《应用中频感应电炉进行预焙阳极炭块磷铁浇注的施工方法及其特点》由会员分享,可在线阅读,更多相关《应用中频感应电炉进行预焙阳极炭块磷铁浇注的施工方法及其特点(5页珍藏版)》请在装配图网上搜索。
1、应用中频感应电炉进行预焙阳极炭块磷铁浇注的施工方法及其特点摘要:本文总结了进行铝电解预焙阳极炭块磷生铁浇注的施工实践经验,详细介绍了应用中频感应电炉进 行预焙阳极炭块磷铁浇注的工艺原理及流程、施工技术要点、施工组织,并对工艺方法的特点及效益进行 了分析总结。关键词:中频感应电炉,磷生铁浇注,炭块,铸钢爪,坩埚捣制,烘炉烧结,熔炼I.前言应用中频感应电炉进行预焙阳极炭块磷铁浇注的施工方法由本人于1995 年在国家重点工程广西平果 铝一期10 万吨电解铝工程施工中首创,此工艺方法的实施打破了此前预焙阳极炭块组装的生产贯例,开 创了由施工方直接承担挂极块(预焙阳极铝电解槽启动用阳极炭块)的组装任务的
2、先例。十多年的生产实 践证明,该方法的实施缩短了预焙阳极铝电解工程的建设工期,经济效益和社会效益显著。一、预焙阳极的结构及主要参数 铝电解槽用预焙阳极的形式很多,但其主要结构由铝导杆、铝钢复合板、铸钢爪、阳极炭块四部份组成。 预焙阳级的组装有两个关键环节,一是用熔化极氩弧焊和交流焊将阳极导杆、铝钢复合板、铸钢爪进行焊 接;二是用高温磷铁水注入铸钢爪与炭块之间的间隙,待其冷却凝固后形成磷铁环,将金属阳极与炭块牢 固地连接为一个整体的预焙阳极。以160KA铝电解槽为例,预焙阳极的有关枝术参数如下:1、阳极电流密度:0.7A/CM22、阳极面积:S 阳= 160000/0.7 = 228571CM2
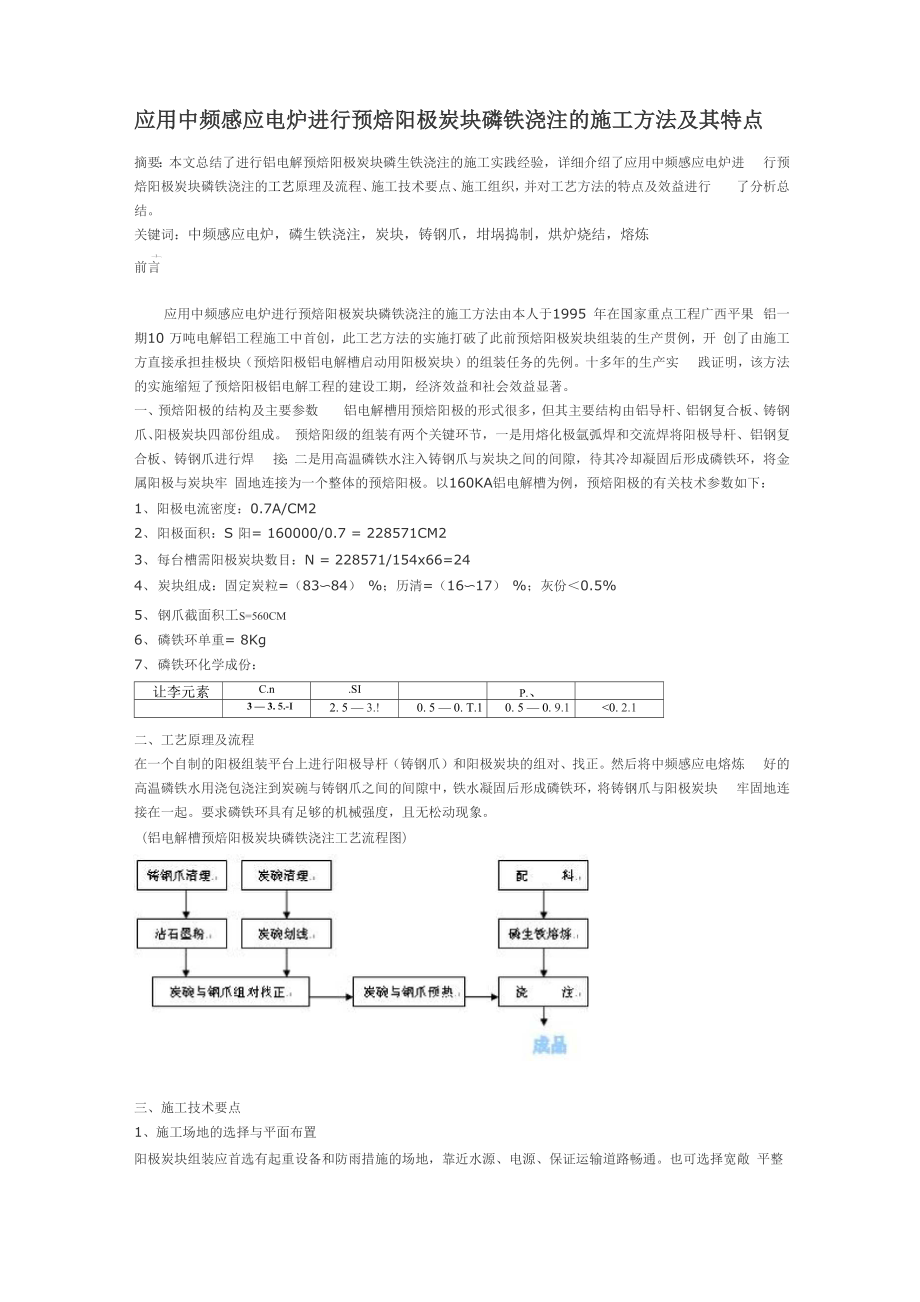
3、3、每台槽需阳极炭块数目:N = 228571/154x66=244、炭块组成:固定炭粒=(8384) %;历清=(1617) %;灰份0.5%5、钢爪截面积工S=560CM6、磷铁环单重= 8Kg7、磷铁环化学成份:让李元素“C.n.SIP.、3 3. 5.-I2. 5 3.!0. 5 0. T.10. 5 0. 9.10. 2.1二、工艺原理及流程在一个自制的阳极组装平台上进行阳极导杆(铸钢爪)和阳极炭块的组对、找正。然后将中频感应电熔炼 好的高温磷铁水用浇包浇注到炭碗与铸钢爪之间的间隙中,铁水凝固后形成磷铁环,将铸钢爪与阳极炭块 牢固地连接在一起。要求磷铁环具有足够的机械强度,且无松动现
4、象。(铝电解槽预焙阳极炭块磷铁浇注工艺流程图)三、施工技术要点1、施工场地的选择与平面布置阳极炭块组装应首选有起重设备和防雨措施的场地,靠近水源、电源、保证运输道路畅通。也可选择宽敞 平整的露天场地,但要配备起重设备和采取防雨措施。平面布置主要分五个区:原料和成品堆场、浇注平 台、中频炉、配电室和循环水池,可根据工艺流程的要求因地制宜地进行安排。2、铸钢爪的清理 铸钢爪在与炭块组对前必须清正,尤其在浇注的120 毫米区域内应清除毛刺、夹砂等缺陷,以见到钢爪表 面金属光泽为宜。3、沾石墨粉 铸钢爪的浇注区域必须在浇注前沾上石墨粉,以防磷铁环与钢爪熔接和便于残极的脱环处理。4、炭块清理 由于附着在
5、炭块炭碗内壁上的渣豆和灰尘可以导致浇注后磷铁环的松动,所以必须在浇注前把炭碗清理干 净。5、炭块划线设计要求炭块底平面与阳极导杆中轴线垂直,两者的组装偏移量S3毫米。为便于拼装找正,应先在炭块 上以炭碗中心连线为基准,划好十字线,作为拼装时吊线找正的基准。6、炭碗与钢爪组对找正 阳极的拼装必须在浇注平台上进行,要求导杆中轴线与炭块底平面垂直,钢爪与炭碗间的间隙均匀,最小 处的间隙不小于 10 毫米。浇注平台可根据现场的条件和具体情况设置,要求平整宽敞,与中频感应电炉 保持适当的距离。7、炭碗与钢爪预热为防止产生铸造缺陷,浇注前必须对钢爪和炭块的炭碗部分进行预热,预热温度不低于100C。可自制煤
6、 油喷灯来进预热工作。8、配料 目前,尚无国家统一的预焙槽阳极炭块用磷铁标准,设计院和各生产厂采用的磷铁化学成份组成略有差异, 一般情况下配料可将磷铁的化学成份控制在:碳2.53.5%;硅 23%;锰 0.60.9%;磷 0.51.4%; 硫 0.2%的范围内。9、坩埚捣制 感应电炉坩埚捣制质量的好坏不仅影响坩埚的寿命,而且影响熔化率和电能消耗。坩埚捣制的质量除了坩 埚材料的影响因素外,主要取决于坩埚捣制工艺和烘炉烧结工艺。9.1 坩埚模制作 由于感应电炉熔炼特有的“集肤现象”,坩埚容量(坩埚直径)与感应电炉的用电频率有一定对应关系,所 以在制作坩埚模时不宜随意改变坩埚容量。坩埚模的材质可选用
7、 35 毫米的低碳钢,坩埚模外表的焊缝和 过渡圆角一定要打磨光滑,同时,在坩埚模上钻一些小孔,以利于在烘炉时排除水蒸汽;孔径 23 毫米, 每孔相隔225 毫米,均匀分布。9. 2坩埚筑炉步骤 第一步,筑炉前的准备工作,包括筑炉材料、筑炉工具、炉子及工作现场清理等。 第二步,放正炉体,在炉底用枕木垫实。然后,在感应线圈内壁围上45层玻璃丝布,再在里面铺23 层石棉布,尽量摊平铺均。最后,用胀紧圈把上口石棉布撑紧。第三步,炉底捣筑。用加料斗将坩埚材料加入,每层捣筑厚度 4050 毫米,密度要求每立方厘米为 2.052.25克。炉底打结厚度应高出实际厚度70毫米,然后将上面的30毫米扒掉,再在中央
8、挖一与坩 埚模底一致的圆洞,深约2030毫米,并捣实均匀。第四步,炉衬捣筑。将坩埚模放入炉底的圆洞,位置必须垂直正中。坩埚模放正之后用楔木块紧固定位, 并用压铁将坩埚模压住,以防模子在捣筑过程中偏移或上浮。炉衬的捣筑每次加料高度不超过50毫米, 并在捣筑第二层炉料前,应将第一层的表面耙松,然后再加料捣筑。依此类推,逐层捣筑。第五步,炉领捣筑。在离坩埚上口2025 毫米处,换用炉领料捣筑炉领。炉领应筑成一定坡度的喇叭形, 然后在表面刷上用水玻璃和耐火材料粉配制的涂料。至此,坩埚捣制完毕。坩埚捣制应注意以下几点:一是由于石英砂粗细颗粒加料时容易分层,所以必须使用加料斗加料;二是捣 筑炉料应一锤压一
9、锤,捣锤力度均匀,逐层捣实;三是捣制过程必须连续操作,切忌筑筑停停,停停筑筑 四是中途不宜换人操作,只有这样,才能使炉衬致密,均匀,经烧结后得到理想的工作层。9.3 坩埚烘炉烧结坩埚烘炉烧结的原则是:低温缓慢烘炉,高温满炉烧结。坩埚的烧结层是工作层,它直接与金属液炉渣及大气接触,直接承受炉渣及合金元素的高温侵蚀和急冷急 热产生的应力及金属的静压力。所以,烧层的石英态转变一定要进行到底,以使它具有很好的高温强度和 体积稳定性。坩埚烘炉烧结的工艺步骤如下。第一步,感应电炉起动。开机后从室温烘炉至600C以前,要将功率调控在1025KW,进行缓慢升温。 第二步,一次恒温。此阶段是a石英向a鳞石英转变
10、过程,体积变化最大,所以在900C时要确保恒 温2小时。第三步,加料升温。当温度升至坩埚模焊缝开始熔化时,即可加炉料,加料时大块料尽量放下层和靠近坩 埚壁,小块料填补空隙,并将料加满。为使坩埚表而挂上一层完好光滑的釉面,可事先加入 1 公的碎玻璃。 第四步,二次恒温。此阶段是鳞石英向方石英转变的过程,烧结层的厚度很大程度上取决于这一过程。按 满炉烧结的原则,金属液应尽量地熔满炉。当温度升1500C,恒温2小时,以得到满意的烧结层。 第五步,出水。要求在炉衬烧结后前三炉水不能一次倒空。第一炉出水 30%,第二、三炉各出水 50%, 此后,可自行决定出水情况。10熔炼过程控制熔炼过程控制应注意以下
11、两点:其一是在熔化过程中应经常用炉钎捅料,若遇炉料在炉口出现“搭桥”时, 不能强行下捣,只能将“搭桥”中的炉料抽出一些,然后轻轻晃动,让炉口的冷料自然沉入已熔化的铁水中; 其二是加入合金元素时必须预热,预热温度100200C,粒度在1015毫米为宜。11 浇注温度磷铁水的出炉温度控制在1400C以上,浇注温度控制在13501380C。要求浇铸的磷铁环表面要高出 炭碗上表面3 5毫米,磷铁环饱满平整,无灰渣、气泡,不附着磷铁溅渣。据测算,每个磷铁环要8公 斤铁水。所以,可采用手包浇注的方法,它具有方便快捷,灵活机动的特点。缺点是工人劳动强度较高。四、施工组织1、材料:电解铝预焙阳极磷生铁浇注的主
12、要用材料如下。1.1石墨粉:要求石墨粉非晶体结构碳占7580%,粒度0.75毫米;石墨与水的配比为4: 10。1.2生铁(Z14)。要求有出厂合格证明及化验单。1.3硅铁(75Si)。要求有出厂合格证明和及验单。1.4磷铁(18P)。要求有出厂合格证明和及验单。1.5废钢。要求化验成份。1.6回炉料。要求化验成份。1.7碎玻璃。要求清理干净。1.8煤油。1.9坩埚筑炉材料。要求坩埚筑炉材料必须有出厂合格证明和化验单。感应电炉的坩炉材料分酸性、中性 碱性三种,可根据被熔炼金属的性质来选择。熔炼磷生铁选择酸性坩埚,其主要组成为石英砂、硼酸和水 玻璃。要求石英砂 SiO2 含量 9999.5%;杂质
13、含量 Fe2O30.5%; CaO98%,粒度小于0.5毫米。2、机具设备按日组装浇注 50 块阳极炭块考虑,机械设备见下表。*JK.1.,中颔感应电垃-GW0.5.台.111.12.,.天車或龙门吊”色吨113.,空压机114.,水泵-1杨檯20来.1台115.,中型台216.1菸称.TTGT500g 型.台T117.,800-20.,台11S.,接触测现、n0-200X2.,1台、119.、O.S-UjfiMFa.i台】1自制-10.,承 ioonk1斗1自制11Id总斤爭包.500总斤大起、牛、告干、.自制.12-.,石奧糟1500X200X200个,、 21自制13.,幅固罠.胳屋輝.
14、加科斗.脱紫瓯个若干自制.3、劳动力组织 劳动力组织方面:阳极组装磷生铁浇注属多工种协同作业,要求即要有分工负责,又要相互配合。劳动力 的数量可按日作业计划量来确定,以日组装浇注 50 块为例,劳动力组织如下:炉工 4 人;浇注工8人;电工2 人;钳工2人;起重工1人;天车工1 人;杂工3人。4、安全措施 阳极炭块磷铁浇注属高温作业,施工前必须对全体作业人员进行安全教育和技术交底。并争对各工种的特 点,制定严格的操作规程,采取必要的安全防护措施。4.1 制定各工种操作规程,并严格执行。4.2 接触高温铁水的人员必须配戴翻毛皮鞋、皮手套、工作服、墨镜等专用防护用具。4.3 若遇停电应及时将炉内的
15、铁水倒出(用作回炉料),并将炉膛清理干净。4.4 为防止停水,应配置 10方米以上的露天循环水池一个,并保持水池清洁干净。4.5 炭块堆放场地应采取防雨防潮措施,并严格禁止雨天进行露天浇注。4.6 浇包在浇注前必须进行烘干处理,4.7 磷生铁熔炼过程中,应对添加的炉料进行预热,严格禁止将冷炉料直接投入高温铁水。4.8在磷铁环完全凝固冷却(200C以下)之前,不得通过阳极导杆吊装孔直接起吊阳极炭块,以免因磷 铁环松动脱落造成事故。5、环保措施 本施工方法具有节能环保,资源消耗低,没有噪声,没有烟尘、没有废弃物排放、安全,可靠等特点。但 还应做好以下几方面的环保措施。5.1 炭块清理过程操作人员比
16、需配戴防尘面具(口罩),以免粉尘吸入体内。 5.2浇注现场应配置轴流风机,便于通风换气和降温。5.3 浇注用料及回炉料应划定区域分类堆放。特别是碎玻璃,要设专用的容器堆放,以免划伤人。5.4 中频感应电炉用的冷却水应配置循环水池,节约用水。5.5 施工现场产生的生产垃圾要集中堆放,集中处理,以免造成对周围环境的污染。6、质量要求6.1 浇注用的原材料必须有出厂合格证明和化验单。6.2浇注的磷生铁化学成份必须符合设计(或业主)标准规范的要求。6.3铸钢爪12 0毫米浇注区域必须清除毛刺、夹砂等缺陷。6.4导杆中轴线要与炭块底平面垂直,钢爪与炭碗间的间隙均匀,最小处的间隙不小于10毫米。6.5 浇
17、注前必须对钢爪和炭块的炭碗部分进行预热,预热温度不低于 100C。6.6磷铁水的出炉温度控制在1400C以上,浇注温度控制在13501380C。要求浇铸的磷铁环表面要 高出炭碗上表面3 5毫米,磷铁环饱满平整,无灰渣、气泡,不附着磷铁溅渣。6.7 磷铁环与炭块连接牢固,不得有松动现象。五、优缺点及效益分析本施工方法由中国有色七冶在多个国内外铝电解工程中实施,进度、质量、安全等各方面指标均能达到并满足了设计、监理、业主的要求;承包方也取得较好的经济效益和社会效益。总结起来该施工方法有如下 特点:1、采用中频感应电炉熔炼磷生铁,技术水平先进,资源消耗低,没有噪声,没有烟尘,没有废弃物排放, 安全,可靠。2、施工占地面积小,受周围条件限制较少。3、施工组织机动灵活,方便快捷。4、能满足各种槽型、各种形式预焙阳极炭块磷生铁浇注对安全、质量和环保等各方面的要求。5、对施工承包方来说,投入少,见效快,主要设备机具可反复使用,成本低,效率高,经济效益很好。6、对业主来说,将挂极块(预焙阳极铝电解槽启动用阳极炭块)的组装任务交由施工方来承包,化 电解铝系统与碳素系统工期不一至的矛盾,大大缩短电解铝工程的投产工期,经济效益和社会效益均十分显著。
 应用中频感应电炉进行预焙阳极炭块磷铁浇注的施工方法及其特点
应用中频感应电炉进行预焙阳极炭块磷铁浇注的施工方法及其特点