《汽车涂阳装技术底材处理ppt课件》由会员分享,可在线阅读,更多相关《汽车涂阳装技术底材处理ppt课件(84页珍藏版)》请在装配图网上搜索。
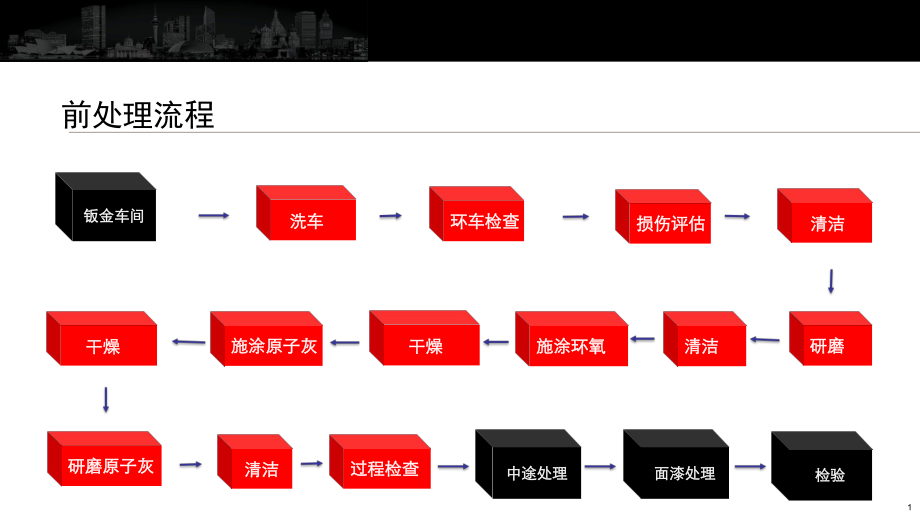
1、1钣金车间钣金车间 洗车洗车环车检查环车检查损伤评估损伤评估 清洁清洁研磨研磨 清洁清洁研磨研磨原子灰原子灰 干燥干燥施涂原子灰施涂原子灰清洁清洁中途处理中途处理过程检查过程检查面漆面漆处理处理检验检验前处理流程施涂施涂环环氧氧 干燥干燥2车辆仅在清洗后才能进入预处理区域。防止污染物进入车间。洗车3环车检查目测:环绕车一圈。关键在于找出需要修补的损伤处,以及工作单中没有记录到其他损伤,并将未记录的损伤做好记录并汇报。4损伤评估方法目视法目视法触摸法触摸法直尺检测法直尺检测法5损伤评估方法6损伤评估方法7损伤评估方法8评估检查维修区域检查维修区域,确定维修区域底材和工作步骤,流程和产品,以及需要
2、使用的清洁剂。注意事项:1侵蚀1凹痕1石屑1刮痕1先前的修理状况1什么基底,什么形状,是否足牢固1评估是否可以颜色过渡。9清洁由于材料属性不同,我们应该根据底材的实际情况,在预处理中使用不同的清洁剂,以便于彻底清除可能影响涂层效果的表面污染物。表面污染物:1水溶性污染物1非水溶性污染物:硅脂,蜡,油脂和油渍等10清洁方法清洁表面采用一湿一干法:先将清洁剂喷涂在擦拭布上,擦拭表面,再取一块干净的擦拭布,再次擦拭表面。11清洁剂特性鹦鹉鹦鹉 541-5 541-5 除蜡和硅油剂除蜡和硅油剂适用范围:适用范围:溶剂型清洁剂 用于去除硅油、沥青、蜡、油脂、油和环境中的脏物。不建议用于塑料件鹦鹉鹦鹉 7
3、00-1 700-1 清洁剂清洁剂适用范围:适用范围:水性清洁剂 90底色漆必须使用可去除盐渍、树脂、树液12清洁剂特性鹦鹉鹦鹉 700-10 700-10 脱脂清洁剂脱脂清洁剂适用范围:适用范围:通用型清洁剂 用于去除硅油、沥青、蜡、油脂、油和环境中的脏物。用于塑料件鹦鹉鹦鹉 541-30 塑料通用清洁剂塑料通用清洁剂适用范围:适用范围:塑料清洁剂百洁布+541-30可去除脱模剂鹦鹉鹦鹉 360-4 金属清洁剂金属清洁剂去除金属表面腐蚀物,适用于铝、镀锌件和工业用钢材表面的清洁。13依照底材选择清洁剂14塑料件清洁脱膜剂塑料表面:无气孔,带有残留,由于硅油可用于大部分塑料件脱模,因此需用专业
4、塑料清洁剂多清洗几次。水溶性脱模剂的运用日益广泛,这种脱模剂只能用水去除。因此第一步就是用温热的肥皂水清洗塑料。15塑料件类型PP:大数塑料都是有这种类型制成。PC,PPO,ABS类的塑料对溶剂尤其敏感。喷漆前,必须将非可重涂的原厂塑料底漆(清洗中有溶解迹象)从表面完全去除。16研磨1使表面平滑1增强附着力1整平1除去污染物1获得高品质表面除锈盘(黑金刚)能够在不切削金属的同时除去表面锈蚀。仔细进行预处理是一个基本的重点:底材上应当没有任何腐蚀,油脂,必须是干燥的17影响研磨效果的因素11表面状况表面状况:所用中途漆种类,表面形状,洁净度,漆面平滑度,固化干燥程度。11操作者操作者:施加压力,
5、机械运动,研磨技术。11打磨材料打磨材料:材质种类,沙粒粗细度,结构分布。11设计特点设计特点:打磨衬垫盘,形状,吸尘效果等。11机器设备机器设备:型号,轨道直径,转速,驱动类型,吸尘。18干磨机及抽真空系统-真空吸尘器-移动手推轮-伺服系统-吸尘软管-集成桶三通组合-偏心距打磨机-中央集尘系统-移动工作站19干磨产品20手磨工具及产品21研磨常用材料22砂纸的类型23砂纸的类型24砂纸的类型25砂纸的类型26砂纸的选择27砂纸的选择28砂纸的选择29打磨工具30打磨工具31打磨工具32打磨工具333435粗打磨5至至7mm轨道直径研磨头轨道直径研磨头:用于预处理,粗打磨。为使切削研磨材料是快
6、速,高效率,应当使用轨道直径5mm以上的打磨机。打磨腻子时使用的打磨垫盘应该由硬至适中。配合使用P80,P180,P240研磨砂纸36细打磨3至至5mm轨道直径研磨头轨道直径研磨头:用于打磨填充中途底漆/中途漆,小轨道直径的打磨机配合合适的砂纸,可以做出精细的研磨效果。然后打磨好的表面可以喷涂上任何类型的面漆或底色漆产品。用于细打磨时,打磨垫盘硬度应当由适中至柔软。配合P240,P320,P400,P500,P800,P1500打磨砂纸。37底材处理常用底材类型:1钢材1铝材1镀锌钢材1玻璃钢1电泳底漆1塑料1其他38裸钢材-使用除油剂除油-使用P120-P180砂纸干打磨表面-使用除油剂除油
7、-施涂环氧底漆,再施涂中途底漆39镀锌钢材-使用菜瓜布浸渍专用清洁剂打磨并清洁底材-施涂环氧底漆,再施涂中途底漆-注意不要磨穿表面镀锌层40铝材铝合金-用红色菜瓜布浸渍专用清洁剂清洁表面污渍-使用P180砂纸干打磨表面-使用除油剂除油-施涂环氧底漆,再施涂中途底漆-钢材粉尘和铝材粉尘混合将在很短时间内导致接触腐蚀(修复铝材必须使用铝合金专用工位)41玻璃钢-用红色菜瓜布浸渍专用清洁剂清洁表面-清洁后使用P240砂纸干打磨表面-使用除油剂除油-喷涂环氧底漆,或直接喷涂中途底漆42电泳底漆-使用高强度除油剂除油-使用P240-P400砂纸干打磨表面-使用除油剂除油-喷涂中途底漆,打磨后喷涂面漆。或
8、者喷涂湿碰湿底漆后再喷涂面漆-重要:使用2K稀释剂擦拭电泳底漆,看其是否溶解。如果底漆溶解清除底漆后再修补43羽状边打磨:清除氧化漆44羽状边打磨:清除氧化漆45羽状边打磨46羽状边打磨47羽状边打磨为获得更平滑的填充表面增强附着力,进行羽状边打磨,羽状边宽度大约3厘米48研磨49研磨效果50清洁除油51原子灰-原子灰(腻子)是一种浆糊状底层材料,用于填充深坑,形成光滑表面-根据凹坑的深度,可以选择不同类型的原子灰进行填补-聚酯腻子:主要使用-环氧腻子:修复塑料-硝基腻子:填充划痕,针孔52调配聚酯原子灰53调配聚酯原子灰原子灰开罐先搅拌均匀54调配聚酯原子灰原子灰:固化剂=100 :2(或者
9、3)55调配聚酯原子灰56施涂原子灰-第一遍原子灰薄刮-注意刮刀运动和角度-少刮多补的原则57施涂原子灰58施涂原子灰59施涂原子灰60施涂原子灰61施涂原子灰62施涂原子灰63第一遍原子灰薄刮效果64原子灰施涂65原子灰最终施涂效果66注意事项67注意事项68注意事项69注意事项70干燥设备71干燥原子灰自然干燥:15分钟红外线烤灯干燥:5分钟检查薄的区域以检查薄的区域以确认确认原子原子灰的干燥情况灰的干燥情况原子灰原子灰 厚的区域干的快厚的区域干的快72碳粉指示层为了检查打磨表面是否平整,砂纸痕迹是否打磨彻底,我们需要施涂碳粉指示层73研磨原子灰1.用P80砂纸配合手磨板,预磨腻子。2.用
10、P180砂纸配合手磨板进行中间过渡打磨,与P80砂纸方向程正确角度操作。3.用P240砂纸配合3-5mm打磨机细打磨接口区域和腻子区域,使用P320或者P400砂纸研磨其余表面直至无泽。研磨每次更换砂纸型号要对打磨区域涂抹打磨指示层,打磨指示层,手磨板打磨时呈米字型打磨74研磨原子灰75过程检查76过程检查 没有高点,露出钢板没有高点,露出钢板 没有砂纸痕,孔眼没有砂纸痕,孔眼 触摸原子灰与旧漆膜处连接自然触摸原子灰与旧漆膜处连接自然 没有凹凸不平,复原特征线没有凹凸不平,复原特征线 -如果发现板件没有修复平整,重新施涂原子灰-有砂眼,砂纸痕,薄刮一层原子灰,烤干再打磨-重要:露出钢板部位,喷
11、涂一薄层环氧底漆。77研磨原子灰78研磨原子灰最终效果79施涂环氧底漆环氧底漆配方:801-72 :965-60:352-50/91/216比例:4 :1 :1喷枪口径:HVLP喷枪 1.3mm气压:2bar活化时间:20 条件下保存8小时80施涂环氧底漆为提高基底的防锈蚀能力,有裸露金属的部位必须施涂一层环氧底漆。根据不同的油漆品牌所规定的调配比例调配,一般有喷涂和刷涂两种方式。施涂方式:A.手工喷枪喷涂,B.用擦拭布涂抹薄薄一层喷涂一薄层即可,红外线烤灯烘烤5分钟81施涂环氧底漆注意环氧底漆仅需要覆盖裸金属即可。82钣金车间钣金车间 洗车洗车环车检查环车检查损伤评估损伤评估 清洁清洁研磨研磨 清洁清洁研磨研磨原子灰原子灰 干燥干燥施涂原子灰施涂原子灰清洁清洁中途处理中途处理过程检查过程检查面漆面漆处理处理检验检验流程回顾施涂施涂环环氧氧 干燥干燥83思考1.前处理有多少个步骤?2.为什么整个流程可以实现无水打磨?3.那个步骤时间耗费最长?为什么?Thank You!
 汽车涂阳装技术底材处理ppt课件
汽车涂阳装技术底材处理ppt课件