《数控车床的加工工艺》由会员分享,可在线阅读,更多相关《数控车床的加工工艺(4页珍藏版)》请在装配图网上搜索。
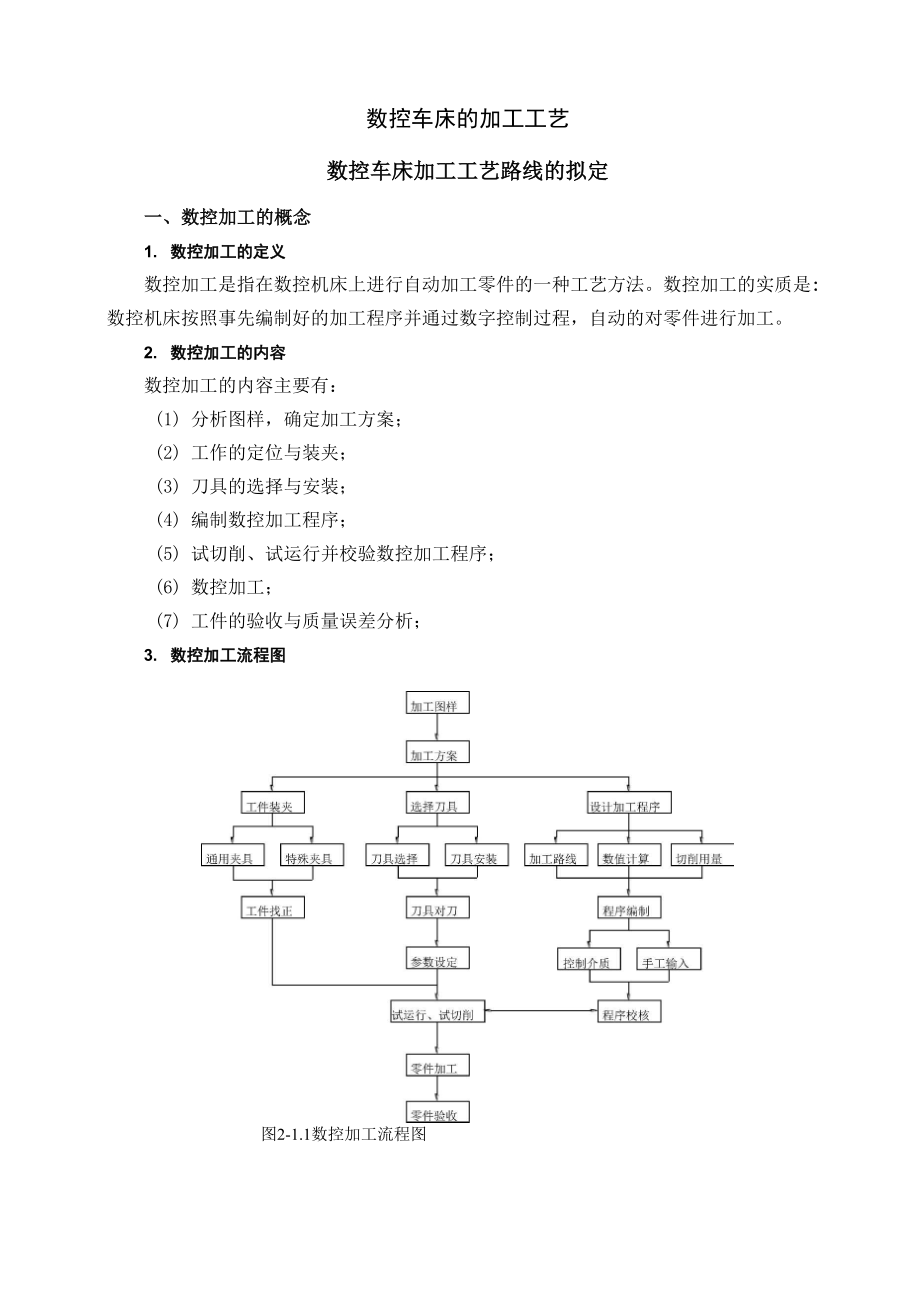
1、数控车床的加工工艺数控车床加工工艺路线的拟定一、数控加工的概念1. 数控加工的定义数控加工是指在数控机床上进行自动加工零件的一种工艺方法。数控加工的实质是: 数控机床按照事先编制好的加工程序并通过数字控制过程,自动的对零件进行加工。2. 数控加工的内容数控加工的内容主要有:(1) 分析图样,确定加工方案;(2) 工作的定位与装夹;(3) 刀具的选择与安装;(4) 编制数控加工程序;(5) 试切削、试运行并校验数控加工程序;(6) 数控加工;(7) 工件的验收与质量误差分析;3. 数控加工流程图图2-1.1数控加工流程图二、加工阶段的划分对重要的零件,为了保证其他加工质量和合理使用设备,零件的加
2、工过程可划分为4 个阶段即:粗加工阶段、半精加工阶段、精加工阶段和精密加工(包括光整加工)阶段。划分加工阶段的目的:(1) 保证加工质量(2) 合理使用设备(3) 便于及时发现毛坯缺陷(4) 便于组织生产三、加工顺序的安排加工顺序(又称工序)通常包括切削加工工序、热处理工序和辅助工序。本书主要介 绍切削加工工序。1. 加工顺序安排原则(1) 基准面先行原则(2) 先粗后精原则(3) 先主后次原则(4) 先近后远2. 工序的划分(1) 工序划分的原则在数控车床上加工的零件,一般按工序集中原则划分工序, 划分方法如下:1) 工序集中原则。工序集中原则是指每道工序包括尽可能多的加工内容,从而使工 序
3、的总数减少。2) 工序分散原则。工序分散就是将工作的加工分散在较多的工工序内进行,每道工 序的加工内容很少。(2) 工序划分的方法1) 按安装刀具划分2) 按安装次数划分3) 按粗、精加工划分4) 按加工部位划分3. 工步的划分方法通常情况下,可分别按粗、精加工分开,由近及远的加工方法和切削刀具来划分工 步。四、加工路线的确定1. 加工路线的确定原则注:在数扌空加工中,刀具刀位点相对于零件运动的轨迹称为加工路线。加工路线 的确定与工件的加工精度和表面粗糙度直接相关。1)加工路线应保证被加工:零件的精度和表而粗糙度,且效率较高。2)使数值计算简便,以减少编程工作量。3)应使加工路线最短,这样既可
4、以减少程序段,又可减少空刀时间。4)加工路线还应根据工件的加工余量和机床、刀具的刚度等具体情况确定。2. 圆弧车利加工路线(1) 车锥法(图2-1.2a)根据加工余量,采用圆锥分层切削的办法将加工余量去 除后,再进行圆弧精加工。采用这种加工路线时,加工效率高,但计算麻烦。(2) 移圆法(图2-1.2b) 根据加工余量,采用相同的圆弧半径,渐进地向机床的 某一坐标轴方向移动,最终将圆弧加工出来。采用这种加工路线时,编程简便,但若处理 不当,会导致较多的空行程;(3) 车圆法(图2-1.2c)在圆心不变的基础上根据加工余采用大小不等的圆弧半 径最终将圆弧加工出来(4) 平行车削法(图2-1.3a)刀具每次切削的背吃刀量相等,但编程时需计算刀 具的起点和终点坐标。采用这种加工路线时,加工效率高,但计算麻烦。(5) 终点车削法(图2-1.3b)采用这种加工路线时,刀具的终点坐标相同,无需 计算终点坐标,计算方便,但每次切削过程中,背吃刀量是变化的。
 数控车床的加工工艺
数控车床的加工工艺