 钢铁常温发黑工艺流程表
钢铁常温发黑工艺流程表

《钢铁常温发黑工艺流程表》由会员分享,可在线阅读,更多相关《钢铁常温发黑工艺流程表(5页珍藏版)》请在装配图网上搜索。
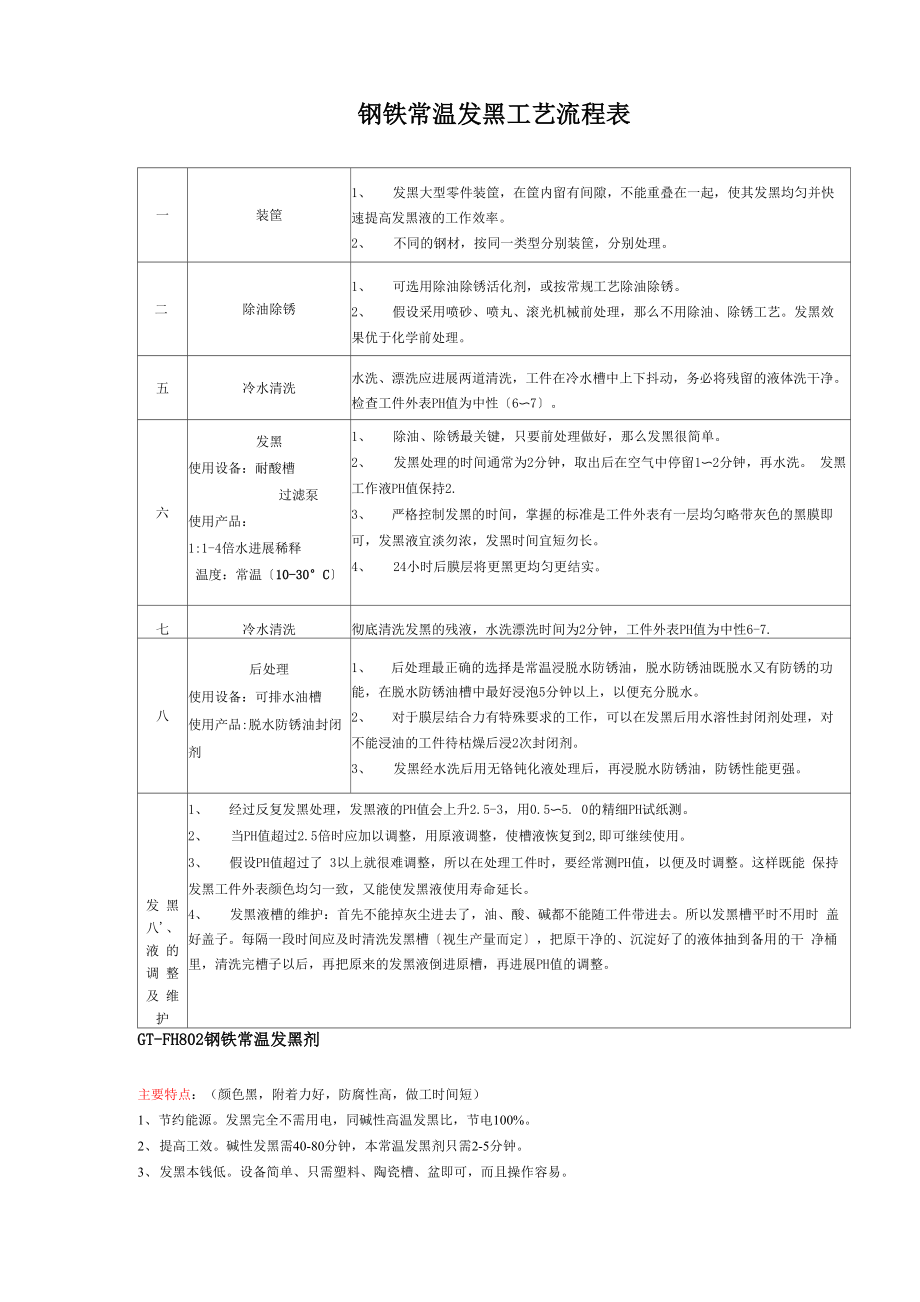
1、钢铁常温发黑工艺流程表一装筐1、发黑大型零件装筐,在筐内留有间隙,不能重叠在一起,使其发黑均匀并快 速提高发黑液的工作效率。2、不同的钢材,按同一类型分别装筐,分别处理。二除油除锈1、可选用除油除锈活化剂,或按常规工艺除油除锈。2、假设采用喷砂、喷丸、滚光机械前处理,那么不用除油、除锈工艺。发黑效 果优于化学前处理。五冷水清洗水洗、漂洗应进展两道清洗,工件在冷水槽中上下抖动,务必将残留的液体洗干净。 检查工件外表PH值为中性67。六发黑使用设备:耐酸槽过滤泵使用产品:1:1-4倍水进展稀释温度:常温10-30C1、除油、除锈最关键,只要前处理做好,那么发黑很简单。2、发黑处理的时间通常为2分钟
2、,取出后在空气中停留12分钟,再水洗。 发黑工作液PH值保持2.3、严格控制发黑的时间,掌握的标准是工件外表有一层均匀略带灰色的黑膜即 可,发黑液宜淡勿浓,发黑时间宜短勿长。4、24小时后膜层将更黑更均匀更结实。七冷水清洗彻底清洗发黑的残液,水洗漂洗时间为2分钟,工件外表PH值为中性6-7.八后处理使用设备:可排水油槽使用产品:脱水防锈油封闭剂1、后处理最正确的选择是常温浸脱水防锈油,脱水防锈油既脱水又有防锈的功 能,在脱水防锈油槽中最好浸泡5分钟以上,以便充分脱水。2、对于膜层结合力有特殊要求的工作,可以在发黑后用水溶性封闭剂处理,对 不能浸油的工件待枯燥后浸2次封闭剂。3、发黑经水洗后用无
3、铬钝化液处理后,再浸脱水防锈油,防锈性能更强。发 黑 八、 液 的 调 整 及 维 护1、经过反复发黑处理,发黑液的PH值会上升2.5-3,用0.55. 0的精细PH试纸测。2、当PH值超过2.5倍时应加以调整,用原液调整,使槽液恢复到2,即可继续使用。3、假设PH值超过了 3以上就很难调整,所以在处理工件时,要经常测PH值,以便及时调整。这样既能 保持发黑工件外表颜色均匀一致,又能使发黑液使用寿命延长。4、发黑液槽的维护:首先不能掉灰尘进去了,油、酸、碱都不能随工件带进去。所以发黑槽平时不用时 盖好盖子。每隔一段时间应及时清洗发黑槽视生产量而定,把原干净的、沉淀好了的液体抽到备用的干 净桶里
4、,清洗完槽子以后,再把原来的发黑液倒进原槽,再进展PH值的调整。GT-FH802钢铁常温发黑剂主要特点:(颜色黑,附着力好,防腐性高,做工时间短)1、节约能源。发黑完全不需用电,同碱性高温发黑比,节电100%。2、提高工效。碱性发黑需40-80分钟,本常温发黑剂只需2-5分钟。3、发黑本钱低。设备简单、只需塑料、陶瓷槽、盆即可,而且操作容易。4、工艺适应性强。对钢性无选择,含碳量不同和外表加工状态不同的钢铁零部件均能获得整体外表颜色的 一致效果,而且发黑后的工件,既可脱水油封闭;又可封闭剂封闭。5附着力结实、防腐性强、发黑后工件外表稳定,室内环境可有效防锈达2年。6不会影响工件尺寸,黑膜层仅为
5、微米至3微米之间的厚度。不须外协加工,节省来回运输交通、货物装 卸等时间及金钱,或因此而引起的工件碰伤和时间上不必要的延误。主要技术指标1、理化指标:本品外观为蓝绿色透明液体,不燃不爆、不挥发、不腐蚀、运输平安,长期贮存化学性能稳定。比重:土 0.02 PH值:22.5 发黑量:60150公斤/升(38M?)。2、耐蚀性:经机电部电镀产品质量监视检测中心检测结果为:、3%CuSO45H2 O点滴,30秒符合标准;、20%醋酸点滴:10分钟符合标准;、5%草酸点滴:8分钟符合标准。3、耐磨性:用NOSISO壹型磨耗试验机,测试符合Q/0JS0001 1995标准4、外观和耐蚀性符合GB/T155
6、19-2002化学转化膜-钢铁黑色氧化膜(国家标准)、WJ535 82兵器工业标 准和MID-DLT-13924D标准。美国国防部军标使用方法:钢铁常温发黑作为一种简单易行、节能、高效、无污染的新工艺,深受外表处理界及热处理界的欢送。钢 铁常温发黑处理简单的原那么:高质量的发黑剂+正确处理工艺=优质产品+高效益。全部工艺流程可以概 括为:前处理一常温发黑一后处理三个阶段一前处理工艺包括除油和除锈活化两道工序。在具有优质发黑剂的前提下,这是常温发黑成败的关键,总的要求是被处 理件除油务必彻底,外表活化要好。前者一般都比拟重视,而对外表活化往往重视不够,可以肯定活化程 度与膜的结合力成正比。针对目
7、前用户的实际情况,我们推荐以下三种工艺流程可供选择:流程一:GT-FH842高效除油剂中温除油一水洗一水漂洗一常温GT-FH822去锈活化剂活化2-15分钟氧 化皮较厚的零件,可在180-250克/升加热的硫酸中去锈。一水洗一水漂洗一GT-FH802常温钢铁发黑剂(2-5 分钟)一水冲洗(1分钟)一浸GT-FX238脱水防锈油(5分钟)(此流程适合油污不多,无厚氧化皮的零件,各道工序处理时间到位,质量稳定,本钱低。)流程二:喷砂一水洗一GT-FH802常温钢铁发黑剂(此工艺流程适合零件外表有很厚氧化皮、厚油污及难以用酸活化的高硅钢、高锰钢、高铬钢等零件。喷砂 机可选用密封式或水性喷砂机,适用于
8、有喷砂设备的企业,无酸、碱废液排放,质量优于化学前处理,膜 层结实可靠。适用于有喷砂设备的企业无酸、碱废液排放,质量优于化学前处理,膜层结实可靠。)流程三:超声波除油一水洗一除锈活化一水洗-GT-FH802常温钢铁发黑剂(适用于有深孔、盲孔和形状复杂的零件。)二、常温发黑处理经前处理并清洗干净的工件即可转入常温发黑处理:1、配槽液:GT-FH802常温钢铁发黑剂为浓缩液加2-4倍清洁水为工作液,工作液的PH值保持为22.52、发黑:工件进入常温发黑工作液后1分钟,可将工件上下抖动数次,使外表充分接触发黑液,发黑时间 25分钟,掌握好发黑时间是得到优质发黑膜的关键,不同的材质,不同的工作液浓度发
9、黑时间不一样, 判断的依据:视工件外表有一层均匀黑色膜即可。发黑完毕后,在空气中停留12分钟,再经水洗,可充 分利用外表的残液,减少发黑液的消耗,降低本钱。3、槽液调整:发黑液在使用中应注意检查PH值,当PH值超过时应加以调整,方法为先将溶液过滤去沉 淀,再加GT-FH802常温钢铁发黑剂浓缩液,使PH值恢复到,即可继续使用,调整23次后要更换发黑 液。当槽液PH值超过3以上很难调整,可适当延长发黑时间一直到不能用为止,一般最长为67分钟, 才能成膜,使用一段时间后再更换槽液。4、发黑液的“后效问题,常温发黑件在完成操作过程后,表层中的化学反响并未最后完成,在空气中氧 的作用下,这一转化过程,
10、能提高膜的强度和附着力,黑度的均匀性也有所提高,发黑处理时间宜短,不 宜长,只要外表黑色均匀一致即可出槽,充分利用后效作用,这样可以降低发黑液的消耗和提高产品的质 量,降低本钱。三、后处理常温发黑的后处理有四种可供选择的方法:1、发黑件水洗干净后浸GT-FX238脱水防锈油(常温5分钟),防锈期一年。2、发黑件水洗后先浸GT-FH827无铬钝化液再浸GT-FX238脱水防锈油,防锈期二年.3、常温发黑件经热机油(105110C)浸煮脱水,防锈期半年。4、对于发黑后不允许用油处理的工件和对耐磨性耐蚀性要求特别高的零件,用GT-FB872水溶性封闭剂处 理。我们为常温发黑后处理研制的配套产品有:1
11、、GT-FH827无铬钝化液,不含六价铬和亚销酸盐,能提高发黑件的耐蚀性。2、GT-FX238脱水防锈油,兼具有脱水和防锈双重功能。3、GT-FB872水溶性封闭剂,含高分子化合物,使用时用13倍水稀释,成为工作液。稀释时先取少量水 在搅拌下徐徐参加,至均匀后再加足余量水搅拌均匀。四、几点说明1、发黑槽、酸洗活化槽、挂具、吊兰都必须使用耐酸材料,以免过多的消耗发黑液。2、水洗工序不可无视,应尽可能用流动清水,(时间0.51分钟)用逆流漂洗(进水管深入槽下),充分洗净上 道工序的残液,防止上道工序的残液带入下道工序,影响使用寿命。3、工作完后各道工序溶液槽均应加盖,以保持清洁。4、GT-FX23
12、8脱水防锈油槽应便于排出槽底脱下的积水,槽内应有多孔铁板托住工件,以免工件沉底。GT-FH802常温发黑工艺与高温发黑工艺差异比拟内容常温发黑工艺高温发黑工艺操作温度常温室温状态下工作温度135C左右能源消耗低消耗以100M2/天发黑量计共耗电24KWh/ 工作日。高耗能以100M2/天发黑量计共耗电438KWh/工作 日平安性补加、调整工作液简单、平安、方便不平安、危险性大、易烧伤烫伤,造成平安事故。方便程度随时可使用,满足装配要求不方便,要等很长时间投资状况低投资,不需复杂电加热设备,厂房设置要 求不咼。发黑100M2生产线投资1-2万。需购置昂贵的加热设备、温控、抽风、换气系统。 发黑100M2生产线需投资8-10万。适应性可发黑铸铁、高硅钢、高锰钢,对钢件适应 性很宽。不能发黑铸铁、高硅钢、高锰钢,只能是褐色。环保型非常环保,没有水处理投资,符合城市废水 排放标准。产生大量废水废气,影响环境;影响工人身体安康。膜层结实性能一般都很结实 处理不好也有不牢的加强前处理和后处理认真执行工艺规程也可到达 膜层结实。产品变形性能不会变形精细零件、薄板会变形【本文档内容可以自由复制内容或自由编辑修改内容期待你的好评和关注,我们将会做得更好】
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2020【企业咨询】行业前景分析投资调研课件
- 2020、6《民法典》资深律师解读宣讲课件
- 2020《推广普通话主题班会》课件
- 1205史剑波《纪昌学射》教学ppt课件
- 1981-1990诺贝尔生理或医学奖课件
- 2020【CDMO】行业前景分析投资调研课件
- 2020-2021年A股投资策略报告课件
- 2020【自助售货机】行业前景分析投资调研课件
- 刘姥姥进大观园PPT部编版9上课件
- 2020-2021年创新说课大赛获奖作品:教师说课比赛:等差数列课件
- 婚姻家庭与继承法课件
- 2020-2021年85、95后宝妈人群洞察课件
- 青少年的同伴关系
- 2020-2021年创新说课大赛获奖作品:教师说课比赛:等差数列的前n项和课件
- 青少年用眼健康知识讲解
