 甲板焊接变形矫正
甲板焊接变形矫正

《甲板焊接变形矫正》由会员分享,可在线阅读,更多相关《甲板焊接变形矫正(3页珍藏版)》请在装配图网上搜索。
1、船甲板焊接变形矫正新方法在造船行业中,只要用到薄钢板,船甲板就将产生扭曲变形,而这种变形将无法完全消除。但是,当发现产生变形的根本原因后,我们发现一种最有经济效益和管理效益的Terac热矫正方法。过去由于缺乏薄板热矫正知识或加热过程控制手段,有些情况下将导致薄板上的筋板热变形更加严重,而对于Terac 感应加热系统的应用进行评估发现,这种方法大大减少了矫正时间。另外,就感应热矫正对薄板材料性能和微观结构的影响进行评估,均没有产生任何不利影响。1. 什么是矫正造船行业的甲板焊接变形问题,已被研究了数10年,但是各种变形问题依然以不同方式存在。另外,特别对于军用船只,甲板越薄变形越往结构内部转移。
2、对于高强度钢,如Lioyds DH36(或同级别的S355),这种现象更普遍。最新发布的数据显示,薄板的变形量可以控制在可管理的范围内。目前,通过增加少许余量进一步降低变形已经实现,但是成本很高。传统的热矫正方法,通常是用于处理厚度8mm的钢板。热矫正的过程是把钢板一侧加热,而另一侧还是冷的,热面冷却时产生的张力把钢板拉直。然而当加热薄钢板时,热量很容易传递到钢板内。这时,加热区域内的筋板也容易被加热,坚硬的筋板就会产生热变形。这样一来把钢板加热到目标温度就需要更长的时间、燃烧更多的气体。大量的热散失到周围环境中,将引起多方面的不利后果。在澳大利亚做的试验表明:对于4mm厚的X80钢板,加热区
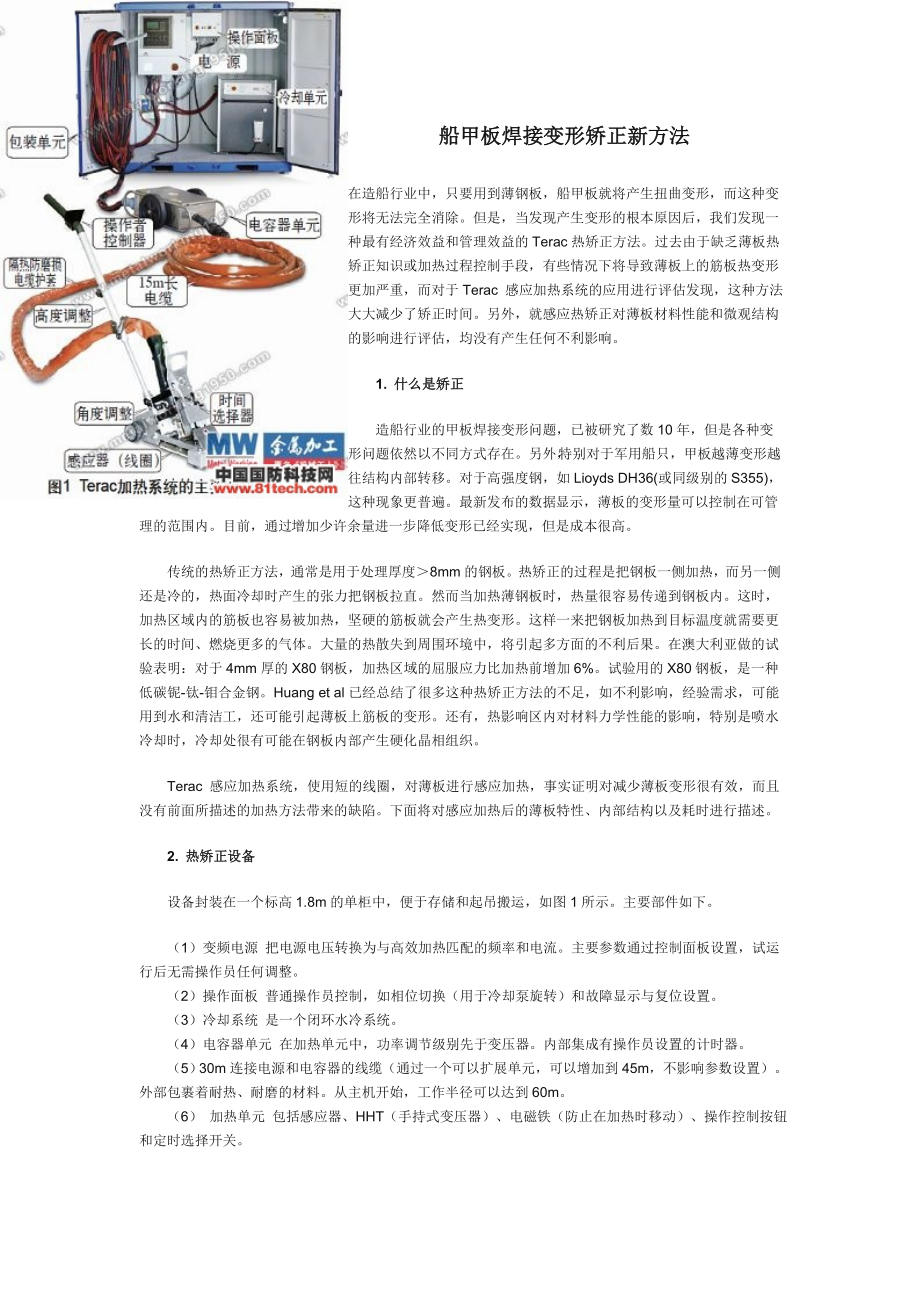
3、域的屈服应力比加热前增加6%。试验用的X80钢板,是一种低碳铌-钛-钼合金钢。Huang et al已经总结了很多这种热矫正方法的不足,如不利影响,经验需求,可能用到水和清洁工,还可能引起薄板上筋板的变形。还有,热影响区内对材料力学性能的影响,特别是喷水冷却时,冷却处很有可能在钢板内部产生硬化晶相组织。Terac 感应加热系统,使用短的线圈,对薄板进行感应加热,事实证明对减少薄板变形很有效,而且没有前面所描述的加热方法带来的缺陷。下面将对感应加热后的薄板特性、内部结构以及耗时进行描述。2. 热矫正设备设备封装在一个标高1.8m的单柜中,便于存储和起吊搬运,如图1所示。主要部件如下。(1)变频电
4、源 把电源电压转换为与高效加热匹配的频率和电流。主要参数通过控制面板设置,试运行后无需操作员任何调整。(2)操作面板 普通操作员控制,如相位切换(用于冷却泵旋转)和故障显示与复位设置。(3)冷却系统 是一个闭环水冷系统。(4)电容器单元 在加热单元中,功率调节级别先于变压器。内部集成有操作员设置的计时器。(5)30m连接电源和电容器的线缆(通过一个可以扩展单元,可以增加到45m,不影响参数设置)。外部包裹着耐热、耐磨的材料。从主机开始,工作半径可以达到60m。(6) 加热单元 包括感应器、HHT(手持式变压器)、电磁铁(防止在加热时移动)、操作控制按钮和定时选择开关。(7)立式加热系统 对于立
5、壁和或狭小空间,更加容易实现;手持式单元用于取代水平甲板加热单元,如图2所示。3. 热矫正设备操作因为感应加热的效率非常高,所以只需要很短时间就可以热透这些薄板。在感应热矫正的应用中,感应器的加热长度是160mm,4s内就可以把钢板加热到居里温度(740),根据钢板实际厚度,决定再继续加热的时间。钢板的一小片区域被加热,热量垂直传递,会在钢板表面形成很细微的一条隆起。热矫正时,这些隆起比较明显,但其影响微乎其微。正是由于垂直方向的热胀冷缩过程中产生的拉力,才把钢板拉向平整。扭曲越严重,越需要更多热量传递来产生更大的拉力。热透进钢板的程度如图3所示,热透区域在钢板背面只占很小的比例。电容器单元,
6、如图1所示,内部封装了两个计时器,操作员可以手动调节。一个适用于普通钢板加热计时,另一个适用于正对背部有加强筋板的钢板,防止筋板吸收热量无法热透钢板。把感应线圈放置到待加热区域上方后,轻按电源开关,加热就开始了,整个加热过程是自动进行的。然后,把加热单元移动到下一个待加热区域,重复上述操作即可。对于所有加热工艺而言,加热模式都是非常重要的。以一块典型船甲板为例,当对横向连接处进行加热前,纵向或许已经加热过。如果这些区域还需要进一步的热矫正,那么仍然可以对每个区域进行加热。对于Terac用户,有很多技巧需要掌握;针对立壁和水平甲板,在调试到合适的加热设置前,每个操作者都要尝试各种加热模式、顺序和
7、加热时间。必须说明的一点是,操作者之间的差别微乎其微。在热矫正过程中, 少量的Terac用户用水冷却甲板,然而,当工艺顺序允许对冷却后的区域逐个热矫正时,强制冷却对好的效果无益。需要提醒的一个重要问题是,待矫正的船甲板边缘,要有足够的约束,允许加热时把起皱部分拉平。4. 热矫正设备应用在海军船舶建造中,薄甲板的比例非常高,因此船厂中对这类船只热矫正工作量相当大。在热矫正前、过程中及完成后,都要对矫正区域的变形量进行测量。与用火焰热矫正相比,感应热矫正的过程可以更精确的控制。感应热矫正的过程,遵循船甲板的装配顺序。这些变形区域的最大允许变形量为6mm。对热矫正效果的评估,以变形量在误差范围内的结
8、构比例来定。需要注意的是,热矫正的目的不是生产完全平直的甲板,而是生产出误差范围内的甲板。因此,感应热矫正后有93%95%的甲板在误差允许范围内;而火焰热矫正后,只有51%56%的甲板合格,大小偏差都存在。当前的热矫正工艺,包括两部分:用铆钉打铝板补丁加固,然后用火焰矫正。如果拿感应热矫正工艺与上述工艺相比,作为一种经过实践检验的标准工艺,能够节省约75%的时间。节省的其他成本,包括原材料(铆钉)、加固铝板以及其他工序,例如打磨平整铆钉和再焊接、再打磨坡口。图4中有一块带拐角的外甲板和一小块甲板。小块甲板上用感应热矫正,而带拐角的用传统的火焰热矫正。经过火焰热矫正后的带拐角的甲板上,有非常明显
9、的再焊接疤痕和打磨痕迹(上面的打磨与感应加热完全无关)。不论怎样加热钢板,关键的一点都不要剧烈的改变母材的属性。试验证明,对于所有的情况,加热后的区域都会有很好的铁素体晶粒和球状合金碳化物。通常认为, 这种结构与焊接后的热影响区的内部结构类似, 分布在热影响区( HAZ) 的临界地带和交叉地带。5. 感应热矫正有效降低了变形如果想降低造船工业中钢板的变形, 必须要从导致变形的源头解决, 而不是在后续的工序中变形越来越多的时候再进行矫正。BAE 系统表面快速解决方案, 通过编制矫正程序从根源上来解决薄钢板的变形。但是,需要说明的一点是, 如果不求助于研发更高效的解决方法, 想要进一步降低变形量,
10、 将更加困难。为了减少焊接变形, 造船业着实进行大量重复的工作, 如更高的强度钢、激光切割簿板、倒角尺寸变小等, 但是仍有少量的变形存在。这个案例说明, 引进高度可控的Terac 感应热矫正机, 是非常及时而且很值得的投资。保守估计,就目前的变形程度而言, Terac 有助于进一步减少50%的重复工作。当前, 在造船行业, 这是惟一一个可行的、能够一次取得理想矫正效果的方法。6. 结语针对薄钢板的变形热矫正, 专门研发的Terac 感应热矫正系统, 完全能够生产出误差范围内的高质量钢板。与火焰热矫正效果相比, 感应热矫正显示出了较大的优越性。对厚度为4mm 钢板加热区域进行检测的结果显示, 感应热矫正没有破坏母材的材料性能。同时, 对热矫正后的Lioyds Grade DH 36 材质进行检测, 感应加热后的硬度只比加热前略微有些增加。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
