《Q345R+310S不锈钢复合板的焊接工艺规程》由会员分享,可在线阅读,更多相关《Q345R+310S不锈钢复合板的焊接工艺规程(2页珍藏版)》请在装配图网上搜索。
1、Q345R+310S不锈钢复合板的焊接工艺规程1、使用范围本工艺适用于以310S不锈钢为复材,Q345R为基材总厚度大于或等于4mm 的不锈钢复合板的焊接。2、焊接材料的选择310S 不锈钢复合板过渡层及复层焊接材料的选用复层材质过渡层焊接复层焊接焊条牌号焊条型号焊条牌号焊条型号焊丝钢号310SA412E310MO-16A402E310-16H00Cr21Ni10基层(Q345R)手工:焊条J427或J507埋弧焊:焊丝H08MnA 焊剂HJ431氩弧焊:焊丝H08Mn2Si CO2保护焊:H08Mn2Si3、焊前准备3.1 下料 不锈钢复合钢板的切割以及坡口加工尽量采用机械加工方法,切割面应
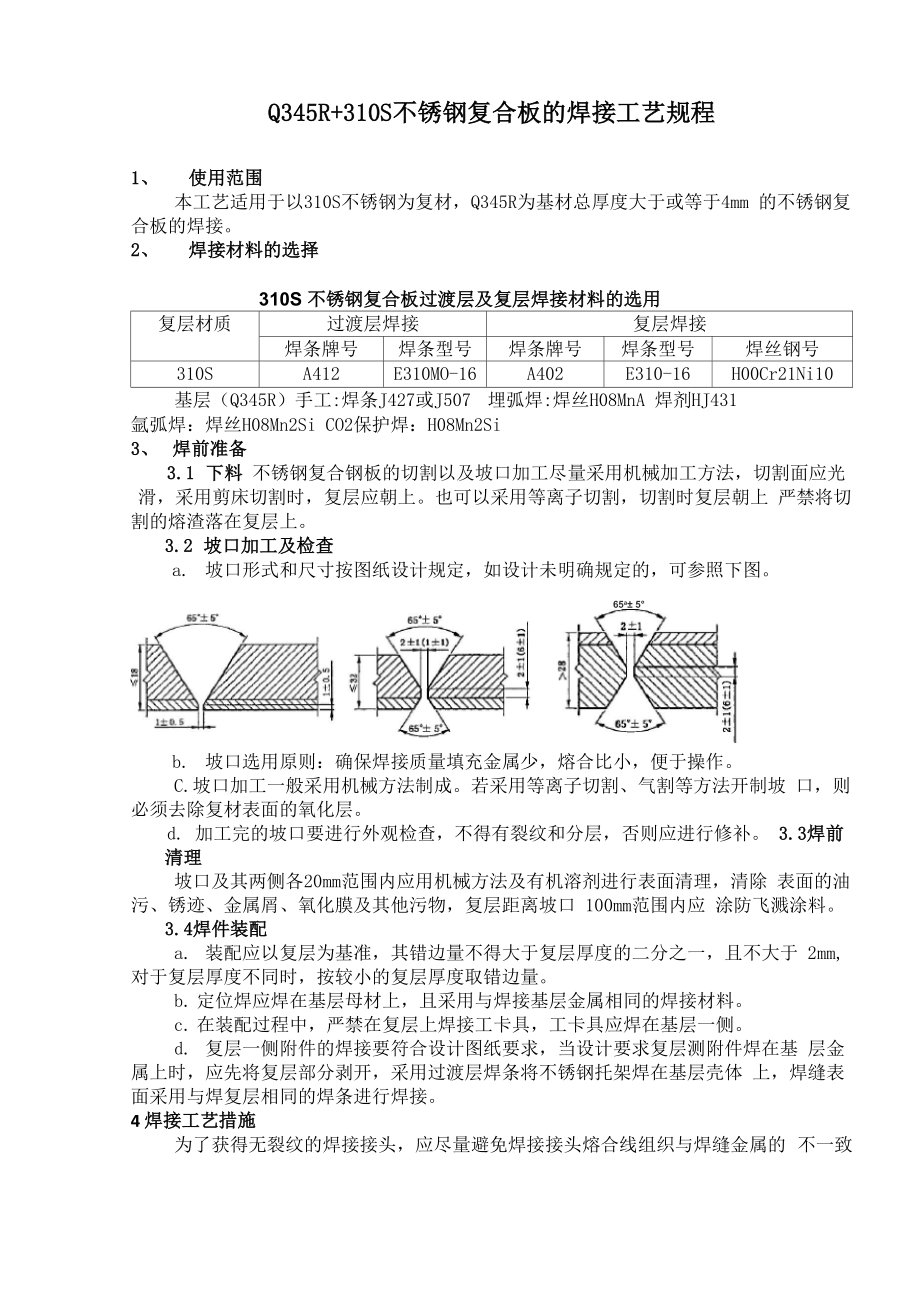
2、光滑,采用剪床切割时,复层应朝上。也可以采用等离子切割,切割时复层朝上 严禁将切割的熔渣落在复层上。3.2 坡口加工及检查a. 坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参照下图。65a 5b. 坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。C.坡口加工一般采用机械方法制成。若采用等离子切割、气割等方法开制坡 口,则必须去除复材表面的氧化层。d. 加工完的坡口要进行外观检查,不得有裂纹和分层,否则应进行修补。 3.3焊前清理坡口及其两侧各20mm范围内应用机械方法及有机溶剂进行表面清理,清除 表面的油污、锈迹、金属屑、氧化膜及其他污物,复层距离坡口 100mm范围内应 涂
3、防飞溅涂料。3.4焊件装配a. 装配应以复层为基准,其错边量不得大于复层厚度的二分之一,且不大于 2mm,对于复层厚度不同时,按较小的复层厚度取错边量。b. 定位焊应焊在基层母材上,且采用与焊接基层金属相同的焊接材料。c. 在装配过程中,严禁在复层上焊接工卡具,工卡具应焊在基层一侧。d. 复层一侧附件的焊接要符合设计图纸要求,当设计要求复层测附件焊在基 层金属上时,应先将复层部分剥开,采用过渡层焊条将不锈钢托架焊在基层壳体 上,焊缝表面采用与焊复层相同的焊条进行焊接。4 焊接工艺措施为了获得无裂纹的焊接接头,应尽量避免焊接接头熔合线组织与焊缝金属的 不一致性,使310S不锈钢一侧没有显著的稀释
4、现象,在工艺上采取了以下措施:4.1 预热温度和层间温度 焊前预热和层间温度的控制对减少裂纹的形成有一定影响。预热温度过高, 会导致焊缝的冷却速度变慢,有可能引起焊接接头晶粒边界碳化物的析出,大大 地降低接头的冲击韧性。预热温度过低,则起不到预热的作用,无法防止裂纹的 形成。预热温度和层间温度要控制在100200 C。4.2 操作工艺 复层为防止不锈钢焊接一侧晶体粗大,产生脆化和裂纹,还要采取以下工艺 措施:1、采用3.2mm的A412焊条进行过渡层的焊接,复层焊接采用4.0mm的 A402焊条;2、严格控制焊接规范,将焊接电流控制在焊条厂家推荐范围的中等偏下水平。 一般在140A左右。3、不
5、锈复合钢板对接焊缝的焊接顺序,先将开好坡口的不锈复合钢板装配好, 首先焊接基层碳钢。基层焊接完毕后要对其焊缝进行检查(包括焊缝表面和焊缝 内部质量) , 确认焊缝质量 (特别是焊缝内部质量)达到合格标准后,才能做焊 接过渡层的准备工作。为了防止未焊透,打磨要进行到暴露出基层碳钢为止,并 打磨干净。然后焊接过渡层,其焊缝要稳定地熔化到复层不锈钢板的一定厚度, 才能起到隔离作用。过渡层焊缝(包括焊缝内部质量)达到合格标准后,在过渡层 焊缝上焊接不锈钢复层。焊接不锈钢复层时,在不影响焊接接头质量的前提下, 可加快复层焊接的冷却速度,避免复层在4001000C停留时间过长,而影响其 耐蚀性能。4、过渡层采用焊条电弧焊,在保证焊透的情况下,为了减少合金元素的稀释, 希望熔合比小一些,尽可能采用小的焊接电流、快速焊、焊条不允许做横向摆动 的焊接, 复层被熔化的宽度和深度尽量保持均匀一致。,5、焊条用前应在300350C烘焙1小时,随用随取。
 Q345R+310S不锈钢复合板的焊接工艺规程
Q345R+310S不锈钢复合板的焊接工艺规程