 硅橡胶配方以及硫化工艺
硅橡胶配方以及硫化工艺

《硅橡胶配方以及硫化工艺》由会员分享,可在线阅读,更多相关《硅橡胶配方以及硫化工艺(15页珍藏版)》请在装配图网上搜索。
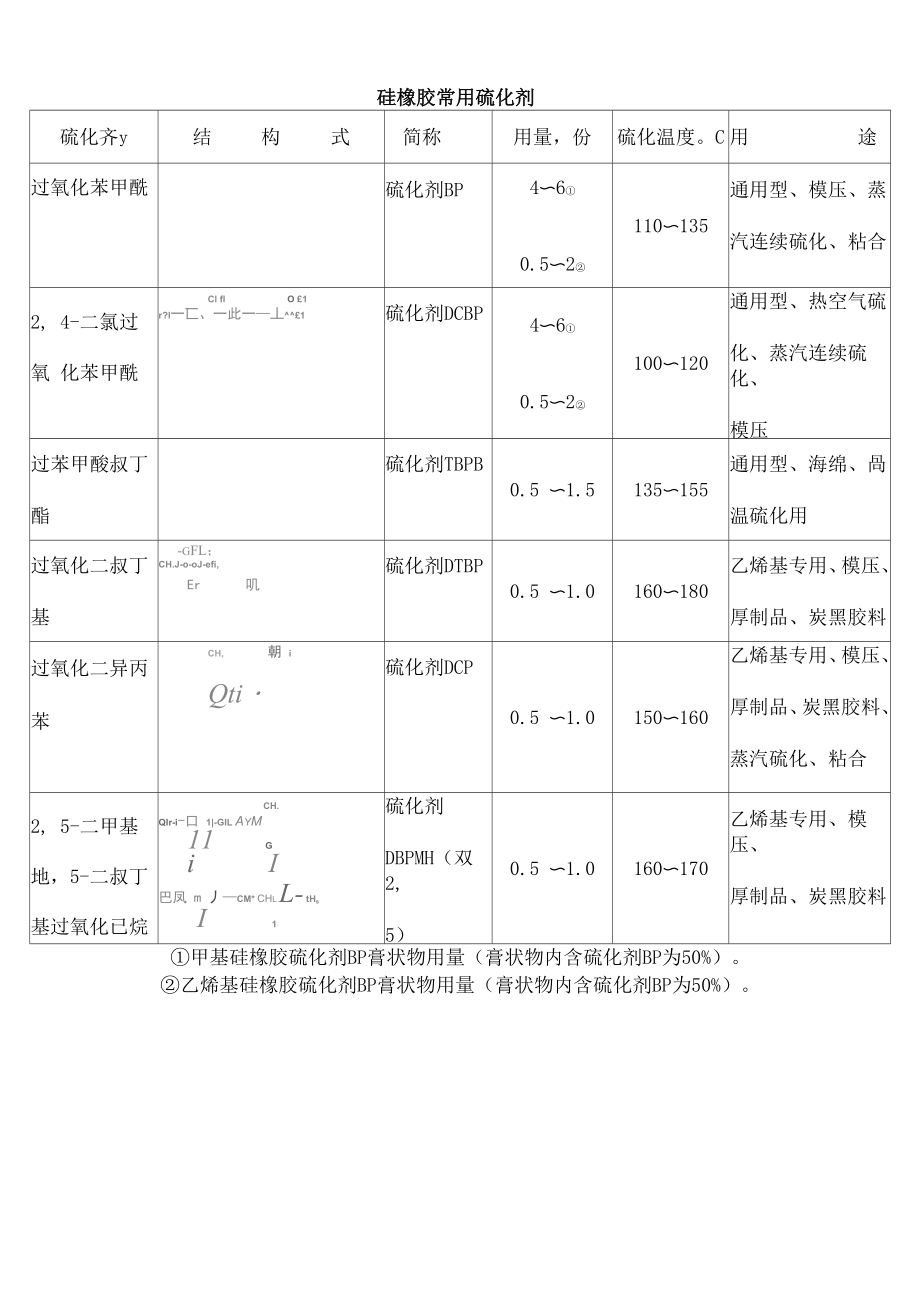
1、硅橡胶常用硫化剂硫化齐y结构式简称用量,份硫化温度。C用途过氧化苯甲酰硫化剂BP460.52110135通用型、模压、蒸汽连续硫化、粘合2, 4-二氯过氧 化苯甲酰Cl flO 1r?l一匸、一此一丄1硫化剂DCBP460.52100120通用型、热空气硫化、蒸汽连续硫化、模压过苯甲酸叔丁酯硫化剂TBPB0.5 1.5135155通用型、海绵、咼温硫化用过氧化二叔丁基-gFL;CH.J-o-oJ-efi,Er叽硫化剂DTBP0.5 1.0160180乙烯基专用、模压、厚制品、炭黑胶料过氧化二异丙苯CH,朝 iQti 硫化剂DCP0.5 1.0150160乙烯基专用、模压、厚制品、炭黑胶料、蒸汽
2、硫化、粘合2, 5-二甲基 地,5-二叔丁 基过氧化已烷CH.QIr-i-口 1|-GIL AyM11GiI巴凤 m 丿CM* CHl L- tHsI1硫化剂DBPMH(双 2,5)0.5 1.0160170乙烯基专用、模压、厚制品、炭黑胶料甲基硅橡胶硫化剂BP膏状物用量(膏状物内含硫化剂BP为50%)。乙烯基硅橡胶硫化剂BP膏状物用量(膏状物内含硫化剂BP为50%)。硅橡胶常用补强剂的用量和性能类别名称用量,份(重量,以100生胶计)硫化胶性能拉伸强度,MPa (kgf/cm2)扯断伸长率,%气相白炭黑30603.9 8.8(4090)200600沉淀白炭黑40702.9 5.9(3060)
3、200-400补强填充剂处理白炭黑40806.9 13.7(70140)400-800乙炔炭黑40603.9 8.8(4060)200-350硅藻土502002.9 3.9(3060)75200钛白粉503001.5 3.4(1535)300-400石英粉50150弱补强填充剂碳酸钙2.9 3.9(3040)100-300氧化锌1.5 3.4(1535)100-300氧化铁1.5 3.4(1535)100-300硅橡胶的着色剂名称颜色氧化铁(三氧化二铁)红铬绿(三氧化二铬)绿钛白(二氧化钛)白名称颜色镉黄(一氧化镉)黄炭黑黑八、群青蓝乙烯基硅橡胶和氟硅橡胶基本配方和物理机械性能配方及性能乙烯基
4、硅橡胶通用型通用型高抗乙烯基硅橡胶(110-2)1001001氟硅橡胶-沉淀白炭黑4060-2号气相白炭黑4560-4号气相白炭黑40八甲骨文基环四硅氧烷处理2号气相白炭黑-二苯基硅二醇36-六甲基环三硅氮烷和八甲基环四硅氧烷混全物8羟基氟硅油三氧化二铁有机过氧化物0.5 10.5 10.5老化前物理机械性能拉伸强度,MPa3.9 5.95.9 7.87.8-扯断伸长率,%150250203350400-硬度(邵尔)4565456540撕裂台度,kN/m30脆性温度,。C-65-65200CX27h老化后拉伸强度,MPa5.9-扯断伸长率,%300-硬度(邵尔)45250CX72h老化后拉伸强
5、度,MPa2.9 4.93.9 5.9-扯断伸长率,%150250150300- 硬度(邵尔)45654565-压缩永久变形(压缩率30%)150CX24h, %30200CX24h, %10202030-电性能击穿电压,MV/m1820202520体积电阻Qcm1014 10151015 10161015耐油性能2号航空煤油150CX24h体积膨胀率,%开炼机混炼双辊开炼机辊筒速比为1.21.4:为宜,快辊在后,较高的速比导致较快的混炼,低速比则可 使胶片光滑。辊筒必须通有冷却水,混炼温度宜在40C以下,以防止焦烧或硫化剂的挥发损失。 混炼时开始辊距较小(15mm),然后逐步放大。加料和操作
6、顺序:生胶(包辊)一-补强填 充剂 结构控制剂 耐热助剂 着色剂等 薄通5次 下料,烘箱热处理 返炼 硫化剂 薄通 停放过夜 返炼 出片。胶料也可不经烘箱热处理,在加入耐热 助剂后,加入硫化剂再薄通,停放过夜返炼,然后再停放数天返炼出片使用。混炼时间为20 40分钟(开炼机规格为250mm X620mm)o如单用沉淀白炭黑或弱补强性填充剂(二氧化钛、氧化锌等)时,胶料中可不必加入结构控制 剂。应缓慢加入填料,以防止填料和生胶所形成的球状体浮在堆积胶的顶上导致分散不均。如 果要加入大量的填料,最好是分两次或三次加入,并在其间划刀,保证良好的分散。发现橡胶 有颗粒化的趋势,可收紧辊距以改进混炼。落
7、到接料盘上的胶粒应当用刷子清扫并收集起来, 立即返回炼胶机的辊筒上,否则所炼胶料中含有胶疙瘩而导致产品外观不良。增量性填料应当 在补强性填料加完之后加入,可采用较宽的辊距。装胶容量(混炼胶):160mmX320mm炼胶机为12 kg;250mmX620mm炼胶机为35kg。硅橡胶在加入炼胶机时包慢辊(前辊),混炼时则很快包快辊(后辊),炼胶时必须能两面操 作。由于硅橡胶胶料比较软,混炼时可用普通赋子刀操作,薄通时不能象普通橡胶那样拉下薄 片,而采用钢、尼龙或耐磨塑料刮刀刮下。为便于清理和防止润滑油漏入胶内,应采用活动挡 板。气相白炭黑易飞扬,对人体有害,应采取相应的劳动保护措施。如在混炼时直接
8、使用粉状 过氧化物,必须采取防爆措施,最好使用膏状过氧化物。如在胶料中混有杂质、硬块等,可将混炼胶再通过滤胶机过滤,过滤时,一般采用80140目 筛网。2密炼机混炼采用此法可提高生产效率和改善劳动条件。试验表明,密闭式混炼胶料的性能与开放式混炼胶 料的性能相似。用试验室2L密炼机的混炼时间为616分钟,混炼无特殊困难。采用160mm 开炼机当装料系数为0.74时,混炼也能正常进行。排料温度与补强填充剂的类型有关:当采 用弱补强性填充剂和沉淀白炭黑时,排胶温度在50C以下;当使用气相白炭黑时,排胶温度为 70C左右。3胶料停放和返炼硅橡胶胶料混炼结束后,应经过一段时间的停放(一般以不少于24小时
9、为宜),使各种配合 剂(特别是结构控制剂)能与生胶充分起作用。经停放后,胶料变硬,可塑性降低,使用前必 须进行返炼。返炼采用开炼机,开始时辊距较大(35mm),此时胶料较硬,表面是皱纹状, 包在前辊(慢辊)上。随着返炼时间的延长,胶料逐渐变软;慢慢缩小辊距(0.250.5mm), 很快胶料即包在后辊(快辊)上。“待胶料充分柔软,表面光滑平整后,即可下料出片。返炼 不足,胶片表面有皱纹;返炼过度则胶料发粘而导致粘辊。返炼温度一般控制为室温。如胶科长期存放(一个月以上)而出现胶料发粘变软,表面产生皱 纹等现象时,可再加入510份左右的气相白炭黑,以改进胶料工艺性能,并保证硫化胶质量。(二)压出一般
10、硅橡胶比较柔软,故其压出效果较好,易于操作。用硅橡胶可以压出各种不同形状和尺寸 的制品,其加工设备和工具基本上与普通橡胶相似。压出机一般是用30mm或65mm的单螺纹螺杆,长径比为1012: 1效果较好。压出时尽量 保持低温,以不超过40C为宜,所以机筒和螺杆均须通冷却水。对质量要求较高的产品可靠近 机头部分加装80140目滤网,以除去胶料中的杂质,改善压出质量。硅橡胶从口型中出来时 会膨胀,膨胀率取决于胶料的流动性能、坯料厚薄及胶料进入境口型时所受的压力。然而,增 加或降低引出速度会改变未硫化压出制品的伸长率,从而使其尺寸稍加改变。根据经验,胶管 比其口型尺寸膨胀约3%,而很软的胶料膨胀率比
11、较大,硬度较高的胶料则比较小。当压出其 它形状制品时,口型的型孔很少与压出制品的横断面相同,这是由于流动胶料在不同点上的不 同摩擦力起作用所致。因此对某一口型,一定要经多次反复试验,这样才能得到所需形状的产 品。包覆电线的压出,在压出机上需要使用T型机头。口型与压出机机筒成直角安装在T型机头上。 这样芯线就可以通过空心口型导管(芯型)包覆上硅橡胶护套。增强胶管也可以用T型机头进 行连续生产,先用一般方法压好内胶层,并经预硫化后,再在其外面编织增强钢丝或尼龙,然 后使其通过T型机头在其外面包覆一层外胶层,最后送往硫化、在成型过程中,若向胶管内充 填压缩空气可防止内胶的塌瘪。硅橡胶压出半成品柔软而
12、易变形,因此通常必须立即进行硫化。最常用的方法是热空气连续硫 化;电线、电缆工业通常用高压蒸气连续硫化。如在压出后不能连续硫化,为防止变形。压出 后应立即用圆盘、圆鼓或输送带接取,用滑石粉隔离以免相互粘结。如发现胶料过软而不适于 庄出时,可将胶料再混入35份气相白炭黑。一般用于压出的胶料配方,其硫化剂用量应比模压制品适当增加。硅橡胶的压出速度低于其它 橡胶,当要求同其它橡胶达到相同压出速度时,应采用较高的螺杆转速。(三)压延硅橡胶的压延机一般采用立式三辊压延机。用于生产胶片时,中辊是固定的,中辊转速比上辊 快,速比为1.11.4:1,下辊的转速和中辊相比当压延机开动时,上辊温度为50C,中辊
13、应保持为室温,下辊用冷却水冷却。压延速度不宜过快,一般为60300cm/min。先以低速调 整(3060cm/min)辊距(中、下辊),以保证一定的压延厚度,然后再提高至正常速度(150 300cm/min)进行连续操作。垫布(常采用聚酯薄膜)在中、下辍之间通过,在中、下辊间应 保持少量积胶,以便使整布与胶料紧密贴合。压延后将胶片卷辊扎紧,并送进烘箱或硫化罐中 硫化。卷取辊的芯轴应当是空心金属管子,胶卷厚度不能超过12cm,否则不能获得充分硫化。一般出片利用中、上辊即可,辊温为常温。有一种方法可在后延机上直接制成硫化的胶片或薄 胶板。此时辊温为:上辊6090C,中辊5080C,下辊110120
14、C。胶料经上、中辊除去 气泡,获得所需规格并预热,然后由中辊转移至下辊进行一段硫化即可卷取。当三辊压延机用于硅橡胶贴胶和擦胶时,织物则代替了垫布(聚酯薄膜)在中辊和下辊之间通 过。三辊压延机只适用于单面复胶,如果必须两面复胶,在长期生产的情况下应采用四辊压延 机。用于压延的胶料必须正确控制其返炼程度,最好在炼胶机上先不要充分返炼,以期在压延过程 中获得足够的返炼,这样可以避免胶料在压延过程中因返炼过度而粘辊。胶料配方对压延也有 一定的影响,采用补强性填充剂的胶料压延工艺性能较好。四)涂胶涂胶是指把硅橡胶胶浆用浸浆或刮浆的方法均匀分布在织物上,用以改进薄膜制品的强力和屈 挠性能,使织物耐潮,以制
15、造耐高温电绝缘材料等。1胶浆制备供制胶浆用的硅橡胶胶料,其硫化剂多采用硫化剂BP (过氧化二苯甲酰),这是由于硫化剂BP在室温下不易挥发,且与织物有较好的粘合性的缘故。用量比一般模型制品稍多。补强填充 剂若采用气相白炭黑,用量不宜超过40份,井应适当增加结构控制剂的用量。溶剂应采用挥 发性的,如甲苯、二甲苯等。混炼胶经充分返炼后下薄片,然后剪成小块,置于溶剂中浸泡过夜,采用搅拌机或混合器进行 搅拌,制成浓度为1525%(固体含量)的胶浆。胶浆制成后应保存在40C以下的环境中。2.织物预处理硅橡胶涂胶用的底层织物,一段使用玻璃布、尼龙和聚酯等。由于玻璃布耐热好,强度高,吸 湿性低,故应用较多。玻
16、璃纤维在拉丝过程中表面涂有石蜡润滑剂(占织物重量的0.20.5%),在硫化温度不易挥 发,影响胶料与织物的结合,必须在涂胶前进行脱除。工业上常采用加热法脱除润滑剂。加热 法又分低温处理和高温处理。前者是将玻璃布在200300C的温度下,连续热烘2030分钟, 或等速通过热至275325C的热辊筒,使润滑剂受热分解和挥发逸出;后者是将玻璃布在500C 的温度下烘24小时,或以26m/min的速度通过热至600C的烘炉,脱除润滑剂。低温处理 玻璃布强度损失较小(下降1525%),但润滑剂难以除净(含量降至0.20.5%左右); 高温处理强度损失较大(下降3070%),但润滑剂含量能脱除至0.2%以
17、下。为减少强度损 失,一般采用低温处理。尼龙的热变形较大,影响橡胶和织物的结合,为此在涂胶前需进行热定型,即将织物在一定牵 伸下,进行短时间的热处理。处理温度为170175C。聚酯和尼龙一样,也需进行热定型处理,处理温度为215220C。不同点是聚酯还要进行表面 化学处理,即用25%的氢氧化钠水溶液在常温下浸渍6小时,使其表面便于和胶料粘合。这个 可以参考网站3.涂胶织物经预处理后,还要进行表面胶粘剂处理,然后才可涂胶。胶粘剂是一种由烷氧基硅烷、硼 酸酯、硫化剂和溶剂(乙酸乙酯或乙醇)组成的溶液。不同织物常用胶粘剂组成列于表9-21。表9-21织物常用胶粘剂举例织物名称胶粘剂组成玻璃布乙烯基三
18、乙氧硅烷3,酒精50,水50尼龙聚酯等乙烯基三乙氧基硅烷5,丙烯基三乙氧基硅烷15,硼酸丁酯2,硫化剂DCP 4,乙酸乙酯100乙烯基三乙氧基硅烷20,硼酸丁酯12,硫化剂DCP 3 (或硫化剂BP 5),乙酸乙酯10平板加压硫化常见质量问题及解决办法质量问题产生原因解决办法制品表面裂口脱皮(发生在模具接缝处)硫化时胶料发生强烈的热膨胀、收缩和压缩等综合作用造成降低硫化温度;准确称量胶料,降低硫化压力;硫化后冷却至4050C时才脱模有深褐色斑点胶料中夹有空气泡适当控制返炼程度,避免过度返炼;准确称 量胶料,并制成一定形状填充模腔,以便有 效地排除空气;加压时要完全压紧模具,并 解压几次,以排除
19、空气;模具上设置排气孔制品表面有流动痕迹胶料流动受阻胶料充分返炼,并迅速装料、加压,以避免早期硫化制品表面有白色开花斑点(硫化剂BP硫化)硫化不足适当提高硫化温度二段硫化常见质量问题及解决办法质量问题产生原因解决办法开裂起泡挥发分排出过快或定型硫化制品内部隐藏空气1调整逐步升温条件,减慢升温速度2检查返炼的胶料,去除空气泡压缩变形大1. 硫化不足2. 胶料配方选用不当1. 解决方法有:再放入烘箱中延长硫化 时间;增加空气流通量;减少制品放 入数量;核对烘箱温度2. 选用压缩变形小的胶料硬度过高烘箱加热硫化过度1.核对烘箱各部位温度2.核对和检查温度控制系统硬功夫度过低挥发气体未从烘箱中全1.检查烘箱通风情况部排除2.核对烘箱温度3.减少制品放入数量硬度、强力过挥发气体局部集中使硅1减慢升温速度,及时排出挥发物低,发粘有黑橡胶降解2.检杳空气流通量斑3延长硫化时间,以充分排除挥发气体
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
