《机械设计制造过程中的公差》由会员分享,可在线阅读,更多相关《机械设计制造过程中的公差(5页珍藏版)》请在装配图网上搜索。
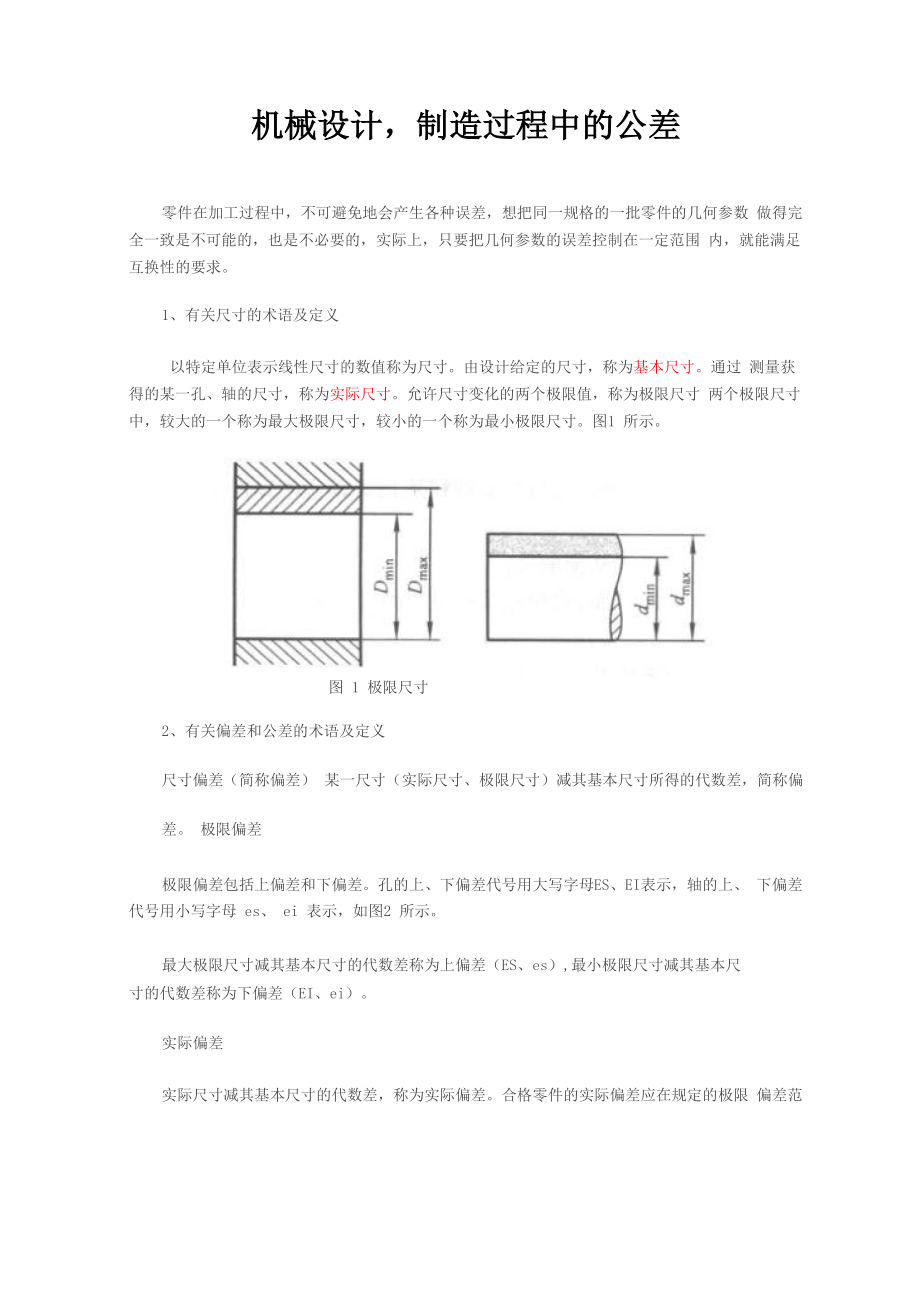
1、机械设计,制造过程中的公差零件在加工过程中,不可避免地会产生各种误差,想把同一规格的一批零件的几何参数 做得完全一致是不可能的,也是不必要的,实际上,只要把几何参数的误差控制在一定范围 内,就能满足互换性的要求。1、有关尺寸的术语及定义以特定单位表示线性尺寸的数值称为尺寸。由设计给定的尺寸,称为基本尺寸。通过 测量获得的某一孔、轴的尺寸,称为实际尺寸。允许尺寸变化的两个极限值,称为极限尺寸 两个极限尺寸中,较大的一个称为最大极限尺寸,较小的一个称为最小极限尺寸。图1 所示。图 1 极限尺寸2、有关偏差和公差的术语及定义尺寸偏差(简称偏差) 某一尺寸(实际尺寸、极限尺寸)减其基本尺寸所得的代数差
2、,简称偏差。 极限偏差极限偏差包括上偏差和下偏差。孔的上、下偏差代号用大写字母ES、EI表示,轴的上、 下偏差代号用小写字母 es、 ei 表示,如图2 所示。最大极限尺寸减其基本尺寸的代数差称为上偏差(ES、es),最小极限尺寸减其基本尺寸的代数差称为下偏差(EI、ei)。实际偏差实际尺寸减其基本尺寸的代数差,称为实际偏差。合格零件的实际偏差应在规定的极限 偏差范围内。由于极限尺寸可以大于、等于或小于基本尺寸,所以偏差可以为正值、零或负 值。偏差值除零外,应标上相应的“”号或“”号,极限偏差用于控制实际偏差。尺寸公差(简称公差)最大极限尺寸与最小极限尺寸的代数差,称为尺寸公差,也等于上偏差与
3、下偏差的代数 差的绝对值。它是允许尺寸的变化量,尺寸公差是个没有符号的绝对值。图 2 尺寸、偏差和公差公差与偏差是两个不同的概念:公差代表制造精度的要求,是指上下尺寸的变动范围, 反映加工难易的程度,当基本尺寸相同时,公差越大,制造难度越低加工越容易,不同尺寸 不同公差值时,可用相对尺寸精度来测量其制造难易程度;而偏差是表示偏离基本尺寸的多 少与加工的难易程度无关。公差是不为零的绝对值;而偏差可以为正、负或零。公差影响配 合的精度。而偏差影响配合的松紧程度。零线和公差带图 2 是公差与配合的一个示意图,它表示了两个相互结合的孔、轴的基本尺寸、极限尺 寸、极限偏差与公差的相互关系。在应用中,为简
4、单起见,一般以公差与配合图解来表示。宜工零线:在公差与配合图解(简称公差带图)中,确定偏差的一条基准直线,即零偏差线。通常零线表示基本尺寸。正偏差位于零线的上方,负偏差位于零线的下方。公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域,叫公差带。在国标中,公差带包括了“公差带大小”与“公差带位置”两个参数。前者由标准 公差确定,后者由基本偏差确定。基本偏差基本偏差是用来确定公差带相对于零线位置的上偏差或下偏差,一般指靠近零线的那个 偏差。当公差带位于零线上方时,其基本偏差为下偏差;当公差带位于零线下方时,其基本 偏差为上偏差。3、有关配合的术语及定义配合配合是指基本尺寸相同的、相
5、互结合的孔和轴公差带之间的关系。根据相互配合的孔 和轴公差带不同的相互位置关系,配合一般可分为间隙配合、过盈配合和过渡配合三类(图 3)。三种配合关系间隙配合图 过盈配合过渡配合图3基准制在确定配合的过程中,孔、轴公差带位置相对变动,就可获得不同配合性质,如果把其 中一个公差带位置固定,而改变另一个公差带的位置从中得到不同性质的配合,这样就可使 配合问题简单化。这种把孔轴公差带中之一固定而改变另一公差带位置而得到不同配合性质 的方法叫做基准制,如图4 所示:按照孔、轴公差带相对位置不同,两种基准制都可以形成 间隙,过盈和过渡三种不同的配合性质。过槪配金虚 过竝髭合图4基孔制配合和基孔轴制配合公差带;匕|4、基本偏差代号及其符号基本偏差的代号是用拉丁字母表示,大写字母表示孔,小写字母表示轴。在 26 个字母 中去除五个容易混淆含义的字母:I、L、0、Q、W (i、1、o、q、w),同时增加七个双写字 母:CD、EF、FG、JS、ZA、ZB、ZC (cd、ef、fg、js、za、zb、zc),构成 28 种基本偏差 代号,图 5 为轴和孔的 28个基本偏差的位置,即轴和孔的基本偏差系列。基本偏差中的H和h的基本偏差为零,H代表基准孔,h代表基准轴。图5轴和孔的基本偏差示意图轴
 机械设计制造过程中的公差
机械设计制造过程中的公差