 压力容器外观及几何尺寸允许偏差
压力容器外观及几何尺寸允许偏差

《压力容器外观及几何尺寸允许偏差》由会员分享,可在线阅读,更多相关《压力容器外观及几何尺寸允许偏差(5页珍藏版)》请在装配图网上搜索。
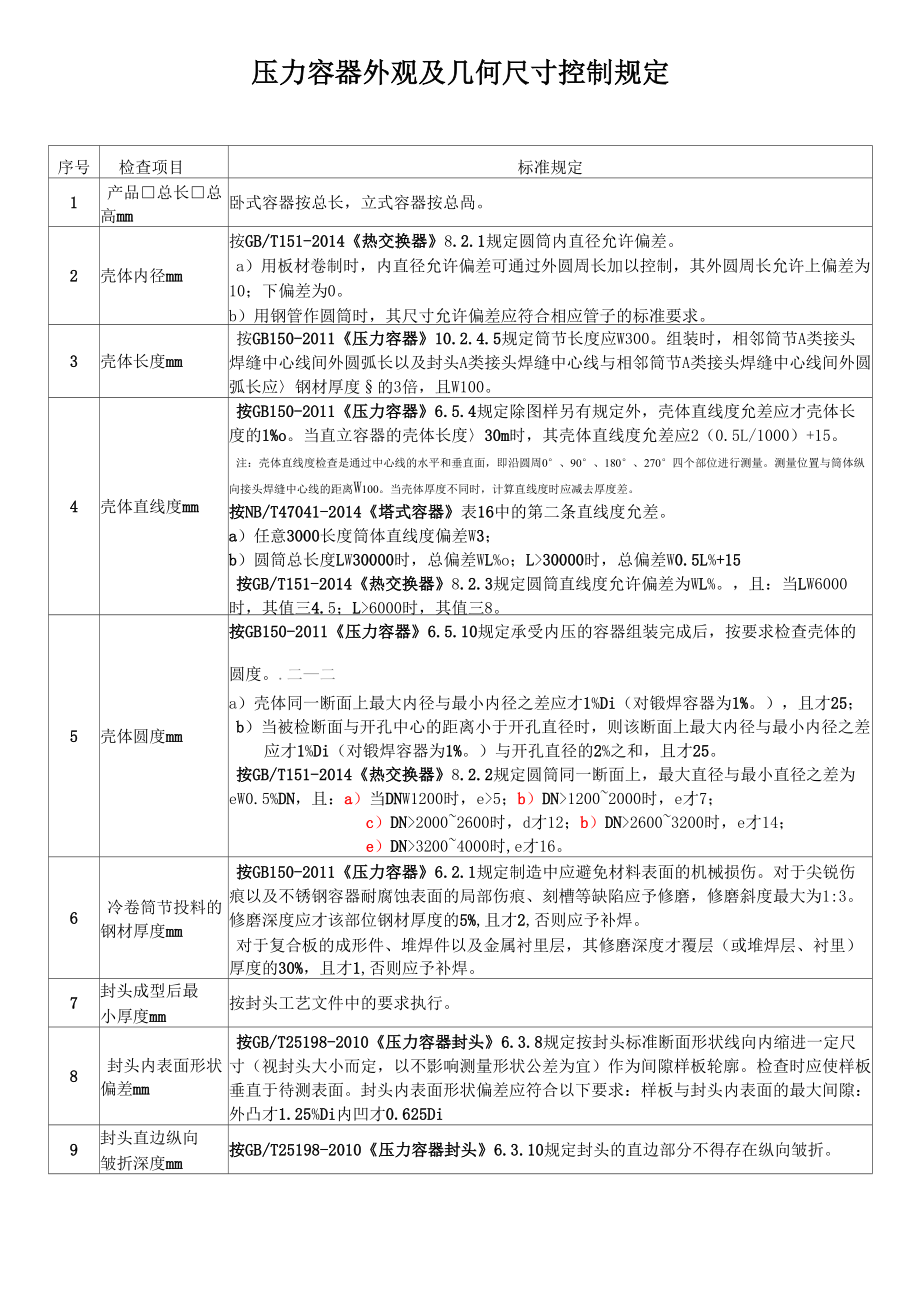
1、压力容器外观及几何尺寸控制规定序号检查项目标准规定1产品总长总高mm卧式容器按总长,立式容器按总咼。2壳体内径mm按GB/T151-2014热交换器8.2.1规定圆筒内直径允许偏差。a)用板材卷制时,内直径允许偏差可通过外圆周长加以控制,其外圆周长允许上偏差为10;下偏差为0。b)用钢管作圆筒时,其尺寸允许偏差应符合相应管子的标准要求。3壳体长度mm按GB150-2011压力容器10.2.4.5规定筒节长度应W300。组装时,相邻筒节A类接头焊缝中心线间外圆弧长以及封头A类接头焊缝中心线与相邻筒节A类接头焊缝中心线间外圆弧长应钢材厚度的3倍,且W100。4壳体直线度mm按GB150-2O11压
2、力容器6.5.4规定除图样另有规定外,壳体直线度允差应才壳体长度的1%o。当直立容器的壳体长度30m时,其壳体直线度允差应2(0.5L/1000)+15。注:壳体直线度检查是通过中心线的水平和垂直面,即沿圆周0、90、180、270四个部位进行测量。测量位置与筒体纵向接头焊缝中心线的距离W100。当壳体厚度不同时,计算直线度时应减去厚度差。按NB/T47041-2014塔式容器表16中的第二条直线度允差。a)任意3000长度筒体直线度偏差W3;b)圆筒总长度LW30000时,总偏差WL%o;L30000时,总偏差W0.5L%+15按GB/T151-2014热交换器8.2.3规定圆筒直线度允许偏
3、差为WL%。,且:当LW6000时,其值三4.5;L6000时,其值三8。5壳体圆度mm按GB150-2011压力容器6.5.10规定承受内压的容器组装完成后,按要求检查壳体的圆度。.二二a)壳体同一断面上最大内径与最小内径之差应才1%Di(对锻焊容器为1%。),且才25;b)当被检断面与开孔中心的距离小于开孔直径时,则该断面上最大内径与最小内径之差应才1%Di(对锻焊容器为1%。)与开孔直径的2%之和,且才25。按GB/T151-2014热交换器8.2.2规定圆筒同一断面上,最大直径与最小直径之差为eW0.5%DN,且:a)当DNW1200时,e5;b)DN12002000时,e才7;c)D
4、N20002600时,d才12;b)DN26003200时,e才14;e)DN32004000时,e才16。6冷卷筒节投料的钢材厚度mm按GB150-2011压力容器6.2.1规定制造中应避免材料表面的机械损伤。对于尖锐伤痕以及不锈钢容器耐腐蚀表面的局部伤痕、刻槽等缺陷应予修磨,修磨斜度最大为1:3。修磨深度应才该部位钢材厚度的5%,且才2,否则应予补焊。对于复合板的成形件、堆焊件以及金属衬里层,其修磨深度才覆层(或堆焊层、衬里)厚度的30%,且才1,否则应予补焊。7封头成型后最小厚度mm按封头工艺文件中的要求执行。8封头内表面形状偏差mm按GB/T25198-2010压力容器封头6.3.8规
5、定按封头标准断面形状线向内缩进一定尺寸(视封头大小而定,以不影响测量形状公差为宜)作为间隙样板轮廓。检查时应使样板垂直于待测表面。封头内表面形状偏差应符合以下要求:样板与封头内表面的最大间隙:外凸才1.25%Di内凹才0.625Di9封头直边纵向皱折深度mm按GB/T25198-2010压力容器封头6.3.10规定封头的直边部分不得存在纵向皱折。按GB150-2011压力容器6.5.2规定在焊接接头环向形成的棱角E,用弦长=1/6Di,且300的内样板或外样板检查,其E才5/10+2,且才5;在焊接接头轴向形成的棱角E,用长度300的直尺检查,其E才5/10+2,且才5。&乩3B类焊接接头肛农
6、悯筒与球形封头相连的丸类岬接接,肖两肌钢钛專崖不等肘*若蒲馬厚底慎WIGmm两板厚廈差超过3厚度酣Wnm.阴瓶厚度莖大于,或超过5mm时均应按图的畏茨单面或衣面削薄厚槻边缘*或按同样舉集釆用車坤方徳將薄板边嫌烬血斜向.鸭两桥序度笔小于卜列數疽时*则对口错边悬E按乩5.1#求冲刹口常边星右風较薄扳啤度为垦腿确定“在测墟对口错边童占时*不应计人两板厚度的菱值.10A类、B类焊缝最大棱角度mmF.U:隔-冒S7不等厚陛的炎悍接桂头以矗H1简与球腿封买相涯前A类焊接按戟蔓擡型式W,2.5.3在焊接接头坪向琏虑的樓角直,用找托等于加内径瓦:垃芥小于300mm的内样极或外样扳植査(见图细-斗儿具拆值不应大
7、于g臥+2)inn.口.不大于4mmo在坤接接丟桐罔闿戒的楼博E(见图J0-51.JT1K度不小加加巾的吏閱捡夜,武E價不应大于(4】$.+Jmm,且不大于4fTrtin按压力容器通用工艺规程2.1规定对接在平板状态下拼接时,对口错边量按下表执行。对口处钢材厚度5对口错边量b5W12W0.512V5W20W120V5W50W35501/165且才10按GB150-2011压力容器6.5.1规定A、B类焊接接头对口错边量b应11A类、B类焊缝最大错边量mm符合下表的规定。锻焊容器B类焊接接头对口错边量b应才1/85,且才5。复合钢板的对口错边量b才钢板复层厚度的50%,且才2。“亠、:注:球形封
8、头与圆筒连接的环向接头以及嵌入式接管与圆筒或封头对接连接的A类接头,按B类焊接接头的对口错边量要求。对口处钢材厚度5按焊缝类别划分的对口错边量bA类B类121/45122032040340503501/165且101/85且12-202.4吃40UCM厲卫啞K40-=50Q卫50壬2,4V怯第班兽稅制咸粉0.6-珥14-訥至1/53;*1隔注t邸形封头4MWJE按恂环向按棗灿艮槪人式摆席与販简或并头对接控接的a类接头,便甘虽焊接接头的对口帖边城要求*按焊接作业指导书的要求执行。12按GB150-2O11压力容器7.3.4规定:A)标准抗拉强度下限值Rm540MPa的低合金钢焊缝最大咬边材、Cr
9、-M。低合金钢材、不锈钢材料、承受循环载荷、有应力腐蚀、低温以及焊接接头长度/连续长度取为1的容器(无缝钢管制造的容器除外),其焊缝表面不得有咬边。B)其他容器焊缝表面的咬边深度才0.5,咬边连续长度100,焊缝两侧咬边的总长不得超过该焊缝长度的10%。13焊缝余高标准抗拉强度下限值Rm2540MPa的钢材及Cr-Mo低合金钢材其他钢材单面坡口双面坡口单面坡口双面坡口e1e2e1e2e1e2e1e2010%8S且W301.5010%81且W3010%82且W3015%8S且W401.5015%8且W4015%8且W4按焊接作业指导书的要求执行。按GB150-2011压力容器7.3.1规定A、B
10、类接头焊缝的余高ee?按下表规定。B)竝面坡口hi双面坡口焊接前:按GB150-2011压力容器6.3规定坡口表面要求a)坡口表面不得有裂纹、分层、夹杂等缺陷。14焊缝外观质量b)标准抗拉强度下限值Rm2540MPa的低合金钢材及Cr-Mo低合金钢材经热切割的坡口表面,加工完成后应进行磁粉检测,1级合格。c)施焊前,应清除坡口及两侧母材表面至少20mm范围内(以离坡口边缘的距离计)的氧化皮、油污、熔渣及其他有害杂质。焊接后:按GB150-2011压力容器7.3.3规定焊接接头表面应按相关标准进行外观检查,不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满、夹渣和飞溅物;焊缝与母材应圆滑过度
11、;角焊缝的外形应凹形圆滑过渡。15角焊缝质量按GB150-2011压力容器7.3.2规定C、D类接头的焊脚尺寸,在图纸无规定时,取焊件中较薄者之厚度。补强圈的焊脚,当补强圈的厚度8时,其焊脚等于补强圈厚度的70%,且8。按GB150-2011i压力容器7.3.3规定焊接接头表面应按相关标准进行外观检查,不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满、夹渣和飞溅物;焊缝与母材应圆滑过度;角焊缝的外形应凹形圆滑过渡。GB150-2011压力容器6.5.5组装时,壳体上焊接接头的布置应满足以下要求:a)相邻筒节A类接头间外圆弧长,应大于钢材厚度的3倍,且不大于100mm;焊缝布局要求b)封头
12、A类拼接接头,封头上嵌入式接管A类接头,与封头相邻筒节的A类接头相互间的外圆弧长,均应大于钢材厚度的3倍,且不大于100mm;c)组装筒体中,任何单个筒节的长度不得小于300mm;d)不宜采用十字焊缝。6.5.8容器内件和壳体间的焊接应尽量避开壳体上的A、B类焊接接头。6.5.9容器上凡被补强圈、支座、垫板等覆盖的焊缝,均应打磨至与母材齐平。16端盖开合及联锁公差等级基本尺寸段0.533663030-12012(40040(100010020002004000中等m0.10.10.20.30.50.81.22粗糙c0.20.30.50.81.2234保证开合及联锁灵活可靠按GB150-2011
13、压力容器6.8.1规定机械加工表面和非机械加工表面的线性尺寸的极限偏差,分别按GB/T1804中的m级和c级的规定。按GB/T1804-2000一般公差未注公差的线性和角度尺寸的公差5.1规定线性尺寸的m级和c级极限偏差数值按下表。17法兰面垂直于接管或筒体按GB150-2011压力容器6.5.6规定法兰面垂直于接管或圆筒的主轴中心线,接管和法兰的组件与壳体组装应保证法兰面的水平或垂直(有特殊要求的应按图样规定),其偏差均不得超过法兰外径的1%(法兰外径小于100时,按100计算),且才3。18法兰密封面质量无径向贯穿伤痕19法兰螺栓孔与设备主轴中心线位置按GB150-2011压力容器6.5.
14、6规定法兰的螺栓孔应与壳体主轴中心线或铅垂线跨中布、蠻置。有特殊要求时,应在图样中注明。按GB150-2011压力容器6.6.1容器法兰按JB/T47004703进行加工,管法兰按相应标准要求进行加工;6.6.2规定平盖和筒体的加工按以下规定:a)螺柱孔或通孔的中心圆直径以及相邻两孔弦长允差为0.6;任意两孔弦长允差按下表规定;设计内径Di1200允差1.01.52.0b)螺孔中心线与端面的垂直度允差0.25%;c)螺纹基本尺寸与公差分别按GB/T196、GB/T197的规定;d)螺孔的螺纹精度一般为中等精度,或按相应标准选取。螺栓、螺柱、螺母按GB150-2011压力容器6.7规定6.7.1
15、公称直径才M36的螺栓、螺柱和螺母,按相应标准制造。6.7.2容器法兰螺柱按JB/T4707的规定。6.7.3公称直径M36的螺柱和螺母除应符合6.6.2,c)、d)和相应标准规定外,还应满足如下要求:a)有热处理要求的螺柱,其试样与试验按GB150.2-2011的相关规定;b)螺母毛胚热处理后应做硬度试验;c)螺柱应按JB/T4730进行表面检测,1级合格。支座位置及地脚螺栓孔间距按GB150-2011压力容器10.2.4.7规定直立容器的底座圈、底板上地脚螺栓通孔应均布,中心圆直径允差、相邻两孔弦长允差和任意两孔弦长允差均才+3。21容器的主要几何尺寸、管口方位按GB150-2011压力容
16、器6.8.3规定应符合图样要求22补强圈按JB/T4736-2002补强圈规定安装补强圈时,应注意使螺栓孔放置在壳体最低位置。由M10螺孔通以0.40.5MPa压缩空气,检查补强圈连接焊缝的质量,角焊缝不得有渗漏现象。23主要内件位置及尺寸按GB150-2011压力容器6.5.8规定容器内件和壳体焊接的焊缝应尽量避开壳体上的A、B类焊接接头。24容器内外表面质量按GB150-2011压力容器6.5.9规定容器上凡被补强圈、支座、垫板等覆盖的焊缝,均应打磨至与母材齐平。25铭牌安装位置及拓印图如果图纸没规定就按GB150-2011压力容器1321规定容器铭牌应固定于明显的位置,其中低温容器的名牌不能直接铆固在壳体上。26标志、油漆、包目土按GB150-2011压力容器13.3规定容器的涂敷与运输包装除应符合JB/T4711的规定床外,还应符合设计文件要求。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
