 不良分析案例
不良分析案例

《不良分析案例》由会员分享,可在线阅读,更多相关《不良分析案例(11页珍藏版)》请在装配图网上搜索。
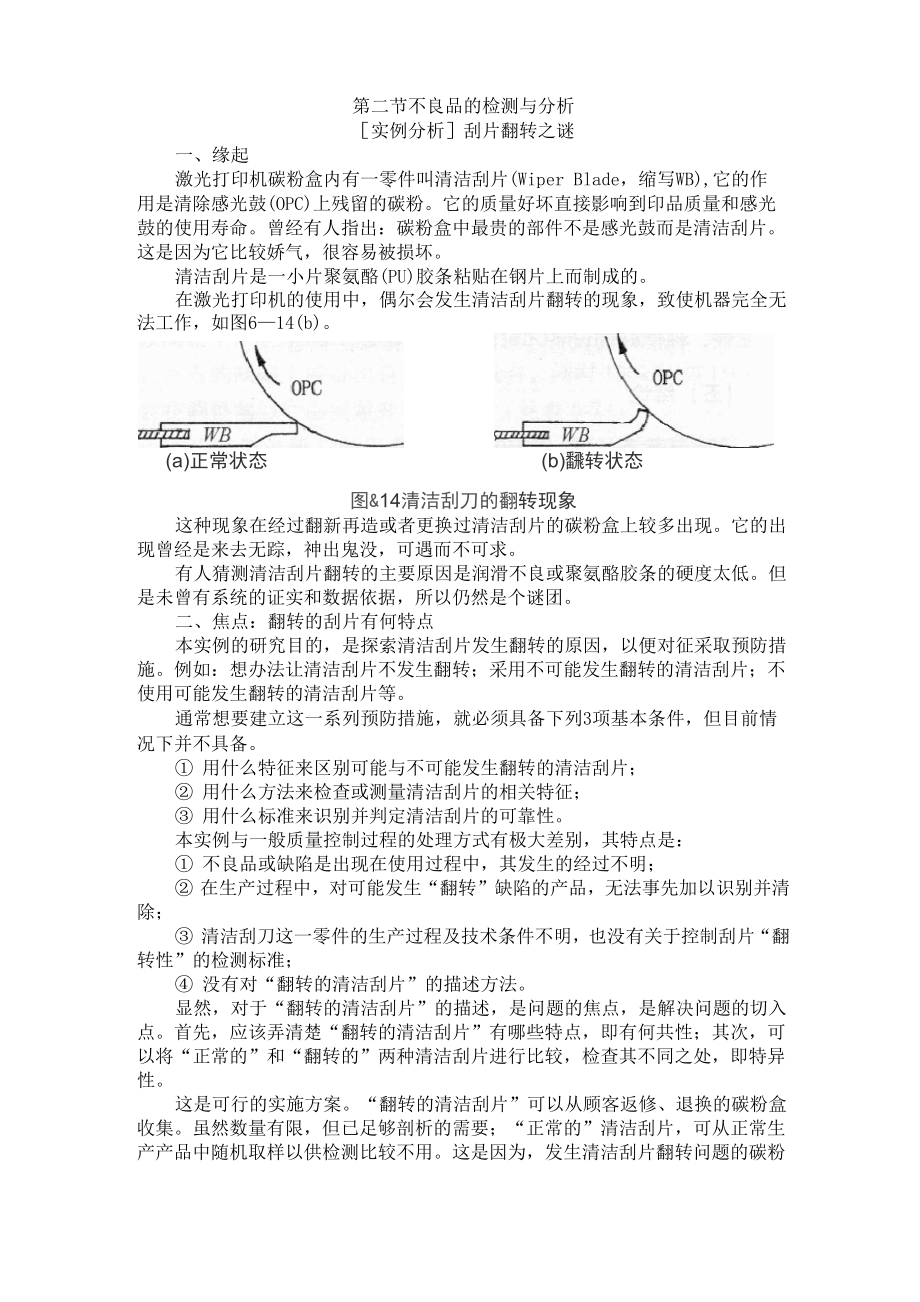
1、第二节不良品的检测与分析实例分析刮片翻转之谜一、缘起激光打印机碳粉盒内有一零件叫清洁刮片(Wiper Blade,缩写WB),它的作 用是清除感光鼓(OPC)上残留的碳粉。它的质量好坏直接影响到印品质量和感光 鼓的使用寿命。曾经有人指出:碳粉盒中最贵的部件不是感光鼓而是清洁刮片。 这是因为它比较娇气,很容易被损坏。清洁刮片是一小片聚氨酪(PU)胶条粘贴在钢片上而制成的。在激光打印机的使用中,偶尔会发生清洁刮片翻转的现象,致使机器完全无 法工作,如图614(b)。(a)正常状态(b)飜转状态图&14清洁刮刀的翻转现象这种现象在经过翻新再造或者更换过清洁刮片的碳粉盒上较多出现。它的出 现曾经是来去
2、无踪,神出鬼没,可遇而不可求。有人猜测清洁刮片翻转的主要原因是润滑不良或聚氨酪胶条的硬度太低。但 是未曾有系统的证实和数据依据,所以仍然是个谜团。二、焦点:翻转的刮片有何特点本实例的研究目的,是探索清洁刮片发生翻转的原因,以便对征采取预防措 施。例如:想办法让清洁刮片不发生翻转;采用不可能发生翻转的清洁刮片;不 使用可能发生翻转的清洁刮片等。通常想要建立这一系列预防措施,就必须具备下列3项基本条件,但目前情 况下并不具备。 用什么特征来区别可能与不可能发生翻转的清洁刮片; 用什么方法来检查或测量清洁刮片的相关特征; 用什么标准来识别并判定清洁刮片的可靠性。本实例与一般质量控制过程的处理方式有极
3、大差别,其特点是: 不良品或缺陷是出现在使用过程中,其发生的经过不明; 在生产过程中,对可能发生“翻转”缺陷的产品,无法事先加以识别并清 除; 清洁刮刀这一零件的生产过程及技术条件不明,也没有关于控制刮片“翻 转性”的检测标准; 没有对“翻转的清洁刮片”的描述方法。显然,对于“翻转的清洁刮片”的描述,是问题的焦点,是解决问题的切入 点。首先,应该弄清楚“翻转的清洁刮片”有哪些特点,即有何共性;其次,可 以将“正常的”和“翻转的”两种清洁刮片进行比较,检查其不同之处,即特异 性。这是可行的实施方案。“翻转的清洁刮片”可以从顾客返修、退换的碳粉盒 收集。虽然数量有限,但已足够剖析的需要;“正常的”
4、清洁刮片,可从正常生 产产品中随机取样以供检测比较不用。这是因为,发生清洁刮片翻转问题的碳粉 盒与碳粉盒的产量相比,所占比例极小,其概率至多为万分之几。那么,从整体 上观察,生产中使用的清洁刮片的平均数据,可以视为“正常值”。这是本实例 的基本认识方法之一。认识方法之二是根据目前比较普遍的观点来设计若干检测项目,如刮片的聚 氨酪胶条硬度等。认识方法之三是模拟推测“翻转”现象的机械原理,设计可量化比较的检测 项目,例如聚氨酯胶条的平直度、厚度、宽度及定位宽等。在以下分析中,“翻转的清洁刮片”简称“翻转片”,它取自顾客投诉样品; “新片”,是指未曾使用过的、生产装配中合格的清洁刮片,属于新品;“旧
5、片”, 是指从回收再造的旧的碳粉盒上拆卸下来的、可再用的清洁刮片。新片和旧片的 相关数据,都是通过随机取样并基于相当数量的样本的检测结果取其平均值而 得。在阐述时将略去其检测过程和原始数据。三、检测结果(一)清洁刮片的结构如图6-15是清洁刮片的结构示意图。(二)检测项目及其方法(1)刃宽:指刮片突出金属支架部分的投影宽度(见图6-15中的),单位 mm。平均刃宽是对一组样本或对各个样本作若干次刃宽测定的算术平均值。在以下分析过程中,诸如平均刃厚、平均硬度等项目,均可 照此类推。(3)定位宽:指刀口面到定位子L沿的距离(见图615中的c),单位mm。(4)平直度:这是本实例分析中检查刮片刃口是
6、否平直的项目,是通过测量 刃口的不直度并计算其斜率后换算而成的。其中,刃口不直度又称隙宽,指刃背 面和刃口面两者的公共边与通过此边的两个端点的直线的重合程度。即用此两线之间的最大距离来表示,如图616中的a和b,单位mm。斜率是指隙宽与刮 片刃长(胶条长度)的百分比的百分点,如百分比0. 08%读作斜率0. 08。平直度则取以l减斜率的差。如上例:平直度= 1-0. 08 = 0. 92(5)刃口型式:从图6-16中可以看出,刮片刃口有两类基本类型:一种如“C 型”,其刃口呈凹入状;一种如“D型”,其刃口呈凸出状。对于这两种型式的 刮片,将予以分别考察。(6)相对硬度:在本实例中,相对硬度是使
7、用邵氏(A型)硬度计,按照特 定的方法,对刮片胶条所测得的邵氏硬度值。由于测定的试样规格不是规定的标 准厚度,所以称为相对硬度,仅用于本实例的比较分析。在上述几项检测中,除相对硬度的检测使用邵氏硬度计外,其余均使用于分 卡尺。(三)检测结果1. 外观尺寸的测定 刃宽比较,参见表6-10。表6-10清洁刮片刃宽的比较单位:mm型号新片 平均值旧片 平均值翻转片平均值12345平均值74A7. 497. 487. 427. 4298A8. 158. 007. 898. 048. 128. 117. 898. 013900A6. 576. 576. 486. 483903A7. 247. 437.
8、737. 733906A8. 187. 937. 93 刃厚比较,如表6-11。表6-11清洁刮片刃厚的比较 单位:mm型号新片 平均值旧片 平均值翻转片平均值12345平均值74A1. 701. 661. 701. 7098A1. 591. 581. 541. 581. 571. 531. 541. 553900A1. 211. 211. 141. 143903A1. 651. 691. 701. 703906A1. 761. 821. 82 定位宽比较,参见表6-12。表 6-12 清洁刮片定位宽的比较单位:mm型号新片 平均值旧片 平均值翻转片平均值12345平均值74A14. 6814
9、. 4414. 7514. 7598A18. 2418. 0017. 7217. 8117. 8917. 8417. 9117. 833900A19. 8019. 7119. 6219. 623903A14. 7014. 6014. 6414. 643906A17. 7917. 8417. 842平直度及刃口型式的测定 平直度及刀口型式的比较,参见表6- 13 。表 6-13 清洁刮片平直度及刃口型式的比较单位:mm型号新片旧片翻转片型号 平均 斜率型号平 均 平直度按刃口型式分组平直度 平均值12345平直度 平均值a组b组C组79A0. 020. 970.96C0.94D0.94D0.95
10、0.92D0.9298A0. 030. 971.001.001.001.000.92D0.94D0.92D0.89D0.92D0.923900A0. 140. 860.94C1.001.000.980.77D0.773903A01. 000.96C1.001.000.990.94D0.943906A0. 050. 950.94D0.94说明:表中“C,与“D”为刃口型式代号。3相对硬度的测定 相对硬度值的比较,参见表6-14。表 6-14 清洁刮片相对硬度的比较单位:mm型号新片 平均值旧片 平均值翻转片平均值12345平均值74A69. 8468. 5067. 2567. 2598A71.
11、8369. 1667. 2566. 2568. 0070. 0067. 7567. 853900A61. 5963. 0859. 5059. 503903A73. 2571. 5067. 5067. 503906A72. 7367. 2567. 25四、分析与结论(一)检测结果分析1.外观足寸外观尺寸检测值大小分布的基本规律是:新片旧片翻转片。具体表现如 下述:(1)刃宽。翻转片比新片和旧片小,只有一个特例3903A的刃宽偏大。但必 须注意到:其定位宽仍然偏小(图6-17、6-19)。型号“日片。翻转片图&17 刃宽懾差仆布图型号*朗片c翻转片图&用刃厚偏差分布图(2)刃厚。翻转片与新片和旧片
12、比较有大有小。但其偏差值均超过生产过程 允许的0. 01mm偏差。并且,还必须注意到,尽管有的型号翻转片刃厚值较大, 但其相对硬度值却特别低(图6-18)。(3)定位宽。大多数翻转片的定位宽小于新片和旧片。74A和3906A的翻转 片虽属例外,但其刃宽仍小于新片和旧片(图6-19)。型号ill 片。翻转片图6J9進位宽偏并分布图总之,在刃宽和定位宽的测定结果中,翻转片总有一项是小于新片的。2. 平支度及刃口型式平直度测定结果表明,所有的翻转片的平直度均小于新片和旧片。基本规律 是:新片旧片翻转片,但新片和旧片的差异不显著。在翻转片平直度的检测过程中发现,所测得的隙宽范围为O. 130. 75m
13、m, 平均为0. 25mm。换句话说,胶条不直度偏差处于高度异常状态,普遍超过生产 过程允许的0. Ol的偏差。所有的翻转片的刃口型式都是属于“D”型(见图6-20和表6-13)。3. 相对硬度翻转片的相对硬度都远远低于新片和旧片,比新片低1. 385. 75。 基本规律是新片旧片翻转片(图6-21)。顺便指出,检测过程及数据显示,3900A刮片的相对硬度值比其他几种型号 的刮片高出很多,这可能是其常发生润滑不良甚至“震颤”现象的重要因素。(二)结论(1)相对硬度显著偏低是翻转片最重要的特征之一。测定结果表明,翻转片比新片各种型号的相对硬度分别下了 3. 1%8. 5%; 旧片各种型号的相对硬
14、度分别比新片的下降了 1. 8%5. 3%。这是清洁刮片的 聚氨酪材料随着时间和使用条件(热、臭氧等)的影响发生老化作用所造成的。这 说明,胶条过度老化是发生翻转的根本原因之一。进行激光打印机碳粉盒的翻新 工作时对此应特别加以注意,并且可以借助相对硬度的测定作为鉴别手段,避免 使用过度老化的清洁刮片。旧片旧片翻转丹口翻转片图6-20平直度偏差分布图图6-21相对硬度偏差分布图(2)平直度偏差过大,特别是刃口凸出(即“D”型)的刮片,是翻转片最重要 的特征之二。在研究过程中,曾获得刚刚发生刮片翻转时所出的第1份打印稿,其图像是 从纸角开始异常,显示翻转是从刮片的一端触发引起的。这种现象表明平直度
15、和 刃口型式的检测具有重要的意义。可以套用机械切削原理来分析清洁刮片刃角P及其与感光鼓接触形成的后 角a和前角y的变化关系(参看图6-15、表6-15)。当平直度偏差相当大,并且刃口呈凸出状态时,刃口中段与感光鼓的接触紧, 后角a变小(正常状态后角a =24。,刃角P视为定值),前角y随之增大,阻力 减低;而两端的y角相对较小,其阻力也相对较高;两端不直度偏差是不同的, 因而阻力也不平衡,刮片刃口处于不稳定状态,当阻力集中于某一端时,就可能 触发翻转。当刃口两端不等宽时,也容易形成阻力集中点。对于凹型刃口来说, 刮片两端则是平衡的,处于相对稳定状态,较之容易形成阻力集中点,因而不容 易发生突变
16、翻转现象。这里的分析仅仅是限于刃口及平直度偏差因素的分析,发 生翻转必须有其他因素的协同作用或者叠加作用的存在。(3) 外观尺寸变化对刮片翻转问题的影响是综合性的,最终取决于尺寸配合 对刮片胶条的刚性及刃口的接触角有何影响。从检测结果来分析,定位宽和刃厚 的缩减是不利的因素。(4) 润滑性问题。为了验证润滑性对于翻转的影响,曾经对翻转片施加足够 的润滑剂,结果照样发生翻转。润滑剂只能改善不稳定状态(表 6-15)而不能改 变翻转状态。要解决刮片翻转问题单靠施加润滑剂足不够的。综上所述,导致清洁刮片翻转的主要因素是硬度下降、刃口平直度不够且呈 凸出型式,以及外观尺寸定位宽和刃厚的减缩。各种因素之
17、间会发牛互相影响, 例如其间r1J能发生抵消或叠加效应。清洁刮片翻转的触发条件是刮片与感光鼓接触面的摩擦力分布不均匀及局 部阻力增大时,胶条硬度不够可能触发翻转。为了预防激光碳粉盒在使用中清洁刮片发牛翻转问题,建议 生产过程剔除 有下列缺陷的刮片:相对硬度比规定值低25%的;平直度比规定值低3%的;刃 口型式为凸型的或者两端不等宽的;定位宽尺寸偏差超出-0. 05+ 0. 15mm; 刃厚尺寸偏差超出0_ 0. 2mm。456781011表6-15 各种因素水平变动的影响相 对 硬 度水平变动前角0正常或偏大,刮片刃背面被子顶弯偏小,刮片与0PC平整接触正常或偏大,刮片刚性升高,不易反向扭曲偏小,刮片刚性下降正常或偏高,刮片刚性升商,不易反向扭曲偏低,刮片刚性下隐正常平直度,刮片OPC接触均衡吻合平直度偏低 即隙宽偏大D型刃口,中段与OPC接触 紧,有一端定位宽相对较小,易 被扭风C型刃口,中段与OPC接触 松,两端定位宽相对较大变小变大,阻力小刮片顺向提起3变小刮片反向提起3变大变小 变小 变大 变小 变小变大变小近中段3变小,两端3变大近中段3变大,两端3变小变大,阻力小变小,阻力大变大,阻力小 变大,阻力小 变小,阻力大 变大,阻力小 变大,阻力小变小,阻力大变大,阻力小中段阻力小, 两端阻力大中段阻力大, 两端阻力小
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
