 多种弯头放样方法
多种弯头放样方法

《多种弯头放样方法》由会员分享,可在线阅读,更多相关《多种弯头放样方法(15页珍藏版)》请在装配图网上搜索。
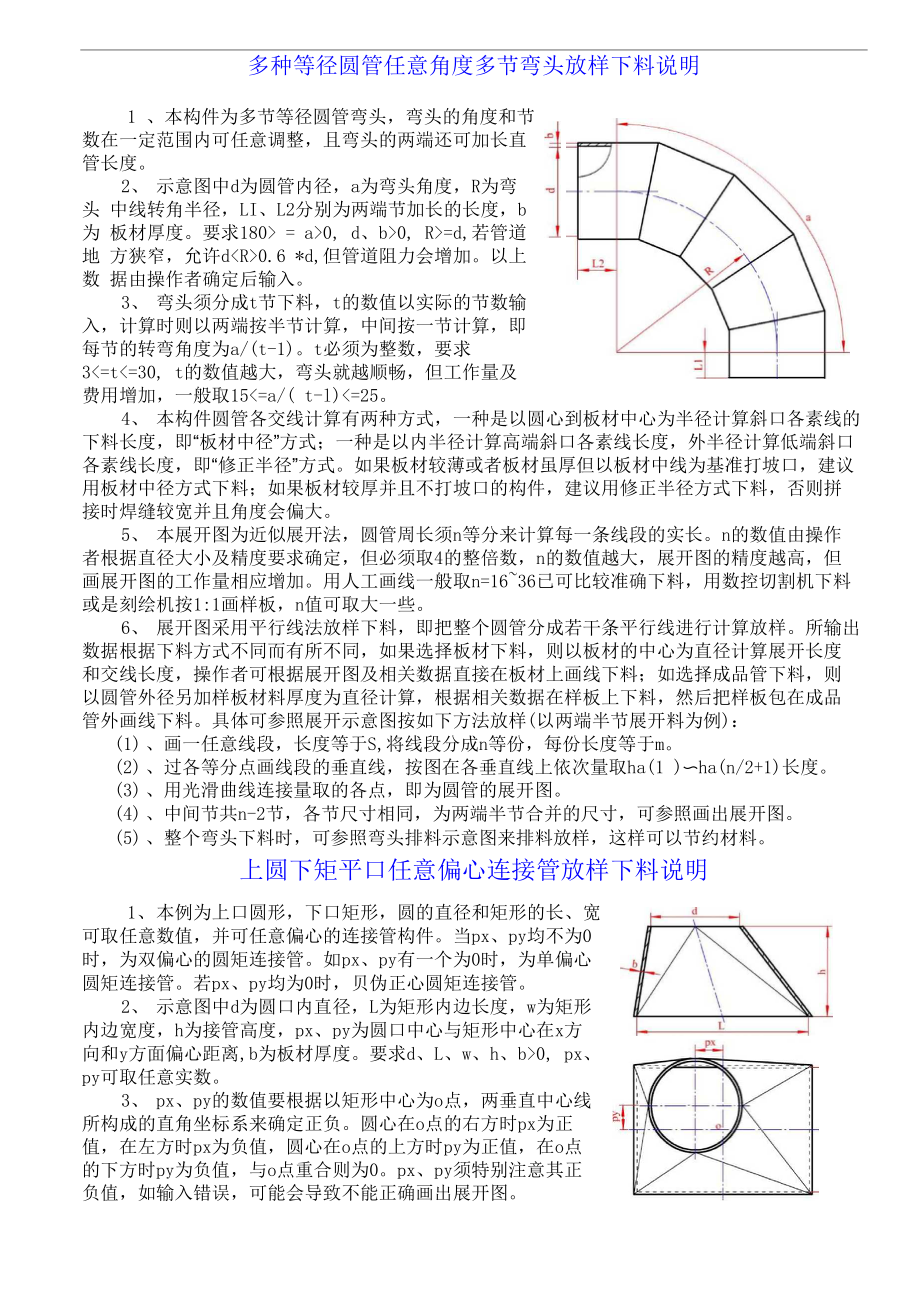
1、多种等径圆管任意角度多节弯头放样下料说明1 、本构件为多节等径圆管弯头,弯头的角度和节 数在一定范围内可任意调整,且弯头的两端还可加长直 管长度。2、示意图中d为圆管内径,a为弯头角度,R为弯头 中线转角半径,LI、L2分别为两端节加长的长度,b为 板材厚度。要求180 = a0, d、b0, R=d,若管道地 方狭窄,允许d0.6 *d,但管道阻力会增加。以上数 据由操作者确定后输入。3、弯头须分成t节下料,t的数值以实际的节数输 入,计算时则以两端按半节计算,中间按一节计算,即 每节的转弯角度为a/(t-1)。t必须为整数,要求3=t=30, t的数值越大,弯头就越顺畅,但工作量及 费用增
2、加,一般取15=a/( t-l)0, px、 py可取任意实数。3、px、py的数值要根据以矩形中心为o点,两垂直中心线 所构成的直角坐标系来确定正负。圆心在o点的右方时px为正 值,在左方时px为负值,圆心在o点的上方时py为正值,在o点 的下方时py为负值,与o点重合则为0。px、py须特别注意其正 负值,如输入错误,可能会导致不能正确画出展开图。4、圆口周长须n等分来计算各素线的实长,n的数值必须是4的整倍数,由操作者根据直径及精度要求确定后输入,n的数值越大,展开图的精度越高,但 画展开图的工作量相应增加。用人工画线一般取n=1636已可比较准确下料,用数控切割机下料 或是刻绘机按1:
3、1画样板,n值可取大一些。5、展开图采用三角形法放样下料,即把整个展开图分成若干个三角形进行计算放样。所输 出数据已作板厚处理,可直接根据数据在板材上下料,具体可参照展开示意图按如下方法放样:(1) 、画一任意直线段,长度等于L,两端点分别为A、D。(2) 、按图分别以A、D两点为圆心,La(n/4+1)、Ld( 1)为半径画弧交于一点。然后以交点为 圆心,m为半径在交点两侧画弧,与以A、D两点为圆心,La(n/4)、Ld(2)为半径所画圆弧分别相 交,按此顺序依次画出La(n/4)La(1)、Ld(2)Ld(n/4+1)各线段与m弧的交点。、按图分别以A、D两点为圆心,w为半径画弧,与以La
4、(1)、Ld(n/4+1)交点为圆心,Lb(1)、 Lc(n/4+1)为半径所画弧相交,得到两个新的交点B、C。(4) 、以Lb与La(1)交点、Lc(n/4+1)与Ld(n/4+1)交点分别为圆心,m为半径在交点两侧 画弧,分别与以B、C两点为圆心,Lb(2)、Lc(n/4)分别为半径所画弧相交,按此顺序依次画出 Lb(2)Lb(n/4+1)、Lc(n/4+1)Lc( 1)各线段与m弧的交点。(5) 、分别以B、C两点为圆心,Lp为半径画弧,与以Lb(n/4+1)、Lc( 1)交点为圆心,hp为半 径所画弧相交,得到交点E、F。(6) 、按图用直线依次连接E、B、A、D、C、F各点,用光滑曲
5、线连接各个交点,即可得到 连接管的展开图。6、输出的展开图按向内卷曲加工放样计算,是以整个图形画出的,下料时为了节约材料, 也可沿hs线裁开分成两块来下料,或者再从任意处裁开分成若干块下料。等径圆管任意角度三通放样下料说明1、本例为等径圆管任意直径、任意板厚、任意角度 相交的三通构件各部件展开图计算。2、示意图中,d为圆管内径,L为主管长度,L1为管 边到两中线交点距离,h为支管长度,a为两管中线夹角, b为板材厚度,要求0a(d+2*b)/(2*Tan(a/2), LL1+d/2+b。以上数据由操 作者确定后输入。3、支管周长须n等分来计算各素线实长,n的数值由 操作者根据直径及精度要求确定
6、,但必须是4的整倍数, n的数值越大,展开图的精度越高,但画展开图的工作量 相应增加。用人工画线一般取n=1636已可比较准确下 料,用数控切割机下料或是刻绘机按1:1画样板,n值可 取大一些。4、展开图采用平行线法放样下料,即把整个圆管分成若干条平行线进行计算放样。所输出 数据根据下料方式不同而有所不同,如果选择板材下料,则以板材的中心为直径计算展开长度 和交线长度,操作者可根据展开图及相关数据直接在板材上画线下料;如选择成品管下料,则 以圆管外径另加样板材料厚度为直径计算,根据相关数据在样板上下料,然后把样板包在成品 管外画线下料。具体可参照展开示意图按如下方法放样:( 一 ) 、支管下料
7、方法:(1) 、画一任意线段,长度等于S,将线段分成n等份,每份长度等于m;(2) 、过各等分点画线段的垂直线,在各垂直线上依次量取ha(1)ha(n/2+1)长度;(3) 、按图用光滑曲线连接量取的各点,即为支管的展开图。(二) 、主管下料方法:(1) 、画一矩形,长度等于L,宽度等于S,此为圆管的展开图;(2) 、按图过展开图的中点画一平行于长度边线的线段为中心线,然后以宽度边线为基准,在中心线上量取La(l)La(n/2+l)长度,过各个点分别画垂直线于中心线两边;(3) 、以中心线为基准,在各垂直线上对称对应量取ms(l)ms(n/2+l)长度。(4) 、用封闭的光滑曲线连接各点,即为
8、连接支管的割口。斜截圆管放样下料说明1、斜截管圆管是钣金构件中最简单的一种,圆管与一倾 斜平面相交,即按本构件下料。图中d为圆管内径,a为斜口角 度,h为圆管中心高度,b为圆管板厚,以上数据由操作者确定 后输入。要求d、b0, 0oa0.6*(d+b) *Tan(a)。2、本构件圆管斜口计算有两种方式,一种是以圆心到板 材中心为半径计算斜口各素线的下料长度,即“板材中径”方 式;一种是以内半径计算高端斜口各素线长度,外半径计算低 端斜口各素线长度,即“修正半径”方式。如果板材较薄或者板 材虽厚但以板材中线为基准打坡口,建议用板材中径方式下 料;如果板材较厚并且不打坡口的构件,建议用修正半径方式
9、 下料,否则拼接时焊缝较宽并且角度会偏大。3、圆管圆周长须n等分来计算各素线长度,n必须是4的整倍数,由操作者根据直径大小及 精度要求确定后输入,n的数值越大,展开图的精度越高,但画展开图的工作量相应增加。用人 工画线一般取n=1636已可比较准确下料,用数控切割机下料或是刻绘机按1:1画样板,n值可取 大一些。4、展开图各数据已作板厚处理,所输出数据根据下料方式不同而有所不同,如果选择板材 下料,则以板材的中心为直径计算展开长度和交线长度,操作者可根据展开图及相关数据直接 在板材上画线下料;如选择成品管下料,则以圆管外径另加样板材料厚度为直径计算,根据相 关数据在样板上下料,然后把样板包在成
10、品管外画线下料。具体可参照展开示意图按如下方法 放样:(1) 、画一任意线段,长度等于S,将线段分成n等份,每份长度等于m。(2) 、过各等分点画线段的垂直线,在各垂直线上依次量取La(1)La(n/2+1)o(3) 、用光滑曲线连接量取的各点,即为圆管的展开图。异径带补料正交三通放样下料说明1、本构件为异径圆管垂直相交所形成的三 通,外加两半圆、两三角板补料,该构件通风阻 力比无补料的要小一些。2、图中d1为主管内直径,d2为支管内直径, L1为主管长度,L2为主管边到两管中线交点长 度,h为主管中线到支管口高度,Lp为补料水平 距离,hp为补料垂直高度,b1为主管板材厚度, b2为支管板材
11、厚度,以上数据由操作者根据图纸 或已知条件确定后输入。要求d2、b1、b20; Lp、 hp0;L2d2/2+b2+Lp;L1-L2d2/2+b2+Lp; h= d1/2+b1+Lp; d1d2。如数值不符合要求,请按 提示重新输入数据。3、圆管周长需n等分来计算各素线实长,n的数值必须是4的整倍数,由操作者根据直径及 精度要求确定,n的数值越大,展开图的精度越高,但画展开图的工作量相应增加。用人工画线 一般取n=1636已可比较准确下料,用数控切割机下料或是刻绘机按1:1画样板,n值可取大一些。4、两管的相交方式有插入式和骑马式两种,插入式是以支管插入到主管的内壁计算,骑马式是以支管接触到主
12、管外壁计算,下料时插入式的主管开口大一些,支管的长度也长一些。5 、展开图采用平行线法放样下料,即把整个圆管分成若干条平行线进行计算放样。所输出 数据根据下料方式不同而有所不同,如果选择板材下料,则以板材的中心为直径计算展开长度 和交线长度,操作者可根据展开图及相关数据直接在板材上画线下料;如选择成品管下料,则 以圆管外径另加样板材料厚度为直径计算,根据相关数据在样板上下料,然后把样板包在成品 管外画线下料。具体可参照展开示意图按如下方法放样:( 一 ) 、支管下料方法:(1) 、画一直线段,长度等于 S2 ,将线段分成 n 等份,每份长度等于 m2 ;(2) 、过各等分点向下画线段的垂直线,
13、以线段两端及中点为起点分别在各等分垂直线上按图依次量取ha(l)ha(n/4+l)高度。(3) 、按图以n/4+l线为转折点分别用光滑曲线连接量取的各点,即为支管的展开图。( 二 ) 、补料的下料方法:(1) 、画一直线段,长度等于S2/2,将线段分成n/2等份,每份长度等于m2;(2) 、按图过各等分点向线段的两边画垂直线,从线段中点分别向下边及上边在各等分垂直 线上按图依次量取ka(1)ka(n/4+1)、kb(1)kb(n/4+1)高度;(3) 、按图用光滑曲线连接量取的各点,即为补料圆弧板的展开图。(4) 、三角板是平板,按图下料即可。(三) 、主管下料方法:(1) 、画一矩形,长度等
14、于L1,宽度等于S1,此为主管外形的展开图;(2) 、按图过展开图的中点画一平行于宽度边线的线段为中心线,然后以中心线为基准,在 中心线两侧对称量取ms(1 )ms(n/4+1)长度,过各点画平行线于中心线两侧;(3) 、按图以板边为基准,从中心线起点在各等分线分别依次量取La(1)La(n/4+1 )和 Lb(1)Lb(n/4+1)长度;(4) 、按图以4个角点为转折点分别用光滑曲线连接量取的各点,用直线连接角点,即为主 管的展开图。等径同平面任意角度Y型三通放样下料说明1、本例适合于等径圆管任意偏心角与长度 的Y型三通构件各部件展开图计算。2、示意图中,d为圆管内径,h为主管高度, L1为
15、支管1长度,L2为支管2长度,a1为支管1偏角, a2为支管2偏角,b为圆管板厚。要求h(d+2*b)/2, L1、 L2(d+2*b)/(2*Tan(a1+a2)/2), 0oa1、 a20; d1 d2; R=d2*0.54+b2; L = R+d1/2-d2/2-R * Cos(a); 0a=90; 2= t =0; h1 的数值以能画出展开图为准,如数值过小, 请按提示重新输入数据。3、圆管周长需n等分来计算各素线实长, n的数值必须是4的整倍数,由操作者根据直 径及精度要求确定,n的数值越大,展开图的精度越高,但画展开图的工作量相应增加。用人工 画线一般取n=1636已可比较准确下料
16、,用数控切割机下料或是刻绘机按1:1画样板,n值可取大 一些4、展开图采用平行线法放样下料,即把整个圆管分成若干条平行线进行计算放样。所输出 数据根据下料方式不同而有所不同,如果选择板材下料,则以板材的中心为直径计算展开长度 和交线长度,操作者可根据展开图及相关数据直接在板材上画线下料;如选择成品管下料,则 以圆管外径另加样板材料厚度为直径计算,根据相关数据在样板上下料,然后把样板包在成品 管外画线下料。具体可参照展开示意图按如下方法放样:(一) 、弯头第1k-1节下料方法:(1) 、画一任意线段,长度等于Lb(i),再距线段ku(i)高度画等长平行线一条,将两条线段 从中点向两端分等份,每份
17、长度等于m2;从第二节后另外在线段上以中点对称量出Lb(i-1)长度。(2) 、过各等分点、端点及Lb(i-1)点画垂直线连接两条线段,以下部线段为基准,在各等 分垂直线上从中点向两边按图依次量取ela(i,1)ela(i,j)长度,并在Lb(i-1)线量取Lz长度; 以上部部线段为基准,在各等分垂直线上从中点向两边按图依次量取ehb(i,1)ehb(i,j)长度, 并在两端点量取Lz长度;(3) 、按图以两端点及Lb(i-1 )点为端点,用光滑曲线分别连接量取的各点,即为各节管的 展开图。(二) 、第K节与第t节管下料方法:(1) 、第k节有部分与直管相交,展开周长等于S2,第t节与直管没有
18、相交,下料与普通多节 弯头的端节一样,可顺序参照画出;(2) 、画一直线段,长度等于S2,将线段分成n等份,每份长度等于m2;另外在线段上量出La(k)长度;(3) 、过各等分点及Lb(k-1)点画线段的垂直线,以直线段为基准,在各等分垂直线上按图 以两端点为1依次量取Ld(1)Ld(n/2+1)长度,再从以上各点以中点为1依次hc(l)hc(n/2+l)长 度,然后在Lb(k-1)垂直线上量取pa(k-1)长度。(4) 、按图用光滑曲线连接量取的各点,即为第k节与第t节管的展开图。(三) 、直管下料方法:(1) 、画一矩形,长度等于S1,宽度等于h1,此为直管的展开图;(2) 、按图过展开图
19、的中点画一平行于宽度边线的线段为中心线,然后以中心线为基准,在 中心线两侧对称量取ms(1 )ms(n/4+1)长度,再分别量取Lu(1 )Lu(k-1)长度,过各点画平行 线于中心线两侧;(3) 、按图以下边线为基准,在各等分线分别量取ha(1)ha(n/2+1)长度,在Lu(1)Lu(k-1) 线分别量取hu(1)hu(k-1)长度;(4) 、以Lu(1)Lu(k-1)各点为拐点,在Lu(1)Lu(k-1)各点间,用光滑曲线连接ha(1) ha(n/2+1)各点,即为连接弯头的割口。(四) 、完整中间节下料方法:(1) 、如果t-k1,需增加完整中间节t-k-1节;(2) 、画一直线段,长
20、度等于S2,将线段分成n等份,每份长度等于m2。(3) 、过各等分点在线段两侧画线段的垂直线,以线段为基准,在线段两端各等分垂直线上 按图依次量取Lc(1)Lc(n/2+1)长度。(4) 、按图用光滑曲线连接量取的各点,即为完整中间节的展开图。异径直管相交多节弯头放样下料说明1、本例为异径圆直管垂直相交多节弯头所形 成的三通,直管相交的弯头为3节到12节的构件, 直管可在一定范围内偏离弯头下口中线。相交方式 有插入式和骑马式两种选择。2、图中d1为圆管弯头内径,d2为直圆管内径, a为弯头偏转角度,R为弯头转角半径,t为弯头节 数,h为直管上口距弯头下口高度,p为直管中线 到弯头下端口中线距离
21、,b1为弯头板材厚度,b2 为直管板材厚度,以上数据由操作者根据图纸或已 知条件确定后输入。要求d2、b1、b20; d1 d2; R=d1*0.54+b1; p r - (r + d1 / 2) * Cos(a) -d2 / 2 ; 0a=180; 3= t a0, w、b0, Lw, R=w,若管道地方 狭窄,允许d0.6 *d,但管道阻 力会增加。以上数据由操作者确 定后输入。3、弯头须分成t节下料,弯头的两端按半节计算,中间按一节计算。t必须为整数,要求t =3, t的数值越大,弯头就越顺畅,但工作量及费用增加,一般 取 15二a/( t-1)a0, w、b0, Lw, R=w,若管道
22、地方狭窄,允许d0.6*d,但 管道阻力会增加。以上数据由操作者确定后输入。3、弯头须分成t节下料,弯头的两端按半节计算,中间按一节计算。t必须为整数,要求12 = t =3,t的数值越大,弯头就越顺畅,但工作量及费用增加,一般取15=a/(t-1)d20, 0 a0,R=d1,若管道地方狭窄,允许 d10.6*d1,但管道阻力会增加。以上数据由操作 者确定后输入。要求t=2。t的数值由操作者确定后输入,3、弯头节数为t,t必须为整数,两端各为半节, t越大,弯头就越顺畅,但工作量及费用增加,一般取15二a/1d20, h0.3*dl*Lp/hp, Lpdl/2, L、 hp0.3*d2*hp
23、/Lp, tan(a)= Lp/hp, a0。以上数据由操作者根据图 纸或有关数据确定后输入,如果输入数据 不符合要求,请根据提示重新输入。3、本构件各节管交线计算有两种方式bdl:一种是以圆心到板材中心为半径计算斜口各素线的下料长度,即“板材中径”方式;一种是以内半径计算高端斜口各素线长度,外半径计算低端斜口 各素线长度,即“修正半径”方式。如果板材较薄或者板材虽厚但以板材中线中线为基准打坡口, 建议用板材中径方式下料;如果板材较厚并且不打坡口的构件,建议用修正半径方式下料,否 则拼接时焊缝较宽并且角度会偏大。4、各部件的周长须均分成n等分来计算各素线实长,n的数值必须是4的整倍数,由操作者
24、 根据管径及精度要求确定后输入。n的数值越大,展开图的精度越高,但画展开图的工作量相应 增加,用人工画线一般取n=1636已可比较准确下料,用数控切割机下料或是刻绘机按1:1画样 板,n值可取大一些。5、展开图所输出数据已作板厚处理,圆管所输出数据根据下料方式不同而有所不同,如果 选择板材下料,则以板材的中心为直径计算展开长度和交线长度,操作者可根据展开图及相关 数据直接在板材上画线下料;如选择成品管下料,则以圆管外径另加样板材料厚度为直径计算, 根据相关数据在样板上下料,然后把样板包在成品管外画线下料。具体可参照展开示意图按如 下方法放样:(一) 、大小圆管下料方法:(1) 、画一任意线段,
25、长度等于S1(S2),将线段分成n等份,每份长度等于m1(m2)。(2) 、过线段上各点画线段的垂直线,在各等分点垂直线上依次量取ha(1)ha(n/2+1 )或 La(1)La(n/2+1)。(3) 、按图用光滑曲线连接量取的各点,即为圆管的展开图。(二) 、锥管下料方法:(1) 、任意定一原点o,以原点为圆心,Rs为半径画弧,在弧上取任意点,从这一点沿弧量 取弧长S3,或量取弦长Lx,也可用展开角度as1确定圆弧夹角;(2) 、将弧长S3平均分成n等分,每等分弧长为m3,各点连线到原点o;(3) 、以原点为基点,在各等分线上分别按图依次量取Ra(1)Ra(n/2+1)长度,另从两条 Ra(n/4+1)线等分点沿Rs弧线量取Lt弧长,此两点为外曲线的拐点,再以各量取点在等分线上向 原点量取Lb(1 )Lb(n/2+1)长度。按图用光滑曲线连接所截取各点,即可得到锥管的展开图;
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
