 机械制造工艺学第六版秦曾煌习题集ch33加工误差的性质05
机械制造工艺学第六版秦曾煌习题集ch33加工误差的性质05

《机械制造工艺学第六版秦曾煌习题集ch33加工误差的性质05》由会员分享,可在线阅读,更多相关《机械制造工艺学第六版秦曾煌习题集ch33加工误差的性质05(80页珍藏版)》请在装配图网上搜索。
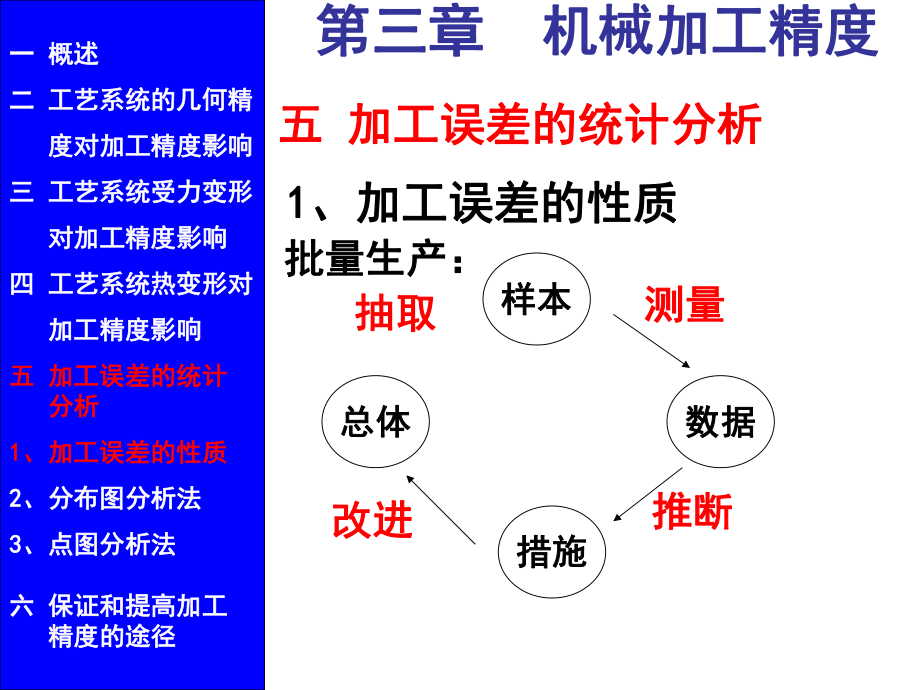
1、第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径总体总体样本样本数据数据措施措施抽取抽取测量测量推断推断改进改进批量生产:批量生产:五五 加工误差的统计分析加工误差的统计分析1 1、加工误差
2、的性质、加工误差的性质系统误差系统误差第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径随机误差随机误差常值系统误差常值系统误差变值系统误差变值系统误差加加工工误误差差第三章第三章 机械加工精
3、度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径顺序加工一批工件中,其加工顺序加工一批工件中,其加工误差的误差的大小和方向都保持不变大小和方向都保持不变,或者或者按一定规律变化按一定规律变化。1)系统误差:)系统误
4、差:常值系统误差常值系统误差变值系统误差变值系统误差第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径常值系统误差常值系统误差q加工原理误差;加工原理误差;q机床、刀具、夹具的制造误差;机床、
5、刀具、夹具的制造误差;q机床、夹具磨损;机床、夹具磨损;q工艺系统的受力变形等引起的加工艺系统的受力变形等引起的加工误差。工误差。变值系统误差变值系统误差第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途
6、径精度的途径q机床、刀具和夹具等在机床、刀具和夹具等在热平衡前的热变形误差。热平衡前的热变形误差。q刀具的磨损等。刀具的磨损等。第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径2 2)随机误
7、差)随机误差顺序加工的一批工件中,顺序加工的一批工件中,加工误差的大小和方向加工误差的大小和方向随机变化。随机变化。q毛坯误差复映毛坯误差复映q定位误差定位误差q夹紧误差夹紧误差q多次调整的误差多次调整的误差q残余应力引起的变形误差残余应力引起的变形误差第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、
8、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径一般情况下:一般情况下:系统误
9、差是可以消除的,系统误差是可以消除的,随机误差则是不能的。随机误差则是不能的。第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径2 2、误差的分布图分析法、误差的分布图分析法1 1)实验分布图
10、)实验分布图2 2)理论分布曲线)理论分布曲线3 3)分布图分析法的应用)分布图分析法的应用第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径根据一批零件的加工尺寸或误差根据一批零件的加工尺寸
11、或误差的实测数据,绘制尺寸或误差的的实测数据,绘制尺寸或误差的分布图。分布图。1 1)实验分布图(直方图)实验分布图(直方图)样本及样本容量样本及样本容量:样本样本 抽取的零件抽取的零件。样本容量样本容量n n抽取的零件件数抽取的零件件数(n(n的大小的大小)minmaxxxR1kRd组距:极差:第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1
12、 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径样本尺寸或误差的最大值样本尺寸或误差的最大值x xmaxmax 与与最小值最小值 x xminmin之差。之差。XminXmaxnmfii频率频率:第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析
13、分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径各组中的零件数各组中的零件数dnmi组距频率频率密度样本容量样本容量频率密度频率密度:第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图
14、分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径直方图:直方图:以以组距组距为横坐标,相应的为横坐标,相应的频数频数为纵坐标作长方形,依次做出为纵坐标作长方形,依次做出各数据组的长方形,就构成了各数据组的长方形,就构成了直方图。直方图。x样本的平均值X和标准差S统计数字特征:统计数字特征:niixnx11样本的平均值:表示样本尺寸分散中心表示样本尺寸分散中心第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加
15、工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径与公差带中心不重合,有常值与公差带中心不重合,有常值系统误差。系统误差。21)(11niixxnS第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变
16、形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径样本的标准差样本的标准差反映一批工件的反映一批工件的尺寸分散程度尺寸分散程度。它是由变值系统误差和随机误差它是由变值系统误差和随机误差决定的,误差大,决定的,误差大,S S也大,误差小,也大,误差小,S S也小。也小。mm06.001.060解解 (1)取样本容量取样本容量 100取取k=9,Xmax=54微米微米 Xmin=16微米微米例例3-3 磨削一批轴,实测
17、轴径尺寸如表磨削一批轴,实测轴径尺寸如表3-3,绘制工件加工尺寸的直方图。轴径为:绘制工件加工尺寸的直方图。轴径为:mmkxxkRd75.48165411minmax(2)求组距)求组距各组组界为:各组组界为:2)1(minddjx),2,1(kj(3)求各组频数)求各组频数XmaxXmin12n(4)画出直方图)画出直方图平均值37.3m标准差S=8.93 mmm06.001.06060.0660.01(6S=53.586S=53.58 m m)T=50 m m(5)在直方图上作出Amax、Amin由直方图可以直观地看到由直方图可以直观地看到:n该批工件的尺寸有一分散范围,尺寸偏大、该批工件
18、的尺寸有一分散范围,尺寸偏大、偏小者很少,大多数居中;偏小者很少,大多数居中;n尺寸分散范围尺寸分散范围(6S=53.586S=53.58 m m)略大于公差略大于公差值(值(T=50 T=50 m m),说明本工序的加工精度),说明本工序的加工精度稍显不足;稍显不足;n分散中心与公差带中心分散中心与公差带中心AmAm基本重合,表明基本重合,表明机床调整误差(机床调整误差(常值系统误差常值系统误差)很小。)很小。第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工
19、精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径2 2)理论分布曲线)理论分布曲线正态分布正态分布:用用调整法调整法加工一批零件,如不存加工一批零件,如不存在明显的变值系统误差,其尺寸在明显的变值系统误差,其尺寸分布近似于正态分布。分布近似于正态分布。2)(2121xey分布的概率密度分布的概率密度随机变量随机变量算术平均值算术平均值(表示曲线表示曲线位置)位置)随机变量
20、的标准差随机变量的标准差(表示曲线形状)(表示曲线形状)21maxy正态分布图的性质正态分布图的性质表征分布曲线位置的参数表征分布曲线位置的参数表征分布曲线形状的参数表征分布曲线形状的参数Z=(x-x-)/)/=0,=0,=1=1标准正态分布标准正态分布2)(2121xeydzezFzz02221)(当当Z=(x-x-)/)/=3 3 (x-x-=3 3 )由表由表3-53-5查得查得2F2F(3 3)=99.73=99.73。说明随机变量。说明随机变量x x落在落在士士3 3 范围以内的概率为范围以内的概率为99.7399.73,落在此,落在此范围以外的概率仅范围以外的概率仅0.270.27
21、,很小。因此可,很小。因此可以认为正态分布的随机变量的分散范围是以认为正态分布的随机变量的分散范围是士士3 3 。-士士3 3 原则原则。6 的大小代表了某种加工方法在一定的的大小代表了某种加工方法在一定的条件下所能达到的加工精度。条件下所能达到的加工精度。正态分布总体的正态分布总体的 和和 求取:求取:通过样本平均值和样本标准差通过样本平均值和样本标准差S S来估计来估计 与与T T之间具有下列关系:之间具有下列关系:6 6 T T6 T时,是否一定不超差?时,是否一定不超差?两次调整两次调整:双峰曲线非正态分布:非正态分布:平顶分布平顶分布刀具均匀磨损:刀具均匀磨损:不对称分布不对称分布轴
22、轴孔孔刀具热变形:瑞利分布瑞利分布端面圆跳动等,接近端面圆跳动等,接近0较多较多第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径3 3)分布图分析法的应用)分布图分析法的应用没有变值系统误差
23、没有变值系统误差尺寸分布应服从正态分布尺寸分布应服从正态分布(1 1)判别加工误差性质)判别加工误差性质样本平均值是否与公差带样本平均值是否与公差带中心重合?中心重合?第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高
24、加工 精度的途径精度的途径常值系统误差判断常值系统误差判断常值系统误差常值系统误差随机误差随机误差变值系统误差变值系统误差(2 2)确定工序能力及其等级)确定工序能力及其等级工序能力:工序能力:是指工序处于稳定状态时,加工误是指工序处于稳定状态时,加工误差正常波动的幅度。差正常波动的幅度。当加工尺寸服从正态分布时,其尺寸分散范围当加工尺寸服从正态分布时,其尺寸分散范围是是6 6,所以工序能力就是,所以工序能力就是6 6 。工序能力等级:工序能力等级:是以是以工序能力系数工序能力系数来表示的,来表示的,它代表了工序能满足加工精度要求的程度。当它代表了工序能满足加工精度要求的程度。当工序处于稳定状
25、态度时,工序处于稳定状态度时,工序能力系数工序能力系数CpCp为为:Cp=TCp=T6 6 分为分为5 5个等级,一般个等级,一般Cp1,Cp1,即即2 2级以上级以上工工序序能能力力系系数数工工序序等等级级说说明明C Cp p 1 1.6 67 7特特级级工工艺艺能能力力过过高高,可可以以允允许许有有异异常常,不不一一定定经经济济1 1.6 67 7 C Cp p 1 1.3 33 3一一级级工工艺艺能能力力足足够够,可可以以允允许许一一定定的的异异常常波波动动1 1.3 33 3 C Cp p 1 1.0 00 0二二级级工工艺艺能能力力勉勉强强,必必须须密密切切注注意意1 1.0 00
26、0 C Cp p 0 0.6 67 7三三级级工工艺艺能能力力不不足足,可可能能出出现现少少量量不不合合格格品品0 0.6 67 7 C Cp p四四级级工工艺艺能能力力很很差差,必必须须加加以以改改进进Cp=TCp=T6 6 6 T超差超差 AMAminAmaxXminXmax不出现不合格品的条件:不出现不合格品的条件:Cp1T 6 +2 -AM6 T轴:可修复不合格品率轴:可修复不合格品率孔:不孔:不可修复不合格品率(废品)可修复不合格品率(废品)AMAminAmaxXminXmax不合格品率:不合格品率:轴:不可修复不合格品率(废品)轴:不可修复不合格品率(废品)孔:孔:修复不合格品率修
27、复不合格品率轴:轴:-3 dmax 可可修复不合格品率修复不合格品率孔:孔:-3 dmax 不可修复不合格品率(废品)不可修复不合格品率(废品)(3 3)估计合格品率)估计合格品率例一:例一:8944.03944.05.0)()F(z25.1,5BABAzFzz合格率A maxA min0.0024,00.012,0.003ABxx 6 0.0072-0.0072T例二:加工一批小轴例二:加工一批小轴mm02.011(比较两台机床)(比较两台机床)mmmmxmmmmx0025.0,015.11004.0,005.112211第二台第一台11.00511.015T11.0210.98第一台合格率
28、高,第二台误差过大,但精度高第一台合格率高,第二台误差过大,但精度高哪台合格率高?哪台精度高?哪台合格率高?哪台精度高?1 1)Cp=TCp=T6 6 =0.9=0.92 2)不合格品率)不合格品率Z=(x-x-)/)/=2=2例三:已知例三:已知016.0043.012,x分析工序加工质量分析工序加工质量3)如何调整?)如何调整?分布曲线练习题:分布曲线练习题:例例 加 工 一 批 小加 工 一 批 小 轴 外 圆轴 外 圆,直 径 公 差 为,直 径 公 差 为T=0.16mm,T=0.16mm,经检验尺寸偏小而超差的废品率为经检验尺寸偏小而超差的废品率为2.28%,2.28%,尺寸偏大而
29、可修复的废品率为尺寸偏大而可修复的废品率为8.85%,8.85%,加工后轴颈尺寸呈正态分布,试求:加工后轴颈尺寸呈正态分布,试求:(1)(1)和和Cp;Cp;(2)(2)尺寸分布中心与公差带中心的距离尺寸分布中心与公差带中心的距离;(3)(3)若要避免出现废品,则刀具需调整若要避免出现废品,则刀具需调整 1解:绘示意图解:绘示意图2)求标准差)求标准差,根据,根据2xz2222xxz35.1111xxz因因F(Z2)=0.5-2.28%=0.4772 F(Z1)=0.5-8.85%=0.4115(1)(2)式(式(1)+式(式(2)得)得35.321xx而而Txx21所以所以047761.03
30、5.316.035.3T55833.0047761.0616.06TCp2)求)求 (1)-(2)得)得015522.0325.0221xx由于由于221xx 所以得解所以得解3)求)求 1 1 =X2 X3所以得解所以得解 X3=u-3 222xz 1 =X2 X3=第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误
31、差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径分布图分析法的缺点:分布图分析法的缺点:没有考虑一批工件加工的先后没有考虑一批工件加工的先后顺序,故不能反映误差变化的顺序,故不能反映误差变化的趋势(趋势(反映不了质量与时间的反映不了质量与时间的关系关系),),反映不了变值系统误反映不了变值系统误差差。第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺
32、系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径3 3、点图分析法、点图分析法分布图分析法分布图分析法前提是前提是工艺过工艺过程应该是稳定的程应该是稳定的。在这个前。在这个前提下,讨论工艺过程的精度提下,讨论工艺过程的精度指标(如工序能力系数指标(如工序能力系数CpCp、废品率等)才有意义。废品率等)才有意义。第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对
33、加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工 精度的途径精度的途径1)工艺过程稳定性)工艺过程稳定性 、保持不变保持不变2)用点图分析工艺过程稳定性)用点图分析工艺过程稳定性反映每个工件尺寸(或误差)反映每个工件尺寸(或误差)与加工时间的关系。与加工时间的关系。单值点图单值点图 (顺序样本顺序样本)极限
34、尺寸线极限尺寸线控制界线控制界线极限尺寸线极限尺寸线控制界线控制界线极限尺寸线、控制界线作为控制不合格品的参考界线。极限尺寸线、控制界线作为控制不合格品的参考界线。第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析1 1、加工误差的性质、加工误差的性质2 2、分布图分析法、分布图分析法3 3、点图分析法、点图分析法六六 保证和提高加工保证和提高加工
35、 精度的途径精度的途径X-R图图常值误差常值误差随机误差随机误差是平均值是平均值X控制图和极差控制图和极差R控制控制图联合使用的统称。前者控制图联合使用的统称。前者控制分布中心,后者控制分散程度。分布中心,后者控制分散程度。第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1 1、误差预防技术
36、、误差预防技术2 2、误差补偿技术、误差补偿技术指减少原始误差或减少原始指减少原始误差或减少原始误差的影响。误差的影响。1、误差预防技术、误差预防技术六六 保证和提高加工精度的途径保证和提高加工精度的途径2、误差补偿技术、误差补偿技术人为增加一误差去补偿存在人为增加一误差去补偿存在的原始误差。的原始误差。第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分
37、析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术误差预防技术误差预防技术1 1)合理采用先进工艺与设备)合理采用先进工艺与设备2 2)直接减少原始误差法)直接减少原始误差法3 3)转移原始误差)转移原始误差4 4)均分原始误差)均分原始误差5 5)均化原始误差)均化原始误差6 6)就地加工法)就地加工法第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对
38、工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术1 1)合理采用先进工艺与设备)合理采用先进工艺与设备安排工艺时采用先进的工艺安排工艺时采用先进的工艺和设备,使每道工序都具备和设备,使每道工序都具备足够的工序能力。足够的工序能力。第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热
39、变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术如:薄壁零件夹紧如:薄壁零件夹紧 细长轴加工细长轴加工跟刀架、弹性尾座顶尖跟刀架、弹性尾座顶尖轴向夹紧轴向夹紧2 2)直接减少原始误差法)直接减少原始误差法应用较广。设法查明影响加工应用较广。设法查明影响加工精度的主要原始误差,并对其精度的主要原始误差,并对其直接进行消除或减少。直接进行消除或减少。敏感方向敏感方向-非敏感方向非敏感方向第三章第三章 机械加工精度机械加工精度一一 概
40、述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术3 3)转移原始误差)转移原始误差立轴转塔车床刀架转位误差的转移立轴转塔车床刀架转位误差的转移第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三
41、 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术4 4)均分原始误差)均分原始误差误差分组法:误差分组法:把毛坯按误差大小分为把毛坯按误差大小分为n n组,组,按各组分别调整刀具与工件按各组分别调整刀具与工件的相对位置或选用合适的定的相对位置或选用合适的定位元件,就可大大缩小整批位元件,就可大大缩小整批工件的尺寸分散范围。工件的尺寸分散范围。误差复映
42、误差复映圆轴上铣平面,保证工序尺寸公差圆轴上铣平面,保证工序尺寸公差0.02圆轴直径公差为圆轴直径公差为0.05不分组:定位误差为不分组:定位误差为0.035分组:分组:2组:各组误差组:各组误差0.025,定位定位 误差误差0.0173组:各组误差组:各组误差0.017,定位定位 误差误差0.0124组:各组误差组:各组误差0.0125,定位定位 误差误差0.0088第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形
43、对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术自为基准加工、互为基准加工自为基准加工、互为基准加工易位法:精密分度盘分度槽面的加工易位法:精密分度盘分度槽面的加工5 5)均化原始误差)均化原始误差第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影
44、响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术6 6)就地加工法)就地加工法“自刨自自刨自”、“自磨自自磨自”加工加工第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1
45、 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术2 2、误差补偿技术、误差补偿技术人为地造出一种新的原始误差人为地造出一种新的原始误差去抵消当前成为问题的原有的去抵消当前成为问题的原有的原始误差,并尽量使两者大小原始误差,并尽量使两者大小相等,方向相反,从而达到减相等,方向相反,从而达到减少加工误差,提高加工精度的少加工误差,提高加工精度的目的。目的。在线检测在线检测:第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变
46、形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术检测误差检测误差-自动补偿自动补偿偶件自动配磨:偶件自动配磨:第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证
47、和提高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术将互配件中的一个零件作为将互配件中的一个零件作为基准,去控制另一个零件的基准,去控制另一个零件的加工精度。加工精度。积极控制起决定作用的误差因素积极控制起决定作用的误差因素第三章第三章 机械加工精度机械加工精度一一 概述概述二二 工艺系统的几何精工艺系统的几何精 度对加工精度影响度对加工精度影响三三 工艺系统受力变形工艺系统受力变形 对加工精度影响对加工精度影响四四 工艺系统热变形对工艺系统热变形对 加工精度影响加工精度影响五五 加工误差的统计加工误差的统计 分析分析六六 保证和提高加工保证和提
48、高加工 精度的途径精度的途径1 1、误差预防技术、误差预防技术2 2、误差补偿技术、误差补偿技术在某些复杂精密零件的加工中,在某些复杂精密零件的加工中,当无法在线测量和控制主要精当无法在线测量和控制主要精度参数时,应设法控制起决定度参数时,应设法控制起决定作用的误差因素。作用的误差因素。采用淋浴使采用淋浴使工件恒温工件恒温(a)锥形:)锥形:(1)车床两顶尖与纵向导轨在水平面不平行车床两顶尖与纵向导轨在水平面不平行 (2)车刀的均匀磨损车刀的均匀磨损(b)鞍形:鞍形:(1)车床两顶尖与纵向导轨在垂直面内不平行车床两顶尖与纵向导轨在垂直面内不平行 (2)纵向导轨在水平面不直纵向导轨在水平面不直(
49、鞍形鞍形)或纵导轨的扭曲或纵导轨的扭曲 (3)加工短而粗工件机床刚度沿床身纵向不一致加工短而粗工件机床刚度沿床身纵向不一致 (4)加工大长轴开始时,刀具热伸长为主使工件直径加工大长轴开始时,刀具热伸长为主使工件直径 减小具热平衡后,刀具磨损为主使工件直径逐渐增大。减小具热平衡后,刀具磨损为主使工件直径逐渐增大。(c)腰鼓形:腰鼓形:(1)加工细长轴时,工件弹性变形引起的加工细长轴时,工件弹性变形引起的 (2)纵向导轨在水平面不直(腰鼓形)纵向导轨在水平面不直(腰鼓形)(d)喇叭形:喇叭形:(1)悬臂加工,工件弹性变形引起的悬臂加工,工件弹性变形引起的 (2)车刀的热伸长车刀的热伸长 (3)纵向导轨在水平面内不直纵向导轨在水平面内不直
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
