。1.2.2 工艺特性1、电极材料:电极材料对工件表面强化效果的影响很大。因为电火花 表面强化层与基体结合力较强,所以电极材料的选择主要从材料表面 所需要达到的功能方面来考虑。如对机器磨损部位进行微量修补,可 选用碳素钢、黄铜等价格便宜的材料即可。如需在刀具表面获得高硬 度,采用硬质合金作为工具电极要比采用铬锰作为工具电极所得的强 化层硬度更高。2、放电电压:当其他参数一定时,随着放电电压的
6、提高,所得的强 化层厚度也随之增大。这时因为在强化过程中当放电回路阻抗稳定时 放电电压增大,放电电流也增大,产生的能量也就越大,则单位时间 内熔化的电极材料变多,故强化层变厚。3、脉冲频率:脉冲频率主要影响强化层的表面致密度,当脉冲频率 提高时,单位时间内放电次数增多,每次过渡的电极熔融颗粒变小, 所获的强化层致密度将提高,光洁度增加,同时也可在一定程度上提 高硬度。但是对于给定的电规准,脉冲频率不可过大,否则可能造成 电容器充电不足或放电不完全,从而降低强化层厚度。4、强化时间:强化时间对强化层影响较为复杂。在某一最佳强化时 间之前,强化层厚度随强化时间增加而增大,且强化层组织较均匀、 致密
7、,这是因为在强化初期,电极材料向基体过渡量较小,强化层较 薄,尚未完全覆盖工件表层,故表面存在的缺陷也很少,表面质量较 好。当强化时间超过这最佳强化时间的后强化层厚度增幅放缓,且表 面粗糙度显著提高,这是因为随着电极熔滴不断向工件沉积,强化层 表面的强化点和电蚀凹坑会不断叠加,加上强化过程一般由人手工操 作,也会使熔滴涂覆不均匀性增加,故表面粗糙度升高。但是进一步 增加强化时间,粗糙反而又会下降,其原因是强化层表面凸起的较大 颗粒与电极间的间距相对更小,故其之间电场强度更大,所以容易被 电蚀熔化并填补到凹陷部分,从而使表面粗糙度降低。5、电容:在其他条件一定时,增大电容的容量,强化层的厚度将增
8、 大。因为在强度过程中,增大电容值,放电电流的脉冲宽度增大,从 而放电过程中的平均电流也增大,所释放的能量也随之增大,进而使 强化层变厚。但是电容量增大,过渡的电极熔滴尺寸也变大,这会使 强化层表面粗糙提高。当电容量增加到一定值时,强化层厚度增速将 放缓,直至停止。与其它常见的表面处理技术相比,如电镀,热喷涂,常规表面化 学热处理等。电火花表面强化技术的优点可以归纳为以下几点:(1)设备简单,操作容易,不需要专业操作人员。(2)热输入较小,被强化的工件基体不会产生退火或热变形。(3)强化层与基体冶金结合,结合强度较高,不会发生剥落。(4)工艺参数可控,电极材料选择范围广。(5)应用范围广,对于
9、一般几何形状的平面或曲面均可进行强 化。1.3 电火花强化设备目前国内广泛应用的电火花强化设备有3种,即R-C脉冲电火花强化 机,矩形波脉冲电火花强化机,功率开关控制脉冲电火花强化机。1、R-C电火花脉冲强化机R-C 电火花脉冲强化机是传统的电火花强化机,其采用直流电源利 用电阻R与电容C的充放电产生脉冲。强化电极在振动器带动下周期 性地与工件表面接触而产生脉冲放电,熔化电极,形成强化层。这种 设备结构简单,操作方便,输出功率大,强化速度快,但是由于脉冲 波形具有随机性,工作状态不够稳定,强化层表面粗糙度较高。图 1-3 R-C 脉冲电火花强化机结构原理图2、矩形波脉冲电火花强化机 矩形波脉冲
10、电火花强化机采用的是矩形波脉冲电源,脉冲频率、占空 比、峰值电压均可调节。脉冲高电平接强化电极,低电平接工件表面。 强化电极通过振动法或旋转法接触工件表面,在脉冲电脑作用下产生 电火花,形成强化层。由于矩形波的参数调整范围大,可灵活控制电 火花的强弱,处理后的强化层的表面质量容易控制。图 1-4 矩形波脉冲电火花强化机结构原理图3、功率开关控制脉冲电火花强化机功率开关是由能承受较大电流,漏电流较小,在一定条件下有较好饱 和导通及截止特性的三极管构成,如晶体管(GTR),场效应晶体管(MOSFET),绝缘栅双极型晶体管(IGBT)等。这种功率开关器件可 以实现控制设备的充电与放电过程,使充、放电
11、过程分开、相互独立, 避免电火花强化时由于电源短路造成零件损伤的情况。利用IGBT导 通特性好,易向高电压、大电流、高频率的扩展等特点,生产BGbt 开关控制脉冲电火花强化机可以提高强化功率及脉冲频率,提高设备 工作稳定性。驱动电瞎 揑制龜昭驱动电圖F2图 1-5 IGBT 控制脉冲放电回路1.4 电火花表面强化技术的应用由于电火花表面强化的一系列优点,使得该技术在许多行业得到 了广泛的应用。1、模具修复模具在使用过程中,不可避免地要发生磨损,这样会造成模具的 几何尺寸变化,产品的质量难以保证。利用电火花表面强化技术修复 模具,可以使模具的寿命大幅提高。如某厂采用3Cr2W8V制造的压28铸模
12、具,经过 WC-Ti 作为电极进行电火花表面强化,并经油石研磨 处理,其模具寿命由原来的1-2万件,提升到8 万件。2、航空工业随着航空领域对材料的性能要求越来越高,电火花表面强化技术 被广泛地用来强化关键零部件。如俄罗斯航空部门利用此技术在战斗 机透平叶片表面强化WC、C、Ni基材料,以提高部件的寿命。国内 某航空发动机公司曾与中国农机院表面工程技术研究所合作,采用电 火花表面强化技术成功在发动机叶片榫槽处制造出高可靠性微动磨 损的WC-Co强化层,使叶片的使用寿命大大提高。3、电力行业早在1999年,中国农机院表面所就采用电火花表面强化技术成功 修复了重庆华能珞璜电厂30万KW发电组轴径密封段磨损面,解决了 此类部件不能以焊接修复,而喷涂,电镀结合强度又不够的技术难题。 此后该技术在电力行业的应用开始快速发展,取得了显著经济效益。4、其它行业电火花表面强化技术除了在以上领域广泛应用外,在诸如修复 轧辊,强化刀具,提高钻头性能等方面的效果也非常显著。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
