 框式水平仪用法
框式水平仪用法

《框式水平仪用法》由会员分享,可在线阅读,更多相关《框式水平仪用法(8页珍藏版)》请在装配图网上搜索。
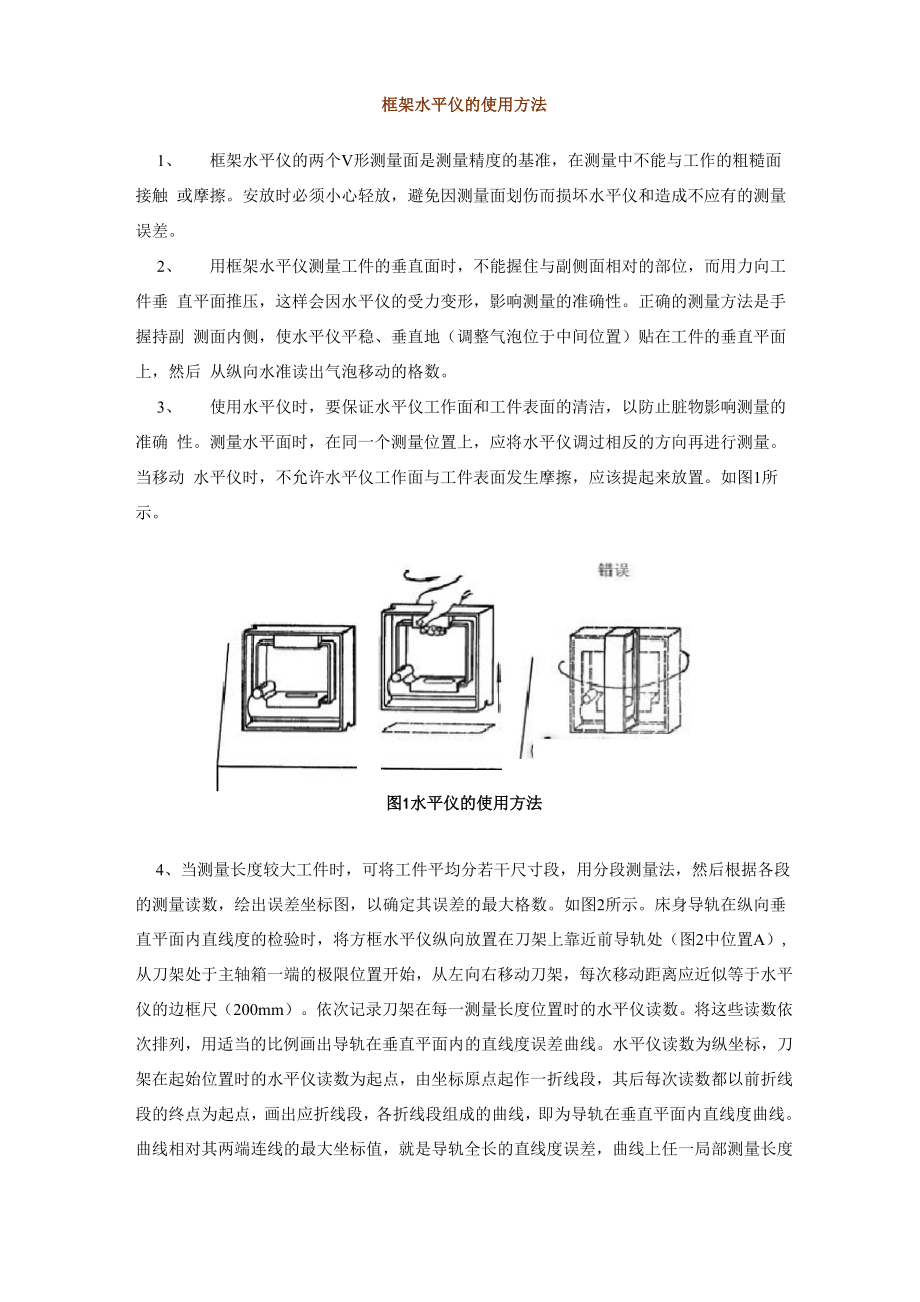
1、框架水平仪的使用方法1、框架水平仪的两个V形测量面是测量精度的基准,在测量中不能与工作的粗糙面接触 或摩擦。安放时必须小心轻放,避免因测量面划伤而损坏水平仪和造成不应有的测量误差。2、用框架水平仪测量工件的垂直面时,不能握住与副侧面相对的部位,而用力向工件垂 直平面推压,这样会因水平仪的受力变形,影响测量的准确性。正确的测量方法是手握持副 测面内侧,使水平仪平稳、垂直地(调整气泡位于中间位置)贴在工件的垂直平面上,然后 从纵向水准读出气泡移动的格数。3、使用水平仪时,要保证水平仪工作面和工件表面的清洁,以防止脏物影响测量的准确 性。测量水平面时,在同一个测量位置上,应将水平仪调过相反的方向再进
2、行测量。当移动 水平仪时,不允许水平仪工作面与工件表面发生摩擦,应该提起来放置。如图1所示。图1水平仪的使用方法4、当测量长度较大工件时,可将工件平均分若干尺寸段,用分段测量法,然后根据各段 的测量读数,绘出误差坐标图,以确定其误差的最大格数。如图2所示。床身导轨在纵向垂 直平面内直线度的检验时,将方框水平仪纵向放置在刀架上靠近前导轨处(图2中位置A), 从刀架处于主轴箱一端的极限位置开始,从左向右移动刀架,每次移动距离应近似等于水平 仪的边框尺(200mm)。依次记录刀架在每一测量长度位置时的水平仪读数。将这些读数依 次排列,用适当的比例画出导轨在垂直平面内的直线度误差曲线。水平仪读数为纵坐
3、标,刀 架在起始位置时的水平仪读数为起点,由坐标原点起作一折线段,其后每次读数都以前折线 段的终点为起点,画出应折线段,各折线段组成的曲线,即为导轨在垂直平面内直线度曲线。 曲线相对其两端连线的最大坐标值,就是导轨全长的直线度误差,曲线上任一局部测量长度 内的两端点相对曲线两端点的连线坐标差值,也就是导轨的局部误差。图2纵向导轨在垂直平面内的直线度检验例:一台床身导轨长度为1600mm的卧式车床,用尺寸为200mmx200mm、精度为0.02mm/1000mm的方框水平仪检验其直线度误差。将导轨分成8段,使每段长度为水平仪边框尺寸(200mm),分段测得水平仪的读数为: +1、+2、+1、0、
4、-1、0、-1、-0.5。根据这些读数画出误差曲线图(图3)。作图的坐标为: 纵轴方向每一格表示水平仪气泡移动一格的数值;横轴方向表示水平仪的每段测量长度。作 出曲线后再将曲线的首尾(两端点)连线I-I。并经曲线的最高点作垂直于水平轴方向的垂 线与连线相交的那段距离n即为导轨的直线度误差的格数。从误差曲线图可以看到,导轨 在全长范围内呈现出中间凸的状态,且凸起值最大在导轨600mm一800mm长度处。斗+20 -I -0.56D01000120011M1600100导轨长/mm图3导轨在垂直平面内直线度误差曲线图将水平仪测量的偏差格数换算成标准的直线度误差值88=nil式中n一误差曲线中的最大
5、误差格数;i一水平仪的精度(0.02mm/ 1000mm); l一每段 测 量 长度(mm)。按误差曲线图各数值计算得6=3.5x0.02mm/1000mmx200mm=0.014mm5、机床工作台面的平面度检验方法如图4所示,工作台及床鞍分别置于行程的中间位置, 在工作台面上放一桥板,其上放水平仪,分别沿图示各测量方向移动桥板,每隔桥板跨距d 记录一次水平仪读数。通过工作台面上A、B、D三点建立基准平面,根据水平仪读数求得 各测点平面的坐标值。误差以任意300mm测量长度上的最大坐标值计。标准规定允差见表1表1工作台面的平面度允差工作台直径三500500-630630-12501250-20
6、00在任意300mm测量 长度长允差值0.020.0250.030.035图4检验工作台面的平面度6、测量大型零件的垂直度时,如图5a所示,用水平仪粗调基准表面到水平。分别在基准表面和被测表面上用水平仪分段逐步测量并用图解法(图3)确定基准方位,然后求出被 测表面相对于基准的垂直度误差。测量小型零件时,如图5b所示,先将水平仪放在基准表面上,读气泡一端的数值,然后 用水平仪的一侧紧贴垂直被测表面,气泡偏离第一次(基准表面)读数值,即为被测表面的 垂直度误差。图5水平仪垂直度测量7、水平仪使用完后,应涂上防锈油并妥善保管好。水准泡在框式水平仪的使用方法一、工作原理:当水平发生倾斜时,机床维修,机
7、床导轨刮研,维修平板,水准泡的气泡就 向水平仪升高的一端移动。由于水准泡的内壁曲率半径不同,因此产生了不同的分度值。二、仪器用途:水平仪主要用于检验各种机床及其它类型设备导轨的直线度、平面度和设备安装的水平性、 垂直性。三、仪器规格:框式水平仪规格:100、150、200、250、300MM分度值:0.02-0.10MM/M四、仪器结构:水平仪主要由主体、水准泡系统及调整机构等部分组成。主体用作测量基面,水准泡系统用作读数,调整机构用作调整水平仪零位。五、使用方法:测量时使水平仪工作面紧贴在被测表面,待气泡完全静止后方可进行读数。水平仪的分度值是以一米为基长的倾斜值,如需测量长度为L的实际倾斜
8、则可通过下式进 行计算:实际倾斜值=分度值*L*偏差格数为避免由于水平仪零位不准引起的测量误差,因此在使用前必须对水平仪的零位进行校对或 调整。水平仪零位校对,调整方法:将水平仪放在基础稳固,大致水平的平板(或机床导轨)上,待气泡稳定后,在一端如左端 读数,且定为零。再将水平仪调转180度,仍放在平板原来的位置上,机床维修,机床导 轨刮研,维修平板,重庆直角尺销售公司,重庆偏摆仪销售公司,重庆水平仪销售公司,四 川铸铁平板平台销售公司,重庆铸铁平板平台销售公司,广西铸铁平板平台销售公司,贵州 铸铁平板平台销售公司,云南铸铁平板平台销售公司,陕西铸铁平板平台销售公司,湖北铸 铁平板平台销售公司待
9、气泡稳定后,仍在原来一端(左端)读数A格则水平仪零位误差为 二分之A格。如果零位误差超过许可范围,则需调整水平仪零位调整机构(调整螺钉或螺 母,使零位误差减小至许可值以内。对于非规定调整的螺钉,螺母不得随意拧动。调整前水 平仪工作面与平板必须揭擦试干净。调整后螺钉或螺母等件必须固紧)六、注意事项:1、水平仪使用前用无腐蚀性汽油将工作面上的防锈油洗净,并用脱脂棉纱撺拭干净方可 使用。2、温度变化会使测量产生误差,使用时必须与热源和风源隔绝。如使用环境温度与保存环境温度不同,机床维修,机床导轨刮研,维修平板,重庆直角尺销 售公司,重庆偏摆仪销售公司,重庆水平仪销售公司,四川铸铁平板平台销售公司,重
10、庆铸 铁平板平台销售公司,广西铸铁平板平台销售公司,贵州铸铁平板平台销售公司,云南铸铁 平板平台销售公司,陕西铸铁平板平台销售公司,湖北铸铁平板平台销售公司则需在使用环 境中将水平仪位置于平板上稳定2小时后方可使用。3、测量时必须待气泡完全静止后方可读数。4、水平仪使用完毕,必须将工作面擦试干净,并涂以无水,无酸的防锈油,覆盖防潮纸装 入盒中置于清洁干燥处保管。5、水平仪在正确使用和保管的前提下,由于制造原因而生产的缺陷、故障、自出厂之日内 半年期内本厂负责免费修理,退换,但进出该项要求的产品必须结构完整,外表无损。一、水平仪的使用和读数 水平仪是用于检查各种机床及其它机械设备导轨的不直度、机
11、件相对位置的平行度以及设备 安装的水平位置和垂直位置的仪器。水平仪是机床制造、安装和修理中最基本的一种检验工 具。一般框式水平仪的外形尺寸是200x200mm,精度为0.02/1000。水平仪的刻度值是气泡 运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏 度。若将水平仪安置在 1 米长的平尺表面上,在右端垫 0.02 毫米的高度,平尺倾斜的角度 为4秒,此时气泡的运动距离正好为一个刻度。计算如下:水平仪连同平尺的倾斜角a的大 小可以从下式中求出:由 tga= = =0.00002 则 a=4 秒从上式可知 0.02/1000 精度的框式水平仪的气泡每运动一个刻
12、度,其倾斜角度等于4 秒,这 时在离左端 200mm 处(相当于水平仪的 1 个边长),计算平尺下面的高度 H1 为:tga= =0.00002 Hl=tgaxLl=0.00002x200=0.004(mm)由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。假如水平仪放在 500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差 是0.01mm。另外,水平仪的实际变化值还与读数精度有关。所以,使用水平仪时,一定要 注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。 由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。 水平仪
13、的读数,应按照它的起点任意一格为0。气泡运动一格计数为 1,再运动一格计数为 2,以此进行累计。在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研, 多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生曲线性也是少见的(加工前 的导轨会有曲线性的现象)。测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨 的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。水平仪的移动方向与气泡的运动 方向相反,呈凸,用符号+表示。水平仪的移动方向与气泡的运动方向相同,呈凹,用符号-表示。 如果导轨是凸的情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相反方向 运动。如果导轨是凹的
14、情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相同方向 运动。确定导轨的凹凸后,再根据所使用的垫铁长度和水平仪气泡运动格数和的一半进行计算,才 能得到导轨的准确的直线度误差精度。二、导轨直线度的检查调整和计算方法 水平仪是测量机床导轨直线度的常用的仪器,是用来检查导轨在垂直平面内的直线度和在水 平面内的直线度。用水平仪来进行调整导轨的直线度之前,应首先调整整体导轨的水平。将 水平仪置于导轨的中间和两端位置上,调整到导轨的水平状态,使水平仪的气泡在各个部位 都能保持在刻度范围内。再将导轨分成相等的若干整段来进行测量,并使头尾平稳的衔接, 逐段检查并读数,然后确定水平仪气泡的运动方向
15、和水平仪实际刻度及格数。进行记录,填 写+-符号,按公式进行计算机床导轨直线度精度误差值。导轨直线度误差曲线图,在教材中所讲的是没有实际依据的,在生产现场适用很不方便, 更不准确。它误导了人们的识别能力,在实际工作中不能应用,时常会给工作人员造成一种 错觉。按此检查导轨直线度误差,是不能得到正确的精度数值的。例如:机床导轨平滑的凸 或凹,在导轨的直线度误差曲线图中,都表示为一条直线。如果机床导轨前半段凸,后 半段凹,在导轨直线度误差曲线图中,却表示该导轨呈凸。如果机床导轨前半段凹,后 半段凸,在导轨直线度误差曲线图中,却表示该导轨呈凹。水平仪气泡沿一个方向运动, 误认为是一条斜线(于水平面),
16、这些现象在实际工作的测量检查中,经常发生争论,得不到 统一,又没有具体的标准规定,只能按照书中的例题说明,错误的进行判断,给正常的生产 工作带来了困难,造成了损失,使机床导轨的精度得不到保证。导轨直线度误差值的计算方法比较简单方便,误差精度准确,适合于现场工作人员的操作和 应用。计算公式如下:导轨直线度误差值=格数和x x水平仪精度x垫铁长度格数和-水平仪(垫铁)在导轨全长上移动时气泡运动所产生的格数和水平仪精度-一般200x200框式水平仪的精度为0.02/1000垫铁长度-指放在导轨上的移动部件,水平仪所使用的垫铁和工作台 在书中提到的移动距离,作为一项计算数据是不够实际的,它代表不了任何
17、的计算尺寸。移 动距离是指在测量机床导轨时全长的分段,移动距离不等于垫铁长度,它不能用来作为计算 中的数据,在测量机床导轨时应该采用垫铁的长度,在全长导轨上进行分段移动,调整机床 导轨时用垫铁(小于工作台的长度)来进行,检查机床导轨的直线度误差值,水平仪一般放在 工作台上进行测量,如图1 所示。证明水平仪气泡的实际变化,是根据导轨上移动的部件长 度来决定的。所以,检查机床导轨的直线度误差值,按照导轨的移动部件长度来计算,测量 机床导轨时移动距离短,误差精度准确,形状清楚。在使用水平仪测量机床导轨时应注意重 要的几个方面:部件的移动方向、水平仪气泡的运动方向、气泡变化的最大格数和在导轨上 移动的
18、部件(垫铁)长度。调整导轨直线度误差值时,应使用比较短的垫铁,测量的数值比较准确。使用的垫铁长度不 同,测得的数值和形状也不一样。上例证明的公式用来计算机床导轨工作长度的直线度误差 值,就是指机床导轨全部长度减去垫铁长度(工作台长度)后那段导轨的直线度误差。检查机 床导轨直线度误差值时,应注意技术标准中的导轨工作长度和导轨全部长度。如测量机床导 轨全部长度的直线度误差值,则采用下例公式进行计算:导轨全长直线度误差值= 该公式是在上例公式的基础上,加上了垫铁(工作台)下面的那段导轨的直线度误差值。在机 械制造行业和实际生产现场一般不采用这种计算方法。三、角度作图法 角度作图法是根据水平仪气泡变化
19、的规律来进行角度值的画法。纵坐标表示水平仪气泡的运 动方向。水平仪的移动方向与该气泡的运动方向相反,表示导轨呈凸,纵坐标箭头向上;水 平仪的移动方向与该气泡的运动方向相同,表示导轨呈凹,纵坐标箭头向下。横坐标表示水 平仪的移动方向和导轨的长度,每段代表移动距离。例图:1证明水平仪气泡每运动1 格,其 倾斜角等于4 秒。为了直观清楚,以导轨的另一头为中心,导轨长度为半径,画出弧线,在 弧线上分成相等的段数,连接中心 0 点,每段的度数表示4 秒和水平仪气泡的1 格。根据导 轨的凹凸,确定角度的方向,然后画出每次水平仪移动后测量到的格数,连接每个测量点, 得出导轨的形状。例图:3 所示,横坐标与导
20、轨弧线之间最大的距离就是该导轨的直线度误差。 因每段测量时水平仪的移动距离和该气泡的运动格数有误差,最后计算时,采用水平仪气泡 运动的格数和,在机床导轨的形状凹凸不平的情况下,则采用角度作图法中的实际最大格数。 如果水平仪从另一个方向进行移动,就将图:3 按左右方向转180,该导轨的形状在图中没有 变化,在实际工作过程中可以简单的作图,将角度分成相等的等分,表示水平仪的格数,角 度作图法能使工作人员直观准确地看到机床导轨的形状,便以技术精度的保留和存档。四、例题1. 某一龙门铇床B2012A的导轨全长8米,工作台的长度4米,用200x200的框式水平仪, 精度为0.02/1000,来检查该导轨
21、的直线度误差值(精度要求的标准为导轨工作长度0.04mm), 按500mm将导轨分成8段进行测量,逐段检查并读数为:0, +0.5, +1,+1.5, +2, +2.5, +3,+3.5,+4, 水平仪的气泡运动方向和工作台的移动方向相反,证明该导轨呈凸。按公式计算如下: 导轨直线度误差值=4x x0.02/1000x4000=0.16(m m),不合格如果按照教材和书中的计算方法,采用移动距离500mm作为计算尺寸,那么该导轨的直线 度误差值是0.04mm。在导轨直线度误差值曲线图中,却表示出一条倾斜的直线,假如 该导轨的形状是一条倾斜的直线,那么水平仪的气泡在导轨的任何位置上没有变化。2.
22、 某一导轨磨床M50100进行精度调整,该导轨长5米,工作台长度1.6米,使用200x200 的框式水平仪,精度为0.02/1000,进行测量调整后的导轨直线度误差值(精度的技术要求标 准是机床导轨全部长度0.02mm,只许凸),按照约500mm将导轨分为7段进行测量,逐段 测量读数为:0, -0.5, -1, -1.5, -2, -2.5, -3,-3.5,水平仪的气泡运动方向与工作台的移动方 向相同,证明该导轨呈凹。按公式计算如下:导轨全长直线度误差值=0.082(mm),不合格经过测量后该导轨直线度误差值约0.082mm,超过了技术要求的精度标准。如果按照教材 和书中的计算方法,以移动距离为计算尺寸,则该导轨的直线度误差值应是0.035mm。在 导轨直线度误差值曲线图中,该导轨却表示出一条倾斜的直线(与水平面),误认为导轨 直线度误差值为0,所以导轨直线度误差值曲线图是不能证明机床导轨的误差和形状的。 基本原理上检查的是导轨的不弧度,在实际工作中是不能应用的。上面两例题是在实际生产工作中发生的具体问题,最后的结论却都被误认为合格,使机床的 导轨精度得不到保证,给正常的生产工作造成了困难。正确的使用水平仪,才能使机械设备的精度更高、更准确。为加快机械工业的发展,使机械 产品的质量满足更高的技术精度,这一方面是很重要的。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
