《各种加工方法能达到的表面粗糙度汇编》由会员分享,可在线阅读,更多相关《各种加工方法能达到的表面粗糙度汇编(6页珍藏版)》请在装配图网上搜索。
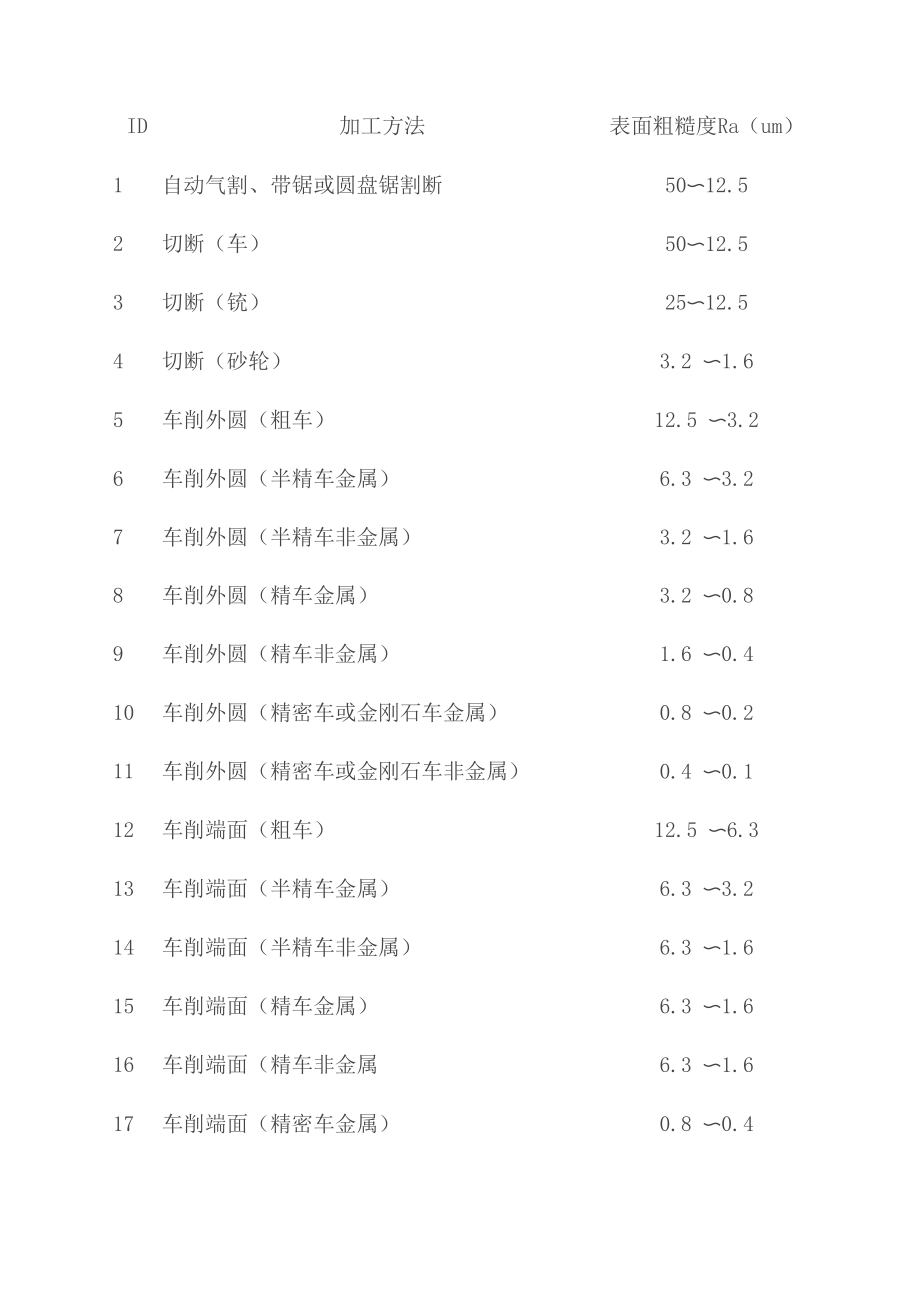
1、ID加工方法表面粗糙度Ra(um)1自动气割、带锯或圆盘锯割断5012.52切断(车)5012.53切断(铳)2512.54切断(砂轮)3.2 1.65车削外圆(粗车)12.5 3.26车削外圆(半精车金属)6.3 3.27车削外圆(半精车非金属)3.2 1.68车削外圆(精车金属)3.2 0.89车削外圆(精车非金属)1.6 0.410车削外圆(精密车或金刚石车金属)0.8 0.211车削外圆(精密车或金刚石车非金属)0.4 0.112车削端面(粗车)12.5 6.313车削端面(半精车金属)6.3 3.214车削端面(半精车非金属)6.3 1.615车削端面(精车金属)6.3 1.616车
2、削端面(精车非金属6.3 1.617车削端面(精密车金属)0.8 0.418车削端面(精密车非金属)0.8 0.219切槽(一次行程)12.520切槽(二次行程)6.3 3.221高速车削0.8 0.222钻(W 15mm)6.3 3.223钻( 15mm)256.324扩孔、粗(有表皮)12.5 6.325扩孔、精6.3 1.626锪倒角(孔的)3.2 1.627带导向的锪平面6.3 3.228镗孔(粗镗)12.5 6.329镗孔(半精镗金属)6.3 3.230镗孔(半精镗非金属)6.3 1.631镗孔(精密镗或金刚石镗金属)0.8 0.232镗孔(精密镗或金刚石镗非金属)0.4 0.233
3、高速镗0.8 0.234铰孔(半精铰一次铰)钢6.3 3.235铰孔(半精铰一次铰)黄铜6.3 1.636铰孔(半精铰二次铰)铸铁3.2 0.837铰孔(半精铰二次铰)钢、轻合金1.6 0.838铰孔(半精铰二次铰)黄铜、青铜0.8 0.439铰孔(精密铰)钢0.8 0.240铰孔(精密铰)轻合金0.8 0.441铰孔(精密铰)黄铜、青铜0.2 0.142圆柱铳刀铳削(粗)12.5 3.243圆柱铳刀铳削(精)3.2 0.844圆柱铳刀铳削(精密)0.8 0.445端铳刀铳削(粗)12.5 3.246端铳刀铳削(精)3.2 0.447端铳刀铳削(精密)0.8 0.248高速铳削(粗)1.6 0
4、.849高速铳削(精)0.4 0.250刨削(粗)12.5 6.351刨削(精)3.2 1.652刨削(精密)0.8 0.253刨削(槽的表面)6.3 3.254插削(粗)2512.555插削(精)6.3 1.656拉削(精)1.6 0.457拉削(精密)0.2 0.158推削(精)0.8 0.259推削(精密)0.4 0.02560外圆磨内圆磨(半精、一次加工)6.3 0.861外圆磨内圆磨(精)0.8 0.262外圆磨内圆磨(精密)0.2 0.163外圆磨内圆磨(精密、超精密磨削)0.0500.02564外圆磨内圆磨(镜面磨削外圆磨) 0.05065平面磨(精)0.8 0.466平面磨(精
5、密)0.2 0.0567珩磨(粗、一次加工)0.8 0.268珩磨(精、精密)0.2 0.02569研磨(粗)0.4 0.270研磨(精)0.2 0.02571研磨(精密) 0.05072超精加工(精)0.8 0.173超精加工(精密)0.1 0.0574超精加工(镜面加工、两次加工) 0.02575抛光(精)0.8 0.176抛光(精密)0.1 0.02577抛光(砂带抛光)0.2 0.178抛光(砂布抛光)1.6 0.179抛光(电抛光)1.6 0.01280螺纹加工/切削/板牙、丝锥、自开式板牙头3.2 0.881螺纹加工/切削/车刀或梳刀车、铳6.3 0.882螺纹加工/切削/磨0.8
6、 0.283螺纹加工/切削/研磨0.8 0.05084螺纹加工/滚轧/搓丝模1.6 0.885螺纹加工/滚轧/滚丝模1.6 0.286齿轮及花键加工/切削/粗滚3.2 1.687齿轮及花键加工/切削/精滚1.6 0.888齿轮及花键加工/切削/精插1.6 0.889齿轮及花键加工/切削/精刨3.2 0.890齿轮及花键加工/切削/拉3.2 1.691齿轮及花键加工/切削/剃0.8 0.292齿轮及花键加工/切削/磨0.8 0.193齿轮及花键加工/切削/研0.4 0.294齿轮及花键加工/滚轧/热轧0.8 0.495齿轮及花键加工/滚轧/冷轧0.2 0.196刮(粗)3.2 0.897刮(精)0.4 0.0598滚压加工0.4 0.0599钳工锉削12.5 0.8100砂轮清洗506.3
 各种加工方法能达到的表面粗糙度汇编
各种加工方法能达到的表面粗糙度汇编