《主减速器啮合间隙调整》由会员分享,可在线阅读,更多相关《主减速器啮合间隙调整(3页珍藏版)》请在装配图网上搜索。
1、北京130主减速器与差速器的检测与调整1、主减速器(差速器)的拆卸: 拆卸时左右轴承座及盖不可错位,主动锥齿轮;两处的垫片不可遗失;2、主减速器主要零件的检修:(1)壳体:无裂痕、不变形、平面平整、螺孔螺纹不损伤;(2)油封:无刀口损坏、橡胶老化;(3)轴承:1)所有轴承均应转动灵活,无卡滞。2)轴承座,滚珠无麻点、剥落及裂纹,保持架良好;(4)减速器齿轮表面:1)主、从动齿轮不应有裂纹,其工作表面不应有明显的斑点、齿面脱落、缺齿和阶 梯磨损。2)疲劳剥落总面积不得大于齿面的25%,齿牙的损坏不得超过齿长的1/5和齿高的 1/3,数量不多于三个。如检修,且在不相邻时,可用油石磨去尖锐部分后,可
2、 以继续使用。(5)从动锥齿轮背面的端面跳动量,最大不超过0.1mm,否则应成对更换。3、调整: 单级主减速器,应先进行差速器的调整,然后调整主、从动锥齿轮的轴承预紧度,最后调整 齿轮的接触印痕和啮合间隙.(1)差速器的调整: 齿轮的齿隙,调整是通过增减行星齿轮背面支承垫片及半轴齿轮的支承垫圈的厚度来进行调整。齿隙为0.2-0.3imn,半轴齿与壳座孔间隙0.4mm(2)主动锥齿轮轴承预紧度的调整: 调整预紧度在不带油封的情况下进行。 调整方法:1)根据轴承预紧度的大小可在主动锥齿轮两轴承间加厚或减薄调整垫片(隔套前端垫片)。2)旋紧槽形锁紧螺母,力矩为:(BJ130: 123-147N M)
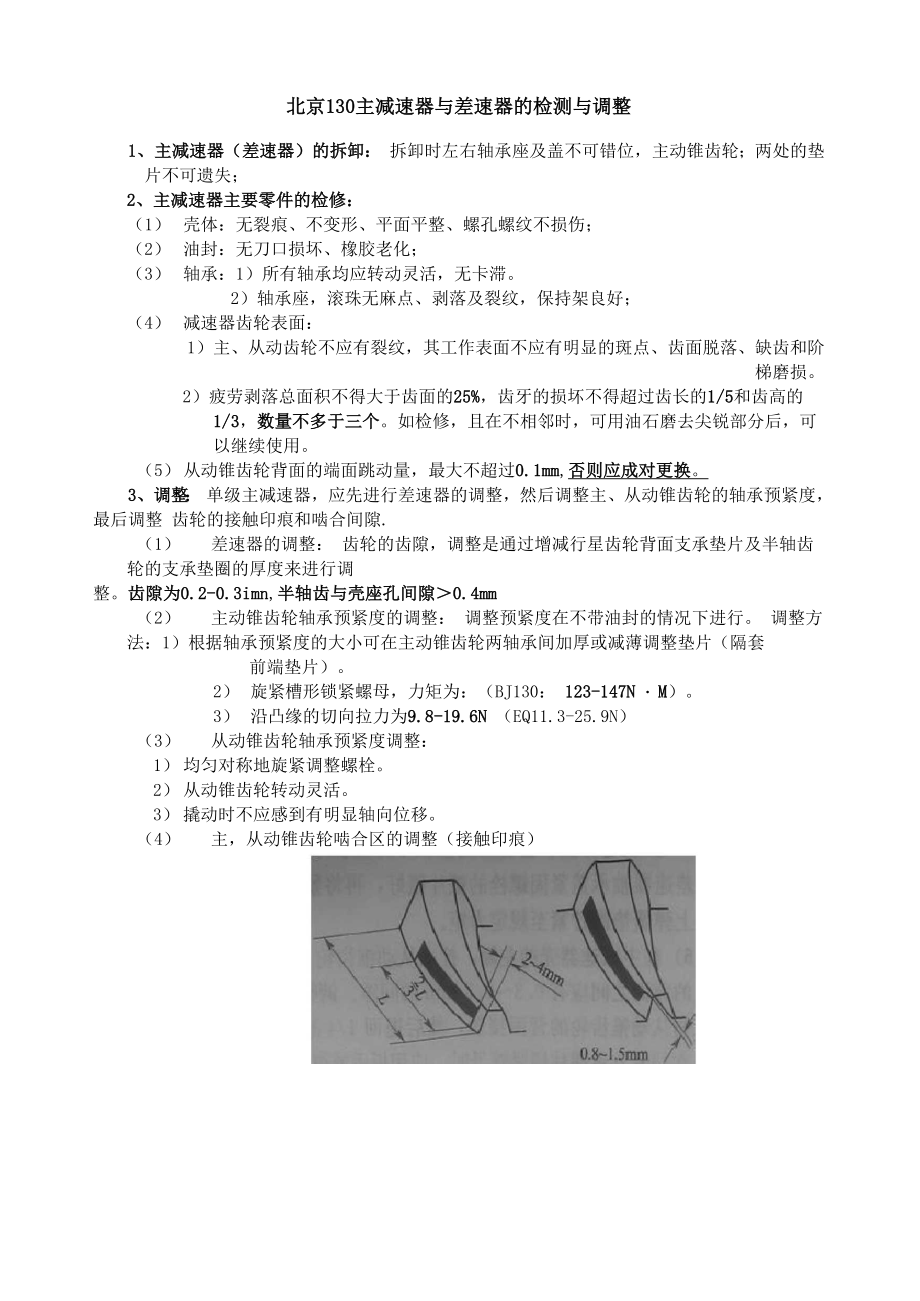
3、。3)沿凸缘的切向拉力为9.8-19.6N (EQ11.3-25.9N)(3)从动锥齿轮轴承预紧度调整:1)均匀对称地旋紧调整螺栓。2)从动锥齿轮转动灵活。3)撬动时不应感到有明显轴向位移。(4)主,从动锥齿轮啮合区的调整(接触印痕) 齿轮接触痕迹应达尺长的50%以上;其位置控制在齿的中偏小端,离小端2-4mm,齿高 方向的接触痕迹应不小于有效齿高的50%, 般应距齿顶0.8-1.6mm(可用红色印油涂于3-4齿进 行痕迹判断)调整是通过改变两锥齿轮的装配中心(即使两锥齿轮相互靠近或离开的轴向移动) 来进行的。 当接触印痕在从动齿大端时,应将从动齿轮向主动齿轮靠拢。间隙过小时,可将主动轮向 外
4、移开。 当接触印痕在从动齿小端时,应将从动齿轮移离主动齿轮。间隙过大时,可将主动齿轮向 内移拢。 当接触印痕在从动齿顶端时,应将主动齿轮向从动齿轮靠拢,间隙过小时,可将从动齿轮 向外移开。 当接触印痕在从动齿根部时,应将主动齿轮移离从动齿轮,间隙过大时,可将从动齿轮向 内靠拢注:(以上调整时均看从动齿轮的印痕为主) 口诀;大端进从动轮,小端出从动轮,顶部进主动轮,根部出主动轮,主动齿轮的进出是增减主 齿与轴承之间的垫片厚度进行。被动齿轮的移动是靠两调整螺栓左右进出而移动。(5)主,从动锥齿轮啮合间隙的调整啮合间隙应为0.15-0.50mm,最大不得超过1mm,但每一对圆锥齿轮啮合间隙的变动量不得 大于 0.15mm,啮合间隙是调整从锥齿轮的轴向位移来实现的,两齿轮靠近则间隙减小,反之则增大,当改 变啮合间隙时,接触印痕也随着变化;而改变接触印痕时,啮合间隙也随着变化。印痕和啮合间 隙的调整是相互矛盾的,印痕是矛盾的主要方面,应尽可能迁就印痕,而啮合间隙则宁可稍大一 些。 o顶部进主动齿轮根部出主动齿轮
 主减速器啮合间隙调整
主减速器啮合间隙调整