《钢质模锻件通用技术条件》由会员分享,可在线阅读,更多相关《钢质模锻件通用技术条件(3页珍藏版)》请在装配图网上搜索。
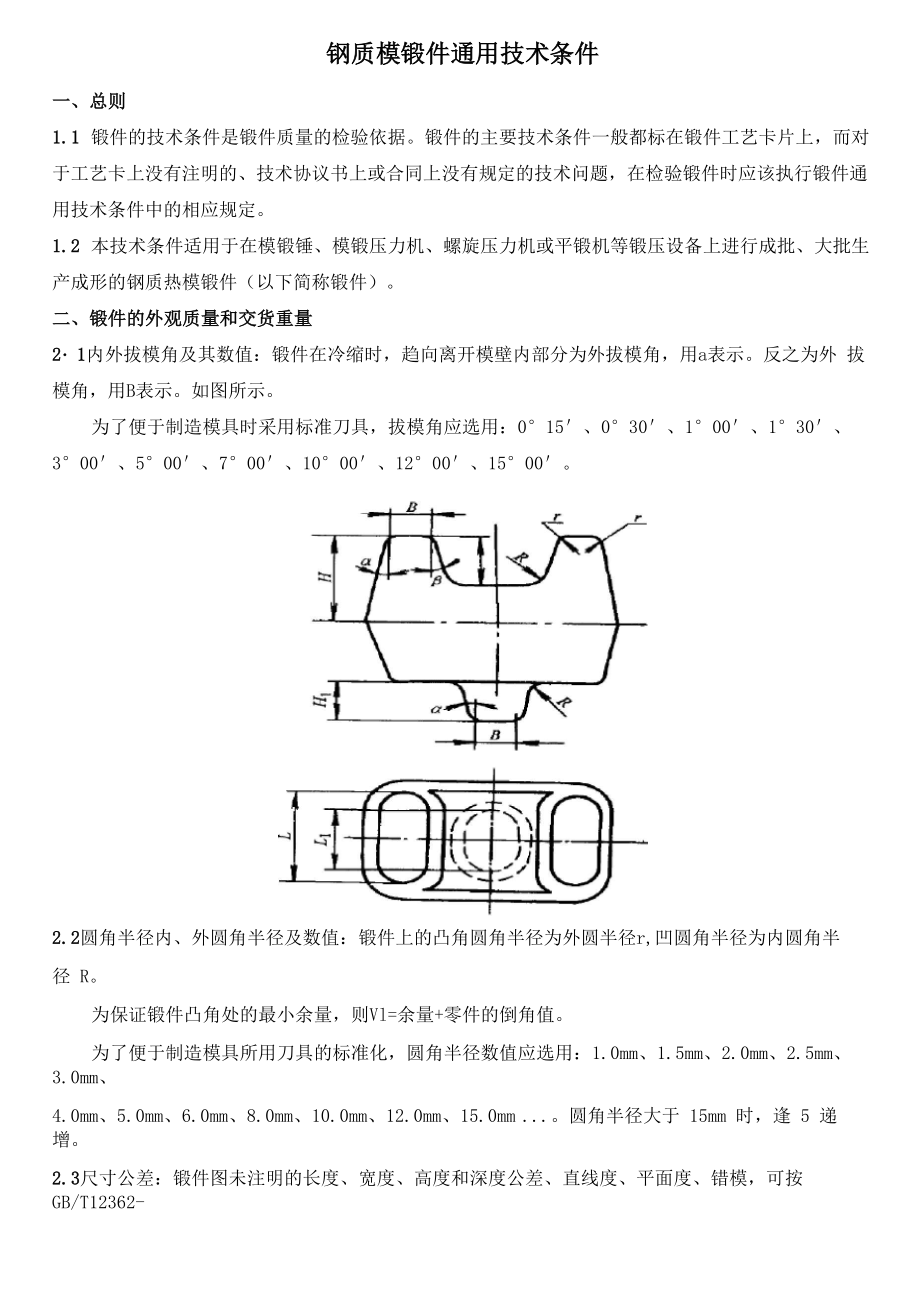
1、钢质模锻件通用技术条件一、总则1.1 锻件的技术条件是锻件质量的检验依据。锻件的主要技术条件一般都标在锻件工艺卡片上,而对 于工艺卡上没有注明的、技术协议书上或合同上没有规定的技术问题,在检验锻件时应该执行锻件通 用技术条件中的相应规定。1.2 本技术条件适用于在模锻锤、模锻压力机、螺旋压力机或平锻机等锻压设备上进行成批、大批生 产成形的钢质热模锻件(以下简称锻件)。二、锻件的外观质量和交货重量21内外拔模角及其数值:锻件在冷缩时,趋向离开模壁内部分为外拔模角,用a表示。反之为外 拔模角,用B表示。如图所示。为了便于制造模具时采用标准刀具,拔模角应选用:015、030、100、130、 300
2、、500、700、1000、1200、1500。2.2圆角半径内、外圆角半径及数值:锻件上的凸角圆角半径为外圆半径r,凹圆角半径为内圆角半径 R。为保证锻件凸角处的最小余量,则Vl=余量+零件的倒角值。为了便于制造模具所用刀具的标准化,圆角半径数值应选用:1.0mm、1.5mm、2.0mm、2.5mm、3.0mm、4.0mm、5.0mm、6.0mm、8.0mm、10.0mm、12.0mm、15.0mm。圆角半径大于 15mm 时,逢 5 递增。2.3尺寸公差:锻件图未注明的长度、宽度、高度和深度公差、直线度、平面度、错模,可按GB/T12362-1990钢质模锻件公差及机械加工余量所列数值确定
3、。2.4 表面缺陷深度:锻件的表面缺陷包括凹坑、麻点、碰伤、凹凸不平、折叠和裂纹等。锻件的表面 缺陷深度是指从锻件实际表面测量所得的局部凹陷或凸起的尺寸数值,该数值不计入锻件的实测尺 寸。(1) 加工面的缺陷深度:若锻件的实际尺寸恰等于其基本尺寸,则缺陷之深度不得大于锻件的名义加 工余量的一半。若锻件的实际尺寸大于或小于其基本尺寸,则缺陷的深度不得大于锻件名义加工余量 之半,加上或减去单边的实际偏差值。(2) 非加工面的缺陷深度:锻件表面上的凹坑、麻点、碰伤、凹凸不平之缺陷深度,不得大于 GB/T12362- 1990 所规定的数值,且允许不予清除(不超过厚度公差的 1/3)。锻件表面上的折叠
4、、裂纹之缺陷, 应当打磨清除,清除的表面必须圆滑过渡,其打磨宽度不小于深度的 6 倍,打磨深度不得大于 GB/T12362-1990 所规定的数值。2.5 锻件表面清理:锻件在锻造及热处理后,表面氧化皮清理方式有抛丸、喷砂、酸洗和滚筒清理等。 锻件如采用酸洗清理,不允许出现酸洗过度(即锻件出现蜂窝状等现象)。2.6 交货重量:由于锻件的重量是波动的,因此,锻件计算重量时规定:为了按锻件的基本尺寸加厚 度方向正偏重之半来计算,锻件交货重量为计算重量加上 1%的模具磨损重量;锻件的交货重量可以 纳入锻件图及有关技术文件或交货合同内作为有关的依据。三、锻件的内在质量 锻件生产所选用的钢材,其化学成分
5、、力学性能均应符合有关标准,应满足零件对钢材的材质或 力学性能的特殊要求;应满足锻造和热处理工艺的特殊要求。影响锻件内在质量的因素是多方面的。首先是热处理,另外还有过烧、过热、脱碳、内部裂纹、 异相、白点、金相组织、金属流线等。现就锻件的热处理、过烧、过热及脱碳作出一般规定,而其它 各项只有当特殊需要时,在订货合同或技术协议中另行商定。3.1 热处理硬度:锻件热处理硬度是指锻件经正火(退火)或调质后所得到的硬度值。锻件硬度常以 布氏硬度 HB 表示。为了便于测定,实际生产中将其换算成钢球压痕直径。3.2 锻件的过烧、过热和脱碳 (1)过烧:过烧组织晶粒粗大,晶界烧损,其力学性能显著下降。有的在
6、锻造时就开裂。过烧组织是 不能用热处理方法来消除的,可通过金相照片鉴定。(2)过热:碳素结构钢(亚共析钢或过共析钢)的过热往往以晶粒粗大,或出现魏氏组织为特征。合 金结构钢则以奥氏体晶粒粗大及硫化物等异相质点沿原奥氏体晶界析出为特征。轻度过热时其晶粒粗 大通常可以通过正火或退火消除。严重的过热则往往难以用热处理的方法来消除。过热组织可能造成 力学性能的降低,尤其对冲击韧度的影响较为显著。(3) 脱碳:脱碳是由于在加热时钢材表层碳元素的氧化或烧损所造成的,脱碳程度以脱碳的深度计量。 脱碳有全脱碳层和过渡层之分,在计算脱碳深度时,都应包括在内。脱碳深度的金相检查通常是在锻 件热处理后进行的。(4)
7、 对锻件过烧、过热和脱碳的规定a.过烧对任何类型和用途的锻件都是不允许的。凡属过烧的锻件必须报废。b.对过热和脱碳的锻件,则应区别其用途和类型,作相应的规定。根据锻件的用途和工作条件可分为: 第一类(保安件)、第二类(重要件)、第三类(一般类)。以下予以分别介绍: 第一类:工作时,受到频繁而复杂的交变应力的作用,一旦零件损坏,可能造成重大的人身伤亡事故, 如汽车的前轴、半轴、转向和制动系统的锻件。该类锻件的成品一般不允许有过热组织。有轻度过热 时,其力学性能,尤其是冲击韧度不应低于相同材质及硬度范围的数值。加工面允许的脱碳层深度按 一般表面缺陷对待,即不超过实际加工余量的一半。非加工面的允许深
8、度对中、小件(6kg以下),不 超过0.5mm,较大件不超过0.8mm。第二类:此类锻件往往承受复杂的交变应力的作用,传递较大扭矩或作高速运动,如:内燃机曲柄、 连杆、汽车的十字轴等。一旦零件损坏,可能造成车辆、机械设备事故,但一般不会造成人身安全事 故,此类件过热程度应加以限制;对碳素结构钢规定其晶粒度或魏氏组织的允许程度;对合金结构钢 规定其魏氏体的级别以及硫化物析出的程度等。在制定其过热的金相标准时,应以保证锻件力学性能, 尤以冲击韧度无明显降低为依据。在条件许可时,作实体锻件疲劳强度试验,根据试验结果制订出过 热标准。在加工面上脱碳深度仍作为一般表面缺陷对待;而非加工面,对中、小件6kg以下),不得 超过0.6mm,大件不得超过1mm;对某些特殊锻件,如杆部不加工的中、小型连杆,其杆部的脱碳层 深度不得超过 0.4mm。第三类:一般齿轮件、连接件、手柄等,此类件通常具有足够的强度,一般不易损坏,对此类锻件的 过热和脱碳可不作具体的规定。
 钢质模锻件通用技术条件
钢质模锻件通用技术条件