《焊接变形的控制方法》由会员分享,可在线阅读,更多相关《焊接变形的控制方法(3页珍藏版)》请在装配图网上搜索。
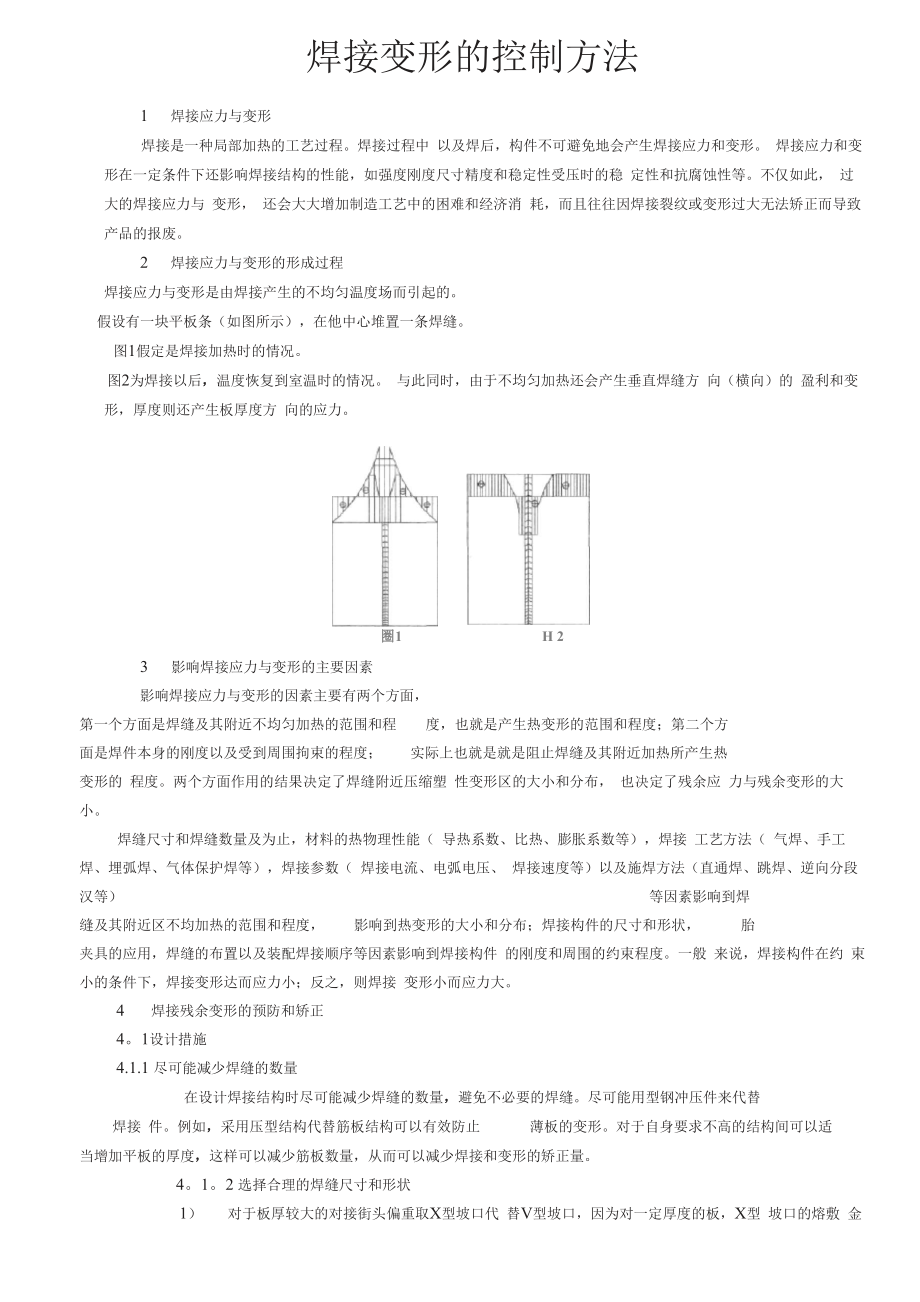
1、焊接变形的控制方法1 焊接应力与变形焊接是一种局部加热的工艺过程。焊接过程中 以及焊后,构件不可避免地会产生焊接应力和变形。 焊接应力和变形在一定条件下还影响焊接结构的性能,如强度刚度尺寸精度和稳定性受压时的稳 定性和抗腐蚀性等。不仅如此, 过大的焊接应力与 变形, 还会大大增加制造工艺中的困难和经济消 耗,而且往往因焊接裂纹或变形过大无法矫正而导致产品的报废。2 焊接应力与变形的形成过程焊接应力与变形是由焊接产生的不均匀温度场而引起的。假设有一块平板条(如图所示),在他中心堆置一条焊缝。图1假定是焊接加热时的情况。图2为焊接以后,温度恢复到室温时的情况。 与此同时,由于不均匀加热还会产生垂直
2、焊缝方 向(横向)的 盈利和变形,厚度则还产生板厚度方 向的应力。圈1H 23 影响焊接应力与变形的主要因素影响焊接应力与变形的因素主要有两个方面,第一个方面是焊缝及其附近不均匀加热的范围和程度,也就是产生热变形的范围和程度;第二个方面是焊件本身的刚度以及受到周围拘束的程度;实际上也就是就是阻止焊缝及其附近加热所产生热变形的 程度。两个方面作用的结果决定了焊缝附近压缩塑 性变形区的大小和分布, 也决定了残余应 力与残余变形的大小。焊缝尺寸和焊缝数量及为止,材料的热物理性能( 导热系数、比热、膨胀系数等),焊接 工艺方法( 气焊、手工焊、埋弧焊、气体保护焊等),焊接参数( 焊接电流、电弧电压、
3、焊接速度等)以及施焊方法(直通焊、跳焊、逆向分段汉等)等因素影响到焊缝及其附近区不均加热的范围和程度,影响到热变形的大小和分布;焊接构件的尺寸和形状,胎夹具的应用,焊缝的布置以及装配焊接顺序等因素影响到焊接构件 的刚度和周围的约束程度。一般 来说,焊接构件在约 束小的条件下,焊接变形达而应力小;反之,则焊接 变形小而应力大。4 焊接残余变形的预防和矫正4。1设计措施4.1.1 尽可能减少焊缝的数量在设计焊接结构时尽可能减少焊缝的数量,避免不必要的焊缝。尽可能用型钢冲压件来代替焊接 件。例如,采用压型结构代替筋板结构可以有效防止薄板的变形。对于自身要求不高的结构间可以适当增加平板的厚度,这样可以
4、减少筋板数量,从而可以减少焊接和变形的矫正量。4。1。2 选择合理的焊缝尺寸和形状1)对于板厚较大的对接街头偏重取X型坡口代 替V型坡口,因为对一定厚度的板,X型 坡口的熔敷 金属量大约比V型坡口少1/2。对于更大板厚的对接 接头可采用u型双U型甚至窄间 隙深坡口焊缝,以减少焊接变形。2)在保证结构有足够承载能力的前提下,应采用尽可能小的焊缝尺寸对于不需要进行 强度计算 的T型焊接接头,选取最小的工艺上合理的焊缝焊 脚尺寸在同样最小的焊脚尺寸时,用断续焊缝比用连续焊缝更能减少变形。下表为不同厚度低碳钢板的最小焊缝焊脚尺寸参低碳钢板的最小焊缝焊脚尺寸参考表板厚(mm671193315051 10
5、最小焊脚mm3468103)对于受力较大的T型接头或十字接头,在保证相同的强度条件下,采用开坡口角焊缝比一般角 焊缝可以大大减少焊缝金属,减少焊接变形4)当按计算确定T型接头角焊缝时,应当采用连续焊缝,不要采用于连续焊缝等强度 的断续焊缝。 并应采用双面连续焊缝代替等强度的单面连续焊 缝,以减少角焊缝的焊脚尺寸 5) 设计的结构尽可能使大多数焊缝可采用自动焊,此时焊接变形比手工焊小。在薄板结构中采用二 氧化碳保护焊代替手工焊或气焊,用接触电焊代替熔化焊缝可减少变形,建生焊后校正工作.4.1。3 合理选择结构形式和安排焊缝位置1)安排焊缝尽可能对称于截面中心轴,或者使焊缝靠近中心轴,以减少结构总
6、的弯曲 变形。焊缝集 中于中心轴一侧,弯曲变形大,所以尽量安排对称图3位两片半圆瓦 对接成圆筒,焊缝对称布置,弯曲 变形小而图4为钢板弯曲后进行对接, 焊缝在截 面 上侧圆筒直径较小时, 焊后引起较大的变形。图3图42)由于横向收缩通常比纵向收缩显著, 因此应 尽可能将焊缝布置在平行于要求焊接变形较小的方向.3) 当采用分部件装配和焊接时,设计时应预先考虑结构分部件的可能性,并应使部件总装成结构时的焊 接工作最小,减少总装时的焊接变形4)在设计薄板结构时, 要考虑不应由于焊接骨 架而失稳为了提高薄板结构的稳定性和降低波浪 变形,应当 选择合理的平板厚度,减少骨架间距并降 低骨架焊缝的焊脚。5)
7、设计结构时应考虑到采用简单装配焊接胎夹 具的可能。尽量避免设计曲线型结构采用平面结构可使固定状 态下的焊接装备比较简单, 对控制变形 比较有利。4。2工艺措施4。2。1反变形焊接前将结构或部件装配成具有焊接变形相反方向的预先变形反变形的程度应该能抵消焊后形 成的变形。图5为反变形情况下的应用图54.2.2刚性固定法对于刚性小的结构, 可以通过采用胎夹具或其 他临时支承方法,增加结构在焊接时的刚性,达到减 小焊接变 形的目的。但构件本身刚性越大, 则刚性固定法效果越弱。所以对控制大钢度构件的弯曲变形效果较差。而对角变 形和波浪变形较有效。4。2.3 选用合理的焊接方法的规范1)选用能量密度高的焊
8、接方法,如采用二氧化碳气体保护焊、等离子弧焊和手工点弧焊进行薄板焊接,可以 减少变形量。2) 采用较小的焊接线能量可以减少焊接变形 量但在实际生产中要考虑生产率, 焊接线能量不宜 过低。3) 焊接不对称得构件,通过选用不同的焊接参 数,可以控制和调节弯曲变形。如图6所示的 截面不 对称得梁, 焊缝1和2到中心轴的距离 e比焊缝3和4到中心轴的距离f大焊后引起的变形也 大。如果焊 缝1和2采用比焊缝3和4小的规范参数分层焊 接,可以是上下弯曲变形抵消。图64。2.4 选择合理的装配焊接顺序1)构件在装配过程中,侧面中心位置不断发生变化,因而焊接变形也变化。利用这一特点通过把结构 适当的分成部件,
9、分别装配焊装,使不对称得焊缝 和收缩量较大的焊缝在焊接过程中能比较自由的收缩而不影响 整体结构,然后拼焊成整体。这样有利于控制变形,矫正也比较容易。2)分布在侧面中心线两侧的焊缝,一般来说,先焊的一侧焊缝产生的弯曲变形比后焊的一侧焊 缝产生的弯曲变形要大。因此焊接顺序总的规律是先焊焊缝少的一侧。对于截面形状对称的结构,尽可 能采用对称焊接方法。4。2.5防止薄板焊接变形的预拉伸法在薄板焊接骨架时,采用机械的预拉伸,加热的预拉伸,或者两者同时使用,使薄板预先得到 拉伸或伸长,然后在张紧薄板上装配焊接骨架,可以有效防止波浪变形。4.3 焊接变形的矫正4。3.1机械矫正法采用压力机、矫正机或手工捶击等机械方法产 生新的塑性变形,以使原开缩短的部分得以延伸,达 到矫正变形的目的。其中多辊平板机适用于薄板拼焊件的矫正利用窄轮碾压焊缝及其两侧使之延伸 来消 除变形,用于焊缝比较规范的薄壳结构机械矫正法对塑性差的高强钢应慎用。4。3.2火焰矫正法利用火焰加热时产生的局部压缩塑性变形,使较长的金属在冷却后缩短来消除变形。本法简单,机 动灵活 , 适用面广.在使用时应控制温度和加热位 置.对低碳钢和普通低合金钢常采用 600800C的加热温度。由于需再次加热,对合金钢等慎用。
 焊接变形的控制方法
焊接变形的控制方法