《齿轮范成法加工原理》由会员分享,可在线阅读,更多相关《齿轮范成法加工原理(4页珍藏版)》请在装配图网上搜索。
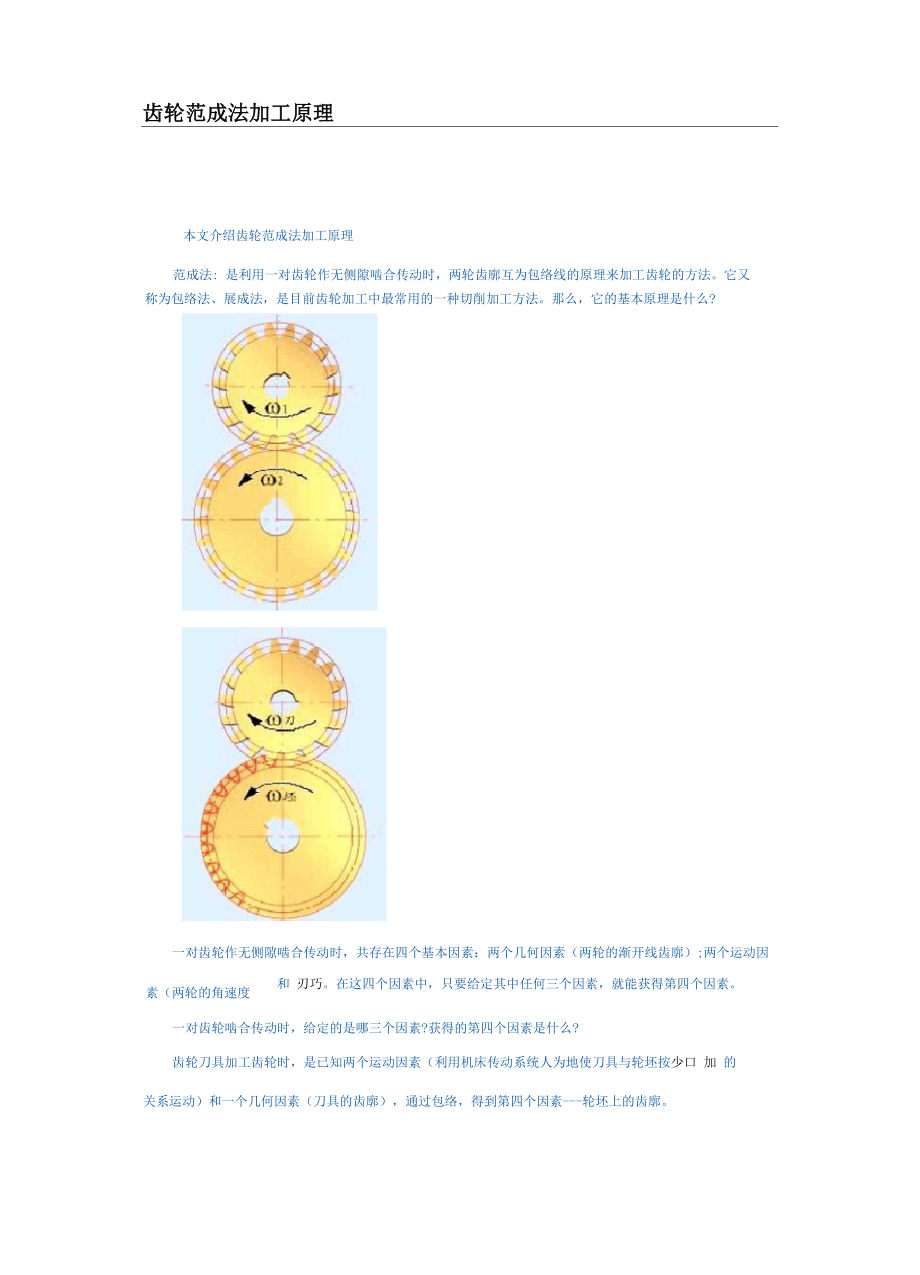
1、齿轮范成法加工原理本文介绍齿轮范成法加工原理范成法: 是利用一对齿轮作无侧隙啮合传动时,两轮齿廓互为包络线的原理来加工齿轮的方法。它又称为包络法、展成法,是目前齿轮加工中最常用的一种切削加工方法。那么,它的基本原理是什么?一对齿轮作无侧隙啮合传动时,共存在四个基本因素:两个几何因素(两轮的渐开线齿廓);两个运动因素(两轮的角速度和 刃巧。在这四个因素中,只要给定其中任何三个因素,就能获得第四个因素。一对齿轮啮合传动时,给定的是哪三个因素?获得的第四个因素是什么?齿轮刀具加工齿轮时,是已知两个运动因素(利用机床传动系统人为地使刀具与轮坯按少口 加 的关系运动)和一个几何因素(刀具的齿廓),通过包
2、络,得到第四个因素-轮坯上的齿廓。口1、齿轮插刀插齿让丿J运型Ijl 咖运劫齿轮插刀是一个齿数为 zc 的具有刀刃的外齿轮,用它可加工出模数、压力角与插刀相同而齿数为 z 的齿轮。在切削过程中, 齿轮插刀与轮坯之间的相对运动有以下四个:1)范成运动:相当于一对齿轮的啮合运动,为加工出所需齿数Z,齿轮插刀与轮坯必须以定传动比*亠转动,这是加工齿轮的主运动。2)切削运动:为了将齿槽部分的材料切去,齿轮插 刀需要沿轮坯轴线方向作往复运动。3)进给运动:为了切出轮齿的高度,齿轮插刀需要向着轮坯方向移动。4)让刀运动:为避免齿轮插刀向上运动时,擦伤已形成的齿面,轮坯需要沿径向作微量运动,在齿轮插刀向下切
3、削到轮坯前又恢复到原来的位置。优点:用同一把刀具可加工出m、均相同而齿数不同的所有齿轮。不仅可加工外齿轮还可以插齿 加工内齿轮。2、齿条插刀插齿齿条插刀切削齿轮时,齿轮插刀与轮坯之间的相对运动也有四个:范成运动: 相当于齿轮与齿条的啮合运动,为加工出所需齿数z,齿条插刀的移动速度与轮坯转动的角速度田间的关mz卩刀=oj系应为:切削运动、进给运动和让刀运动均与齿轮插刀插齿的相应运动相同。 优点:由于齿条插刀的齿廓为直线,所以,刀具制造精度较高。共同的缺点:用以上两种齿轮刀具加工齿轮,它们的切削运动都是不连续的,生产率不高,因此在目 前生产中广泛采用齿轮滚刀来加工齿轮。3、齿轮滚刀切齿滚刀的形状像
4、一个螺旋,其在轮坯端面上的投影是一齿条,当滚刀连续转动时,相当于一根无限长的 投影齿条向前移动。由于齿轮滚刀一般是单头的,其转动一周,就相当于用齿条插刀切齿时齿条插刀移过 一个齿距。所以用滚刀切制齿轮的原理和用齿条插刀切制齿轮的原理基本相同。加工直齿圆柱齿轮时,由于滚刀的螺旋线必须与直齿轮的齿向一致,因此需要把滚刀轴线倾斜一个螺 旋升角。用齿轮滚刀切制齿轮时,滚刀与轮坯的相对运动有两个:范成运动:为切制出所需齿数Z,滚刀转动时,其轴截面上的假想齿条的移动速度与轮坯转动的角速度mz r(n =田 田之间的关系应为:进给运动: 为了沿齿宽方向切出完整的齿轮,滚刀还需沿轮坯轴线方向移动(如中间箭头所示)。优点:用同一把刀具可加工出m、 U均相同而齿数不同的所有齿轮。可以实现连续切削,生产效率齿条插刀和齿轮滚刀统称为齿条型刀具。在生产中,大多数齿轮都是用齿条型刀具加工的,下面我们研究用齿条型刀具加工齿轮的情况。
 齿轮范成法加工原理
齿轮范成法加工原理