 焊接工艺规程FCAW
焊接工艺规程FCAW

《焊接工艺规程FCAW》由会员分享,可在线阅读,更多相关《焊接工艺规程FCAW(11页珍藏版)》请在装配图网上搜索。
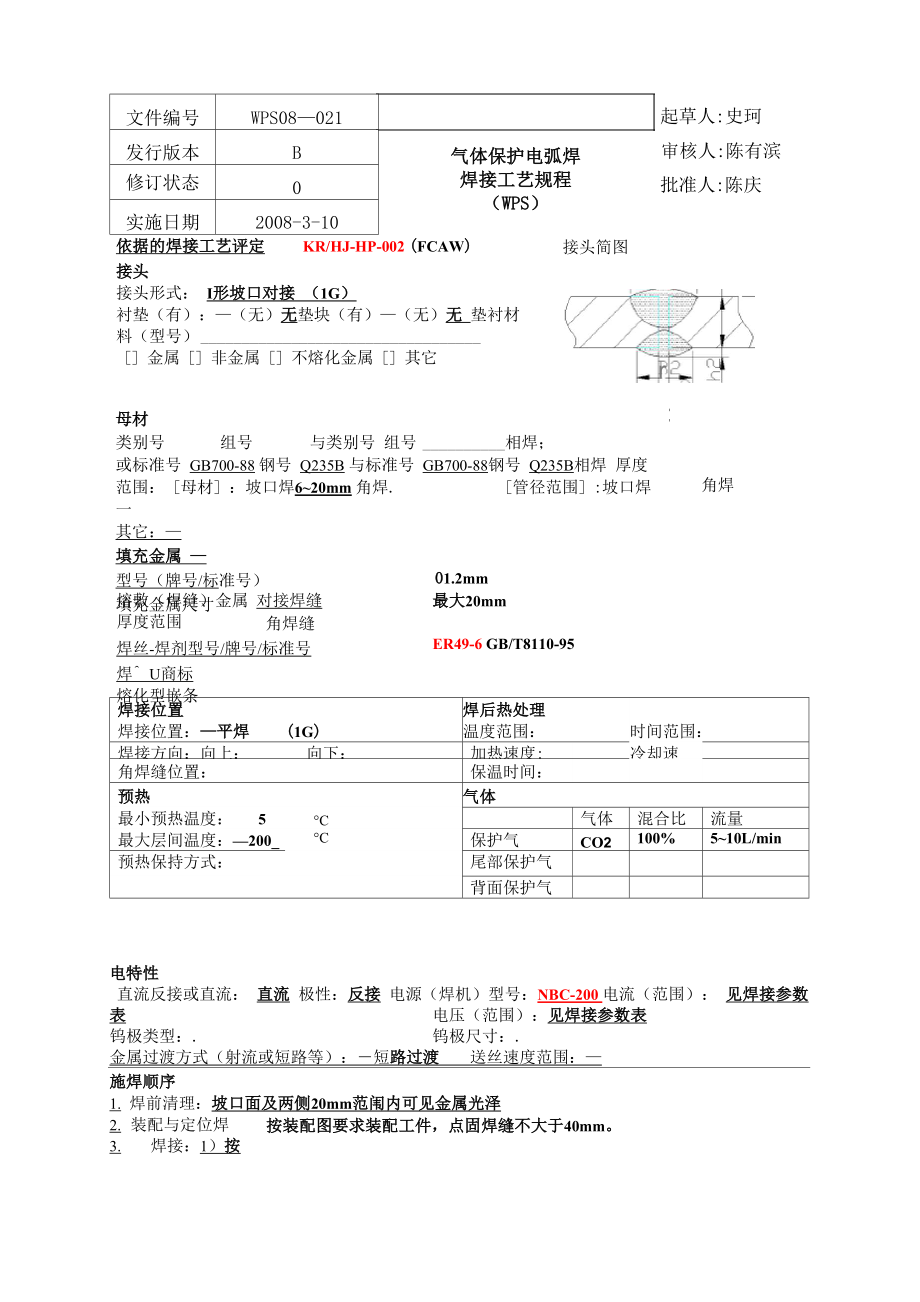
1、文件编号WPS08021发行版本B修订状态0实施日期2008-3-10气体保护电弧焊焊接工艺规程(WPS)依据的焊接工艺评定接头接头形式: I形坡口对接 (1G)衬垫(有):(无)无垫块(有)(无)无 垫衬材料(型号)金属非金属不熔化金属其它KR/HJ-HP-002 (FCAW)接头简图起草人:史珂审核人:陈有滨批准人:陈庆r:母材类别号组号与类别号 组号相焊;或标准号 GB700-88 钢号 Q235B 与标准号 GB700-88钢号 Q235B相焊 厚度范围:母材:坡口焊620mm 角焊.管径范围:坡口焊一其它:填充金属 型号(牌号/标准号)填充金属尺寸角焊01.2mm熔敷(焊缝)金属 对
2、接焊缝 厚度范围最大20mm角焊缝ER49-6 GB/T8110-95焊接位置焊接位置:平焊(1G)焊后热处理温度范围:时间范围:焊接方向:向上:向下:加热速度:冷却速度:角焊缝位置:保温时间:预热气体最小预热温度:5C气体混合比流量最大层间温度:200_C保护气CO2100%510L/min预热保持方式:尾部保护气背面保护气焊丝-焊剂型号/牌号/标准号 焊 U商标熔化型嵌条电特性直流反接或直流: 直流 极性:反接 电源(焊机)型号:NBC-200 电流(范围): 见焊接参数表电压(范围):见焊接参数表钨极类型:.钨极尺寸:.金属过渡方式(射流或短路等):短路过渡送丝速度范围:施焊顺序1. 焊
3、前清理:坡口面及两侧20mm范闱内可见金属光泽按装配图要求装配工件,点固焊缝不大于40mm。2. 装配与定位焊3. 焊接:1)按规定参数调节焊接规范2)施焊正面焊道3)清理工件表面 4)施焊背面焊道5)清理工件表面4. 焊后清理方法: 手动工具(渣锤、扁錾、角向磨光机等5. 交检:一工件表面无明显缺陷,清理彻底施焊技术摆动/不摆动: 摆动 摆动方法:手工横向摆动喷孔或喷嘴尺寸:20血 导电嘴-工件距离:10-15血打底及中间焊道的清理方法(刷理或打磨等):背部清根方法:多道焊或单道焊(每侧): 单道焊多丝焊或单丝焊:焊接速度范围:一见焊接参数表锤击(有):一(无):一无厚 度mm焊 层焊接方
4、法填充金属电流范围电压范 围V焊接速度 范围cm/min其它型号/牌 号直径mm极性电流A61FCAWER49-601.2直流 反接100-13024-2540-452FCAWER49-601.2直流 反接120-15025-2642-4681FCAWER49-601.2直流 反接100-13024-2540-452FCAWER49-601.2直流 反接140-18025-2742-48101FCAWER49-601.2直流 反接160-18026-2742-482FCAWER49-601.2直流 反接150-17026-2741-47文件编号WPS08022发行版本B修订状态0实施日期200
5、8-3-10气体保护电弧焊焊接工艺规程(WPS)审核人:陈有滨批准人:陈庆依据的焊接工艺评定KR/HJ-HP-002 (FCAW)接头简图接头接头形式:V形坡口对接衬垫(有):(无) 无 垫块(有)垫衬材料(型号)(无)无金属非金属不熔化金属其它母材类别号组号与类别号或标准号钢号与标准号厚度范围母材:坡口焊不限角焊一 其它:组号相焊;钢号相焊管径范围:坡口焊_角焊.填充金属型号(牌号/标准号) 填充金属尺寸01.2mm熔敷(焊缝)金 对接焊缝 属厚度范围不限角焊缝ER49-6GB8110-95焊接位置焊后热处理焊接位詈:平焊 (1G)温度范围:时间范围:焊接方向:向上:向下:加热速度:冷却速度
6、:角焊缝位置:保温时间:预热气体最小预热温度: 5C气体混合比流量最大戻间温度:200C保护气CO2100%510L/min预热保持方式:尾部保护气背面保护气焊丝-焊剂型号/牌号/标准号 焊 U商标熔化型嵌条其它电特性直流或直流: 直流 极性:反接 电源(焊机)型号:NBC-200电流(范围): 见焊接参数表电压(范围):见焊接参数表钨极类型:.钨极尺寸:金属过渡方式(射流或短路等):.送丝速度范围:_施焊顺序1.焊前清理:坡口面及两侧20mm范围内可见金属光泽2装配与定位焊:按装配图要求装配工件,点固焊缝不大于40mm。3.焊接:1)按规定参数调节焊接规范2)施焊封底焊道 3)清理工件 4)
7、施焊填充焊道5)清理工件6)施焊该面焊道7)清理工件4焊清理方法:一手动工具(渣锤、扁錾、角向磨光机等)5交检:施焊技术摆动/不摆: 喷孔或喷嘴 打底及中间 背部清根方 多道焊或单 焊接速度范动:摆动 摆动方法:事尺寸:导电嘴壬件可焊道的清理方法(刷理或打磨等) 弓法:碳弧气刨、磨自道焊(每侧):单道焊多丝焊或包围:见焊接参数表 锤击厚度mm焊层焊接 方法填充金型号/卑 号直径mm不限封底FCAWER49-61.2填充FCAWER49-61.2盖面FCAWER49-61.2手工横向摆动匚距离:龙单丝焊:(有):(无): 无一电流范围电压 范围V焊接速度 范围 mm/s其它极性电流A直流 反接8
8、59023-241.5-2.5直流 反接16018026-271.5-2.5直流 反接16017026-271.5-2.5文件编号WPS08023发行版本B修订状态0实施日期2008-3-10气体保护电弧焊焊接工艺规程(WPS)审核人:陈有滨批准人:陈庆依据的焊接工艺评定KR/HJ-HP-006 (FCAW)接头接头形式:衬垫(有):有(无) 垫衬材料(型号)母材V 金属非金属不熔化金属其它平角焊 1F (2F)垫块(有)(无)母材类别号组号与类别号组号相焊;或标准号类别号与标准号类别号相焊厚度范围母材:坡口焊角焊2530mm 管径范围:坡口焊 其它:填充金属型号(牌号/标准号) 填充金属尺寸
9、1.2角焊.熔敷(焊缝)金属 对接焊缝 厚度范围角焊缝不限mmGB8110-95ER49-6焊接位置焊接位詈:水平/横焊(1F/2F)焊接方向:向上:向下:角焊缝位置:焊后热处理温度范围: 时间范围: 加热速度: 冷却速度: 保温时间:预热最小预热温度:5C最大层间温度: 200 C预热保持方式:气体气体混合比流量保护气CO2100%510L/min尾部保护气背面保护气焊丝-焊剂型号/牌号/标准号 焊 U商标熔化型嵌条其它电特性交流或直流: 直流 极性: 反接电源(焊机)型号:.NBC-200电流(范围):见焊接参数表电压(范围):见焊接参数表钨极类型:.钨极尺寸:金属过渡方式(射流或短路等)
10、:_短路过渡_送丝速度范围:一见焊接参数表施焊顺序1. 焊前清理:坡口面及两侧20mm范围内可见金属光泽2. 装配与定位焊:按装配图要求装配工件,点固焊缝不大于40mm。两侧焊引弧板和引出板3. 焊接:1)按规定参数调节焊接规范 2)施焊正面焊道 3)清理工件表面 4)施焊背面焊道4. 焊后清理方法:手动工具(渣锤、扁錾、角向磨光机等)5交检:工件表面无明显缺陷,清理彻底 施焊技术摆动/不摆动:摆动摆动方法:手工喷孔或喷嘴尺寸:20mm导电嘴-工件距离:10_15mm打底及中间焊道的清理方法(刷理或打磨等): 背部清根方法多道焊或单道焊(每侧): 单道焊多丝焊或单丝焊:单丝焊焊接速度范围:一见
11、焊接参数表锤击(有):_(无):一无序 号焊角焊层焊接方 法填充金属电流范围电压 范围焊接速度其它牌号/型 号直径极性安培14止面FCAWER49-61.2直流 反接110-13024-251-1.5mm/s背面FCAWER49-61.2直流 反接120-15025-261-1.5mm/s26止面FCAWER49-61.2直流 反接110-13024-251-1.5mm/s背面FCAWER49-61.2直流 反接120-15025-261-1.5mm/s38止面FCAWER49-61.2直流 反接110-14024-251-1.5mm/s背面FCAWER49-61.2直流 反接120-1502
12、5-261-1.5mm/s410止面FCAWER49-61.2直流 反接120-15025-261-1.5mm/s背面FCAWER49-61.2直流 反接130-16025-261-1.5mm/s512止面FCAWER49-61.2直流 反接120-15025-261-1.5mm/s背面FCAWER49-61.2直流 反接130-16025-261-1.5mm/s614止面FCAWER49-61.2直流 反接120-15025-261-1.5mm/s背面FCAWER49-61.2直流 反接130-16025-261-1.5mm/s716止面FCAWER49-61.2直流 反接140-17025
13、-261-1.5mm/s背面FCAWER49-61.2直流 反接150-18025-271-1.5mm/s818止面FCAWER49-61.2直流 反接140-17025-261-1.5mm/s背面FCAWER49-61.2直流 反接150-18026-271-1.5mm/s920止面FCAWER49-61.2直流 反接160-20026-281-1.5mm/s背面FCAWER49-61.2直流 反接170-21027-291-1.5mm/s文件编号WPS08024发行版本B修订状态0实施日期2008-3-10气体保护电弧焊焊接工艺规程(WPS)审核人:陈有滨批准人:陈庆KR/HJ-HP-00
14、4 (FCAW)依据的焊接工艺评定接头接头形式:管-板对接衬垫(有): 有 (无)垫块(有)垫衬材料(型号)(无)V 金属非金属不熔化金属其它接头简图母材类别号组号与类别号组号相焊;或标准号类别号与标准号类别号相焊厚度范围母材坡口焊.角焊2530mm 管径范围:坡口焊.角焊其它:型号(牌号/标准号)填充金属尺寸1.2熔敷(焊缝)金 属厚度范围对接焊缝角焊缝不限mm焊丝-焊剂型号/牌号/标准号ER49-6 GB8110-95焊剂商标熔化型嵌条其它焊接位置焊接位置:焊接方向:向上:向下:角焊缝位置:平角焊 1F (2F)焊后热处理温度范围: 时间范围: 加热速度: 冷却速度: 保温时间:预热最小预
15、热温度: 5C最大层间温度:200C预热保持方式:气体气体混合比流量保护气CO2100%510L/min尾部保护气背面保护气填充金属直流电特性交流或直流: 直流 极性: 反接 电源(焊机)型号:.NBC-200电流(范围): 见焊接参数表电压(范围):见焊接参数表钨极类型: 钨极尺寸:金属过渡方式(射流或短路等):短路过渡送丝速度范围:一见焊接参数表一施焊顺序1. 焊前清理:坡口面及两侧20mm范围内可见金属光泽2. 装配与定位焊:按装配图要求装配工件,点固焊缝不大于40mm。3. 焊接:1)按规定参数调节焊接规范 2)沿工件周围施焊一圈3)清理工件表面 4)清理 工件表面4. 焊后清理方法:手动丁具(渣锤、扁錾、角向磨光机等)5. 交检:工件表面无明显缺陷,清理彻底施焊技术摆动/不摆动:摆动摆动方法喷孔或喷嘴尺寸:20mm导电嘴-工件距点打底及中间焊道的清理方法(刷理或打磨等) 背部清根方法:多道焊或单道焊(每侧):单道焊多丝焊焊接速度范围:见焊接参数表锤击U昱手工書:10一15mm或单丝焊:单丝焊生):(无):无一序号焊角焊 层焊接方 法填充金属电流范围电压 范围焊接速度其它牌号/型号直径极性电流1M5FCAWER49-61.2直流 反接110-13024-151.5-3.5mm/s
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
