《纸箱后道加工工艺及问题解析》由会员分享,可在线阅读,更多相关《纸箱后道加工工艺及问题解析(3页珍藏版)》请在装配图网上搜索。
1、纸箱后道加工工艺及问题解析目前,人们对包装纸箱的要求越来越高,外包装不仅要印出被包装物的形象和彩色图案;有 的甚至要求不能使用开槽切角,要求模切成型因开槽切角使边沿不光滑,。针对这种情况, 纸箱行业应如何对纸箱进行后道工序加工就显得格外重要。工艺浏览瓦楞纸箱的成型工艺流程可分为:送料印刷开槽、压线模切折叠、上 胶钉箱结合堆积打包等工序。简言之,也可以说是印刷、模压和接合三大步。送料也就是输纸,主要是将瓦楞纸板平整、准确地送给印刷系统。因为瓦楞纸具有足够 的挺度,因而通常采用单张纸输入方式。将承印物理齐后,整齐地装在堆纸台的固定位置, 供人工或自动式输纸装置逐张取料。自动输纸装置采用全自动升降台
2、,能自动调节纸堆高度, 输入采用吸气方式,以克服由于纸板不平而造成的纸板卡住拉坏现象。图 1中可以看到自动 吸气送料部分的简图。压线、开槽、切角、分切在印刷开槽机组中,该部分主要由上、下滚线轮,上、下开槽刀,上、下切角刀和分切 刀等组成。纸板经过时,上、下滚线轮主要完成瓦楞纸板的纵压线;上下开槽刀通过上部的 凸刀切入下部的凹刀完成瓦楞纸板的开缝;上、下切角刀通过上部的切角刀片和下部的刀垫 完成瓦楞纸箱接合处的接舌的成型,分切按规定尺寸进行溜边修整。压线(痕)的主要作用是使瓦楞纸板按预定位置准确地弯折,以实现精确的纸箱内部尺 寸。可分为纵压线(与瓦楞楞向平行的压痕线)和横压线(与瓦楞楞向垂直的压
3、痕线)。印 刷开槽机上采用圆压痕工艺,成对压模呈圆盘状旋转,纸板通过成对压模之间,即可留下压 痕。调整凹模和凸模之间的间隙,即可改变压痕的深浅。压痕以里面纸压痕清晰不破、不裂 为宜。开槽是在瓦楞纸板上切出便于折叠的缺口。其宽度一般为纸板厚度再加1mm (有时也 可考虑为纸板厚度的两倍)。纸箱的开槽与压痕之间有密切的关系,对纸箱尺寸精度以及外 观,均有直接影响。模切加工成形后的瓦楞纸箱,其平面展开结构由轮廓裁切线和压痕线组成,模压是其主要的工艺 特点。尤其是对于一些非直线的异形外廓和功能性结构,如内外摇盖不等高以及开有提手孔、 通风孔等,只有采用模压方法,才便于成型。因而模切压痕是纸箱(盒)制作
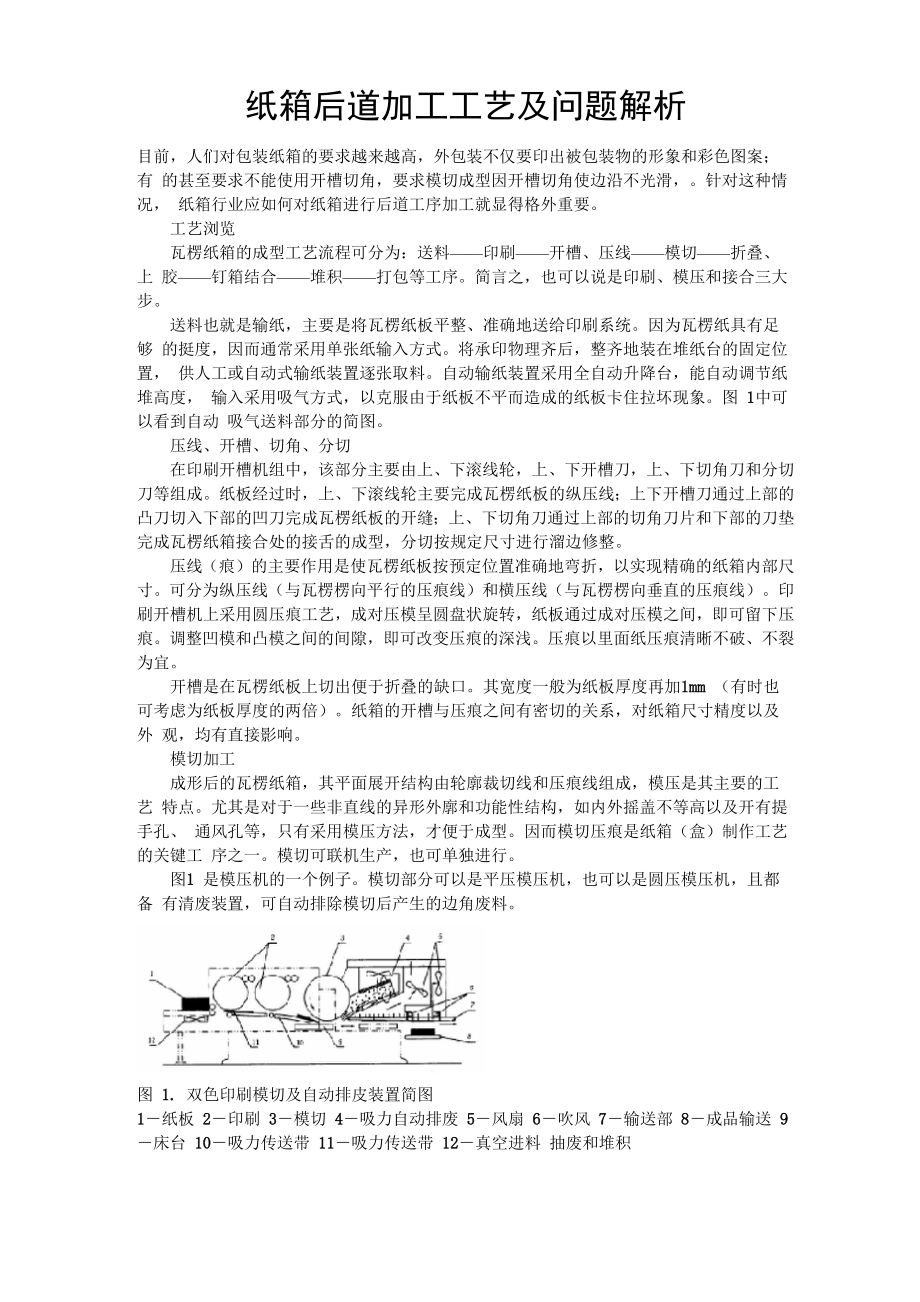
4、工艺的关键工 序之一。模切可联机生产,也可单独进行。图1 是模压机的一个例子。模切部分可以是平压模压机,也可以是圆压模压机,且都备 有清废装置,可自动排除模切后产生的边角废料。图 1. 双色印刷模切及自动排皮装置简图1纸板 2印刷 3模切 4吸力自动排废 5风扇 6吹风 7输送部 8成品输送 9床台 10吸力传送带 11吸力传送带 12真空进料 抽废和堆积该环节主要是把开槽、切角、分切下来的纸屑通过气泵的吸力被吸出,经由管道集中抽出并 粉碎。这可以保持场地的良好工作环境。图中可以看到吸力自动排废装置。堆积部分通过传 送带接住印制好的纸板,然后再由能上、下调节的输送台板把完成印刷和开槽等工艺的瓦
5、楞 纸板堆积在放料架上,进入下道工序。折叠部分折叠部分是整个纸箱后道加工的一个主要工序,在护送杆帮助下,由翻倒过来的皮带来 完成折叠工艺。护送杆定位在靠近上面的斜辊轮上,皮带在此处翻转,这样可以避免跳动和 颤动,以免损坏纸板。纸板由链条系统带着通过折叠上胶部分,由胶轮进行涂胶。折叠臂的 里侧装有链轮,链条上装有顶块,它们能确切地控制纸板的平行度及垂直度。折叠轨道上的 传送导向器将纸板送达折叠臂进行折叠。钉箱接合纸箱接合主要采用钉合、粘合以及胶合三种方法,前两种使用较多。另有一种市场上新 出现的HL无钉纸箱,则是将纸箱接合处作特殊工艺处理后用黏合剂粘接而成。粘合钉箱是将已开槽压线的纸箱板,人工或
6、自动送入涂胶机构中,由涂胶轮往搭舌上涂 胶,利用折叠棒或导轮的作用,使纸板弯折、合拢和搭接,搭接处的压轮对粘接后的搭舌加 压,以增强粘结强度。胶合是用胶粘带来连接的,该工艺是在胶接机上附设一个胶带送进、 切断、粘贴装置,使开槽压线后纸板的接口按对接的形式对齐排好,然后贴上胶带,使其成 为纸箱成品。HL无钉纸箱接合处采用刨削工艺进行处理,使搭舌成阶梯型、“T型结构, 经上胶轮涂胶后粘结成箱。成箱后的纸箱面纸与面纸搭接,瓦楞与瓦楞搭接,搭接处厚度和 瓦楞纸板厚度均匀一致,几乎看不出搭接处。另外,HL纸箱纸板加工中不需开槽、切角, 纸箱四壁通体无缝隙,具有封闭壳体、无强度薄弱点等优势。堆积和推出 堆
7、积部分由计数、堆积、推出组成。纸箱经折叠、钉箱后,由底部堆积送进器将纸箱送 进料斗中,然后选择每捆箱数,由捆推出器将纸箱送出,完成了整个后道工序的加工。问题解析输纸部分问题:纸板送进部分前后左右挡板调整不当,或纸板翘曲严重,使纸板不能顺利地进入 下道工序,使进纸困难、堵塞,造成纸板送进不准或损坏。解决方法:调整好进纸部分各档板的距离和间隙,特别是前后档板。前档板要根据纸板 的厚度调整间隙,确保每次只能通过一张纸板。进纸辊上下两端间隙必须保持平行,防止产 生送纸歪斜;其间隙要稍微小于1 张纸板的厚度,但不能过低。为了克服纸板翘曲带来的进 纸困难,将送进台尾架升高,使一小部分纸板停留在送纸台上。如
8、果使用刮纸板,要注意在 送进装置上堆放纸板的高度一般掌握在450mm左右,纸板码放太高或太低,送进后会影响 开槽的深度。开槽、压线部问题:开槽尺寸不准确,深度不一致,刀口不洁,底座刀导向板磨损除屑困难。压线凹 凸轮间隙调整不当,上下不居中,深度不够,出现折痕不一致、压痕处断裂,压线破裂等问 题。解决方法:开槽和压线尺寸要根据工艺图纸设计的制造尺寸确定,开槽刀和刀座要紧固。 纸板过窄时应将各部传递辊(也称牵引辊)调整在压线位置上,间隙要稍小于1 个纸板厚度, 而且要使传递辊起到传递作用。经常检查并及时更换磨损刀具,保证上下刀成对安装。根据 不同楞型,调整切刀深度,以保证正确的压痕规格。检查导向板
9、是否松动,如有磨损应当更 换。压线位置必须在开槽刀的中部,如果存在纸板断裂现象,要考虑原料质量问题。由于纸 板干燥而引起的压线破裂,可采用喷水的办法加大纸板的含水量。要视纸质、纸板干湿度灵 活调整压线深度。模切部分问题:模版位置与纸板不相符;模切与印刷的格位未对正;纸板叼口规矩不一;纸板变 形使模切压痕位置不准确。模切刃口不光,模切后纸板粘连刀版等。解决办法:根据产品要求,重新校正模版,印刷与模切部位;调整模切输纸定位规矩, 使其输纸位置保持一致;减少纸板本身缺陷对模切质量的影响。选用模切适性好的钢刀,经 常检查并及时更换有磨损的钢刀。合理选用不同硬度的橡皮,注意粘塞时要疏密分布适度; 适当调
10、整模切压力。排刀固刀时其紧度应适宜,注意调整铜线高低,重新调整钢刀压力后及 时更换垫纸。折叠部分问题:送纸歪斜,折叠不正和堵塞。涂胶在本工序完成,主要是上胶不均匀,粘合不牢 等。解决方法:调整好传送皮带和链条的松紧度以及推纸模块的平行度,并且将折叠臂移动 到预定位置。还要根据纸板的厚度调整好传送驱动滚子的压力,确保纸板的正常运行。要检 查支撑胶轮的槽中是否有足够的胶,再检查回流泵是否损坏或有堵塞现象。下胶轮压力要适 当,黏合剂应均匀地涂在连接边上。结合部分问题:粘合不良、黏合剂外溢,纸箱粘连,接合处宽度不一致,上下口呈剪刀状。钉箱 接合中,钉箱头尾钉位置及钉距不准,钉锯损坏、锈蚀、钉合不牢、对
11、口不齐、宽度不一致 以及钉合处破裂等。解决方法:考虑黏合剂的粘度和涂布的均匀程度。如有黏合剂溢出而产生纸箱粘连,就 要调整上胶部分和胶轮的纵向整体移动到预定位置。黏合剂不可过稀。下胶轮压力要适当, 黏合剂应均匀地涂在连接边上。(主要在折叠部分调整)钉箱时要检查扁丝的硬度、厚度、弯曲度及是否有锈蚀、龟裂等。头尾钉必须按标准要 求距压痕底线小于 20mm 的位置内,且钉锯应沿搭接舌中心钉合。钉距不均匀,要调整送 进皮带的速度。检查丝道是否畅通,单、双叉和方刀是否锋利,下钉咀是否居中,确保下钉 咀与加工纸箱的厚度相适应。堆积部分问题:计数不准,堵塞和推出困难等。解决方法:解决数量不准,首先要检查计数
12、器和推出器的定时是否准确以及纸箱在折叠 过程中是否有滑动、歪斜、不同步等问题。底部堆垛送进器的调整应在保证良好送进的原则 下,使倾斜度尽可能小一些。料斗中的纸箱数以及每捆纸箱数要调整适当。为使纸板对齐, 前托板与推齐器之间的距离应比槽高小几毫米。为了保证纸箱在料斗中正确位置以保证正常 的排出,必须调整纸箱钉合处和粘合处的压力。根据纸箱的尺寸和形式的不同,确定是在一 处或两处加压。要使气压供应和推顶器的定时快慢得当。如果纸箱推顶得太快,输出的每捆 是歪斜的,则要检查送进通道是否有障碍,滚子是否卡住。总之,一个好的印刷产品并不是单独一个生产工序作用的结果,从产品的设计开始,到 成品下线,每一个环节都要紧密配合,否则都会影响产品的质量。后道加工出现的问题很多, 企业要根据实际生产设备情况,分析出现的问题、采取对策。严格要求每一道序,只有这样, 才能生产出质量合格的纸箱来
 纸箱后道加工工艺及问题解析
纸箱后道加工工艺及问题解析