《工程项目焊接工艺评定细则》由会员分享,可在线阅读,更多相关《工程项目焊接工艺评定细则(10页珍藏版)》请在装配图网上搜索。
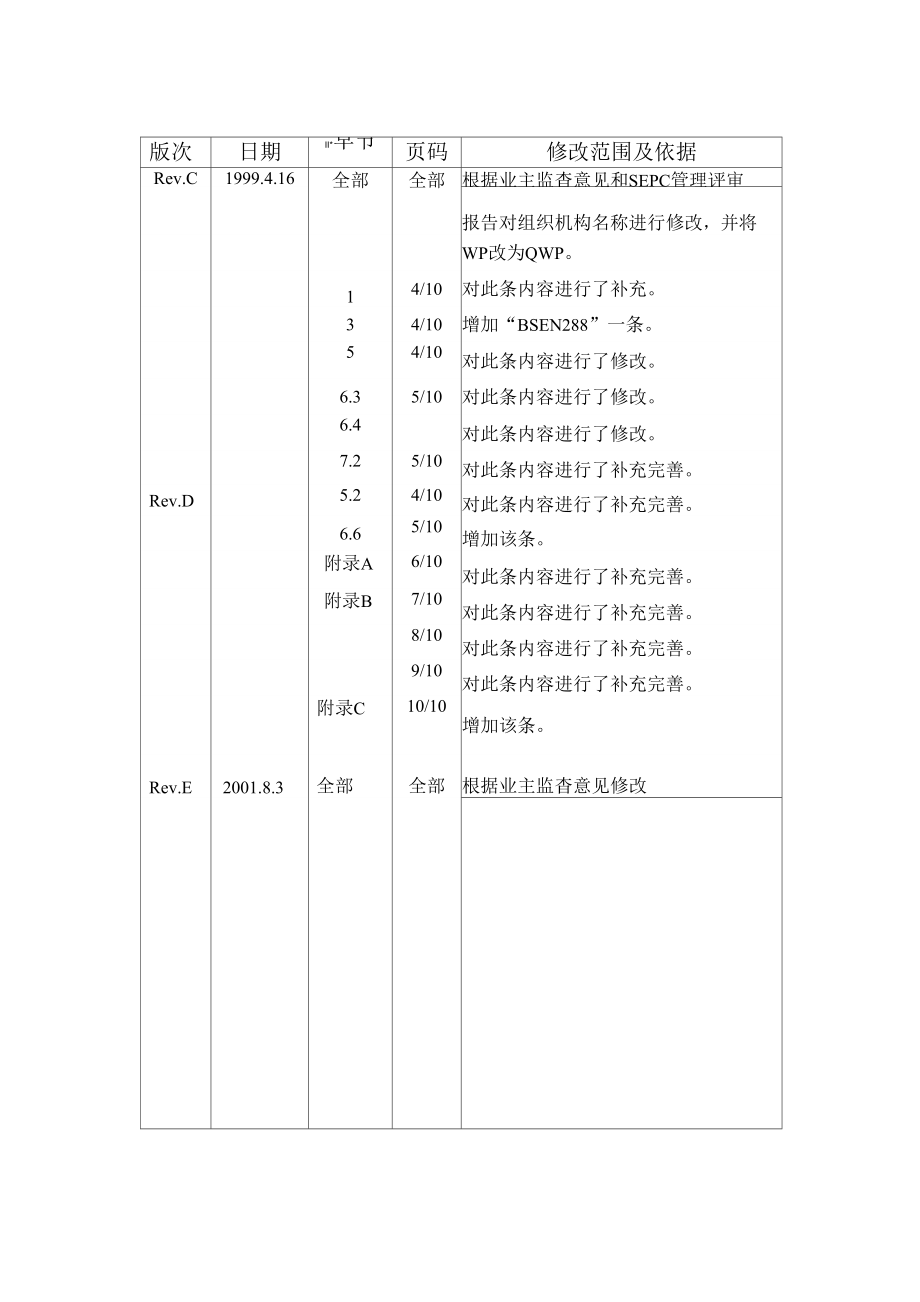
1、版次日期II*早节页码修改范围及依据Rev.C1999.4.16全部全部根据业主监杳意见和SEPC管理评审报告对组织机构名称进行修改,并将WP改为QWP。14/10对此条内容进行了补充。34/10增加“BSEN288”一条。54/10对此条内容进行了修改。6.35/10对此条内容进行了修改。6.4对此条内容进行了修改。7.25/10对此条内容进行了补充完善。Rev.D5.24/10对此条内容进行了补充完善。6.65/10增加该条。附录A6/10对此条内容进行了补充完善。附录B7/10对此条内容进行了补充完善。8/10对此条内容进行了补充完善。9/10对此条内容进行了补充完善。附录C10/10增
2、加该条。Rev.E2001.8.3全部全部根据业主监杳意见修改修改记录目录目的范围定义相关文件职责程序焊接工艺评定项目的确定工艺评定的实施检验和试验焊接工艺评定的批准记录1.2.3.4.5.6.6.16.26.36.47.8.3附录1. 目的根据常规岛安装合同的要求,SEPC应对现场使用的焊接程序进行工艺评定,对材料(母材和填充材料)和焊接方法进行验证,由于对“一核”中所做的工艺评定进行了转移,在岭澳CI安装上只需对新出现的材料和新工艺进行评定。2. 范围常规岛安装中的碳钢、铬钼合金钢、不锈钢及三者之间的异种钢焊接的焊接工艺等,及常规岛中出现的新的焊接钢种和新的焊接工艺。3. 定义无相关文件B
3、SEN288金属材料焊接工艺及评定BS2633碳素钢管道电弧焊焊接I级焊缝BS2971碳素钢管道电弧焊焊接II级焊缝BS4677不锈钢管道焊缝BS5500不受明火加热的熔解焊压力容器BS2910钢管熔化焊对接接头射线探伤BS6072磁粉探伤BS6443渗透探伤方法BS709金属焊缝的破坏性试验标准3.1 职责焊接工程处负责试件的准备加工及工艺评定的实施。3.2 QC部负责编制焊接工艺评定质量计划和检查监督以及工艺评定试件验证。NDE负责试件的无损检验工作程序6.1焊接工艺评定项目的确定由焊接工程师根据工程需要确定焊接工艺评定项目(见附录A)。根据已了解的同类型材料工艺评定的经验和有关焊接技术资
4、料编写焊接工艺初稿(PWPS),并负责准备焊接工艺评定记录表和试验记录表(附录B)。6.2工艺评定的实施621焊接工艺评定项目、工作程序、质量计划待LANPC批准后,焊接工程师组织实施焊接工艺评定。6.2.2由QC部负责通知LANPC,到现场见证焊接试验QC部焊接工程师汇同LANPC有关人员检查焊接工艺评定文件QC部焊接工程师汇同LANPC有关人员检查试件对口、试件位置、焊接参数、预热和热处理温度等6.2.5焊工按照焊接工艺评定初稿PWPS施焊。6.2.6在焊接过程中,焊接工程师应将实测焊接电流记录在焊接电流记录表中(附录C)。6.3检验和试验1无损检验由合格的人员,按批准的程序依次进行外观、
5、磁粉(或着色)、射线等检验。6.3.2破坏性试验无损检验合格后,由焊接工程处负责按规定制备试样后,在业主认定的试验机构进行各种试验和分析。如:拉力、弯曲、冲击、金相宏观、硬度测定(若需要)等试验。焊接工艺评定的批准全部检查、试验项目完成且结果符合标准要求,LANPC代表按质量计划,逐项审核有关的记录和报告后,签署质量计划的全部栏目及工艺评定记录,该焊接工艺评定即被批准。根据批准的工艺评定范围,焊接工程师准备用于施工用的焊接工艺(WPS)。7记录每项检查、试验根据质量计划形成正式记录及报告。8.附录附录ASEPC岭澳核电站常规岛安装焊接工艺评定项目附录B焊接工艺评定记录附录C焊接电流实测记录附录
6、A序号ITEM工艺评定号WPARNo.PWPS母材规格焊接工艺位置接头预热热处理焊146SEPC004CraneRailSetion164THK=150MMAHBWYNN247SEPC00516MnTHK=20MMAHBWNY348SBX2G001A106B168.3X14.27TIG/MMA45BWNNTI449SBB2G010A335.P22168.3X18.26TIG/MMA45BWYYAA550SBA2G006304L355.623.83TIG/MMA45BWNN30651SBB2G00615CrMo211X12TIG/MMA45BWYYEl焊接工艺评定页目附录B焊接工艺评定记录1.焊
7、接工艺评定试验证书焊接程序工艺评定号地址规范/试验标准焊接日期许可范围焊接方法接头型式回火条件母材度径填充材料类别保护气体/焊剂焊接电流类型焊接位置预热焊后热处理注-审定SEPCWTSEPCQCLANPC日期签名2.焊接试验细节焊接程序焊接工艺评定号母材牌号焊工姓名焊接方法材料厚度焊接类型夕卜径焊接位置坡口加工焊口准备细节(草图)接头图样焊接顺序焊接工艺细节焊道焊接方法焊丝/焊条尺寸电流(A)电压(V)电流种类/极性送丝速度焊接速度焊丝种类/牌号焊条种类/牌号焊条烘焙保护气体/焊剂止面背面钨极类型/尺寸预热温度层间温度焊后热处理方法温度时间加热速度冷速度审定SEPCWTSEPCQCLANPC日期签名类别/编号弯曲角延伸率结论弯曲试验压头直径:宏观检验微观检验3.试验结果焊接程序工艺评定号外观射线渗透/磁粉超声波拉伸试验温度:类别/编号ReN/mm2RmN/mm2A%onZ%断裂位置备注冲击试验类型:尺寸:缺位置/方向温度冲击值123平均备注硬度试验类型和载荷测量位置(草图)母材H、A、Z焊缝金属试验报告说明审定SEPCWTSEPCQCLANPC日期签名附录C:焊接电流实测记录焊接工艺评定号:焊接工艺焊条/焊丝规格焊接层数焊接位置焊接电流焊接简图(应彳标出焊接层数/焊接位置):监测人:记录人:
 工程项目焊接工艺评定细则
工程项目焊接工艺评定细则