 饲料厂设备常见故障及排除方法
饲料厂设备常见故障及排除方法

《饲料厂设备常见故障及排除方法》由会员分享,可在线阅读,更多相关《饲料厂设备常见故障及排除方法(10页珍藏版)》请在装配图网上搜索。
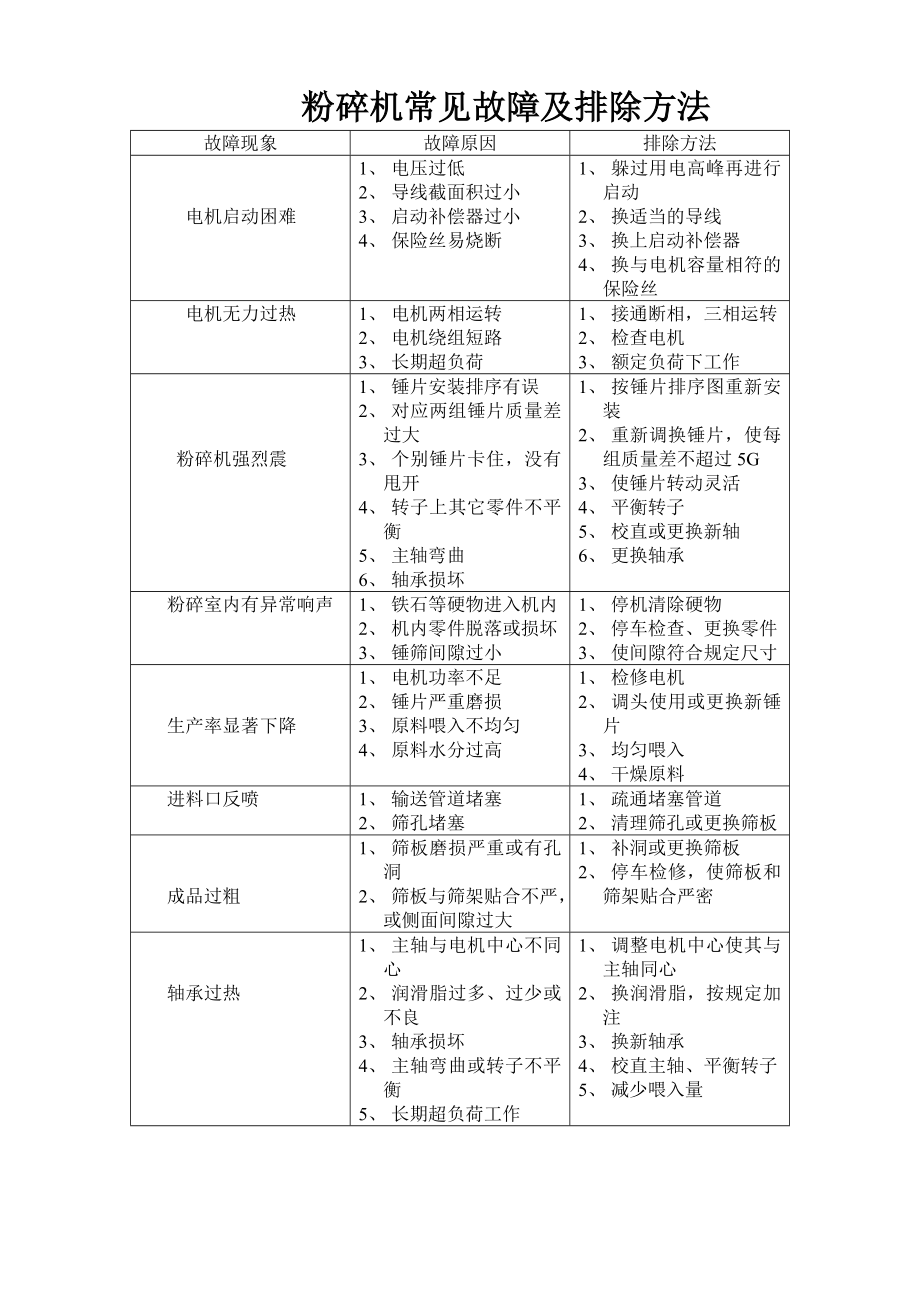
1、 粉碎机常见故障及排除方法故障现象故障原因排除方法 电机启动困难1、 电压过低2、 导线截面积过小3、 启动补偿器过小4、 保险丝易烧断1、 躲过用电高峰再进行启动2、 换适当的导线3、 换上启动补偿器4、 换与电机容量相符的保险丝 电机无力过热1、 电机两相运转2、 电机绕组短路3、 长期超负荷1、 接通断相,三相运转2、 检查电机3、 额定负荷下工作 粉碎机强烈震1、 锤片安装排序有误2、 对应两组锤片质量差过大3、 个别锤片卡住,没有甩开4、 转子上其它零件不平衡5、 主轴弯曲6、 轴承损坏1、 按锤片排序图重新安装2、 重新调换锤片,使每组质量差不超过5G3、 使锤片转动灵活4、 平衡
2、转子5、 校直或更换新轴6、 更换轴承 粉碎室内有异常响声1、 铁石等硬物进入机内2、 机内零件脱落或损坏3、 锤筛间隙过小1、 停机清除硬物2、 停车检查、更换零件3、 使间隙符合规定尺寸 生产率显著下降1、 电机功率不足2、 锤片严重磨损3、 原料喂入不均匀4、 原料水分过高1、 检修电机2、 调头使用或更换新锤片3、 均匀喂入4、 干燥原料 进料口反喷1、 输送管道堵塞2、 筛孔堵塞1、 疏通堵塞管道2、 清理筛孔或更换筛板 成品过粗1、 筛板磨损严重或有孔洞2、 筛板与筛架贴合不严,或侧面间隙过大1、 补洞或更换筛板2、 停车检修,使筛板和筛架贴合严密 轴承过热1、 主轴与电机中心不同
3、心2、 润滑脂过多、过少或不良3、 轴承损坏4、 主轴弯曲或转子不平衡5、 长期超负荷工作1、 调整电机中心使其与主轴同心2、 换润滑脂,按规定加注3、 换新轴承4、 校直主轴、平衡转子5、 减少喂入量 混合机常见故障及排除方法故障现象故障原因排除方法漏料1. 卸料门变形 2. 卸料门托杆螺栓松动、滑丝3. 卸料门密封条损坏4. 行程开关移动导致关门不严5. 卸料门上附着物料导致关门不严1.修整卸料门2.更换滑丝的螺栓螺母并拧紧3.更换密封条4.调整行程开关位置5.清理卸料门上附着物混合质量下降1.转子螺带或桨叶损坏2.转子与壳体之间间隙过大,导致混合效率降低、混合顶内残留量大3.漏料4.混合
4、机充填系数过大或过小5.油脂添加不均匀6.小料添加时间不正确1.修补或更换转子损坏部分2.调整转子与壳体之间的间隙3.见漏料排除方法4.控制每批混合量,保证合理的充填系数5.检查油脂添加系统,确保油脂能以喷雾形式添加6.小料应在配料部分卸料后再添加制粒机常见故障及排除方法序号故障现象故障原因排除方法1无原料进入制粒室1. 料斗结拱 2. 喂料器绞龙传动装置发生故障3. 喂料器绞龙堵死1. 破拱2. 检查喂料器绞龙传动装置,排除故障3. 清理喂料器绞龙上的物料2有原料进入制粒室但压不出颗粒1. 模孔堵塞2. 原料水分太多3. 模辊间隙过大4. 喂料刮板严重磨损5. 模辊磨损严重1. 清除模孔中的
5、饲料2. 控制原料和蒸汽中的水分3. 重新调节模辊间隙4. 更换刮板和模辊3主电机不能启动1.制粒室内有积料2.电路有问题3.行程开关不能碰到闸盘或门上的操纵杆1. 清除积料2. 检查电路,排除故障3.检查行程开关情况4噪音、剧烈振动1. 轴承已损坏2. 环模压辊磨损严重3. 环模与压辊间隙太小4. 调质器或喂料器内有异物5. 主轴轴承太松.1. 更换轴承2. 更换模辊3. 适当调大模辊间隙4. 清理异物5. 上紧螺母,减少游隙5颗粒剂主机负载不合理波动或颗粒质量不均匀1. 蒸汽管蒸汽供应不足或压力时有变化2.原料输送不稳定3.偏转板刮刀磨损引起喂料不均1. 检查蒸汽管路2. 调喂料速度3.
6、更换偏转板刮刀6制粒机工作中停止1. V形带张力不够,使速度控制仪动作2. 速度控制仪表参数设置不合理3. V形带部分或全部严重磨损或断裂4.因过载或杂质卡在压辊和环模之间使主轴转动,行程开关脱落5.抱箍的压力不够,或闸盘上沾有油脂打滑,使主轴转动,行程开关脱开6.线路故障1.重新调节V形带张力或检查液压系统压力表上压力值,如果必要,重新设定其压力值(调节时小心)2. 重新设置其参数3.装上一套新的V形带,不能只更换其中的一部分4. 使主轴和行程开关复位5.重新设定抱箍油压或清洁闸盘6.检查线路7制粒机常常堵机1. 偏转刮刀磨损物料分配不均2.压辊磨损3.一个一上的压辊卡住4. 偏转刮刀装配位
7、置错误5.饲料含水量过高1. 更换新的偏转刮刀2. 更换新的压辊3.检查压辊4.重新装配偏转刮刀5.降低水分含量8主轴头部温升过高主轴轴承游隙太小适当放松压紧螺母9安全销剪断制粒室内有硬质异物进入清除异物,更换安全销10二电机电流差值过大1. 2电机V形带未张紧2. 2电机平衡微调不均匀3. 电流表质量问题1. 张紧皮带或更换皮带2. 将电机调平3. 更换或调整电流表11制粒机冒烟1.刮刀磨损,使压辊和转子支承板之间形成一层硬的物料层2. V形带张力不够3.硬的物料堆积在压辊后支承板之间形成一层硬的物料层1.装上新刮刀2.张紧V形带3.清除硬的物料并润滑主轴承直至润滑脂从后支承板的后面冒出为止
8、12制粒机每转一圈就听见滴答声环模内有金属杂质检查环模内表面并除去金属杂质13.当满负荷或略微超负荷时V形带打滑1. V形带张力不够2.同组V形带长短不一致3. V形带沾了油脂4. V形带位置不对5. V形带外形不对1.应按规定上紧V形带2.更换同种牌号的整组皮带3.将V形带和皮带轮清洗4.校正马达和中间皮带轮5.使用合格的V形带14颗粒机产量不足,主马达已满负荷1.由于蒸汽添加过多(仅指温度、湿度特别敏感的物料)2.由于环模太厚3.由于蒸汽质量差,含水量高4.物料没有充分调质好5.压辊和环模的间隙过大6. 压辊和环模过度磨损7.配方不好或粉碎粒度过大1.应少加一些蒸汽2.应使用与物料相适应的
9、环模厚度3.应重新调整供气系统4.提高蒸汽添加量或延长调质时间5.重新调整间隙6.更换压辊和环模7.调整配方或更换小孔径的筛片15环模磨损到一定程度后断裂1.压膜内存在异物2.使用了过薄的环模3.环模的固定出了问题1.应改进物料的清理2.使用厚一些的有阶梯孔德环模3.检查环模传动轮缘和紧固螺栓是否锁紧,必要时更换传动轮缘16压辊轴承容易损坏1.物料中存在硬质异物2. 压辊和环模的间隙过大3.使用了不合适的润滑脂4.压辊的润滑脂加的过少5.使用了已坏的轴承端盖和密封圈6.使用了其他厂家生产的,质量不好的压辊轴承1.改善物料清理2.正确调节压辊和环模间隙3.按规定使用润滑脂4. 按规定加足润滑脂5
10、.更换轴承端盖和密封圈6.使用牧羊集团提供的轴承17同步带损坏1. 同步带跑偏2. 同步带过紧或过松3. 进入油脂或灰尘4. 使用非指定厂家的同步带5. 同步带正常老化1. 重新调整同步带2. 重新调整同步带3. 清理油脂或灰尘,并进行预防4. 使用牧羊指定厂家的同步带5. 更换新的同步带冷却器常见故障及排除方法故障现象故障原因排除方法电机启动不了1. 线路出现故障2. 电机损坏3. 料位器失灵1. 检修线路2. 更换电机3. 更换喂料器冷却料仓内积料不平整散料器损坏或没有调整好调整或更换散料器排料机构运动不灵活,且噪音大1. 轴承损坏2. 滚轮损坏3. 导轨损坏4. 转动点润滑不良5. 排料
11、栅栏与流量调节栅栏相碰撞1. 更换轴承2. 更换滚轮3. 更换导轨4. 润滑各转动点和轴承5. 调整两栅栏之间间隙冷却效果不理想(温度和水分高)1. 冷却风量不足2. 冷却时间短3. 冷却器与制粒机产量不匹配4. 颗粒进机水分偏高1. 调节风网碟阀,增大风量2. 调整料位器位置3. 更换产能大的冷却器4. 控制制粒水分破碎机常见故障及排除方法故障现象故障原因排除方法破碎大小不匀、有未破碎现象1. 轧距过大2. 两轧辊不平行3. 漏料1. 调节轧距2. 调两轧辊的平行度3. 密封漏料处粉末比例大1. 轧距过小2. 辊齿磨损严重3. 进机颗粒硬度低,粘结性不好1. 调整轧距,调节量轧辊的平行度2.
12、 对轧辊重新拉丝或更换新辊3. 分析颗粒硬度低的原因,增加颗粒硬度轧辊单边工作1. 进料集中于一处2. 进料过多、过猛3. 轧距不均1. 使进料均匀2. 减少进料量3. 重新调整轧距,使轧距均匀分级筛常见故障及排除方法序号故障现象故障原因排除方法1破碎料产量严重不足1.下层筛网规格过大2. 筛面料流不匀3. 制粒其它因素1. 换小规格下筛网2. 使料流均匀3. 提高制粒效果2筛分效率低1. 筛面堵塞2. 筛面不水平3. 筛面凹陷1. 换新橡胶球2. 将筛面调水平3. 重新绷紧筛面3破碎成品中含粉率高1. 下层筛筛孔过小2. 下层筛面料流不匀3. 下层筛孔堵塞1. 换大点的筛网2. 将筛面调水平
13、3. 绷紧筛网、换橡胶球4破碎料中夹带有颗粒料上层筛框周围缝隙过大或筛网有破损换筛框或修整,补筛网或换筛网5筛体不正常振动1. 偏心轴与平衡块方向未对称2. 内筛框周边缝隙过大,晃动+严重3. 筛体横向不水平4. 筛盖未压紧,筛盖周围晃动严重5. 轴承已损坏1. 重新调整安装2. 更换筛框或修补3. 将筛体调水平4. 修整筛盖并压紧5. 更换轴承6筛体开裂1. 焊接不牢2. 材质不合格1. 重新外焊2. 加强7弹性支承板断裂1. 疲劳破坏2. 材质不合格1. 更换新弹性板2. 在中间夹层薄钢板脉冲除尘器常见故障及排除方法故障现象故 障 原 因排 除 方 法风量降低1、布袋积灰过多2、水被吹入布
14、袋,布袋表面结垢3、空气压缩机故障4、压缩空气管道或元件漏气,导致压缩空气压力过低5、电磁阀故障,电磁阀膜片磨损,不能正常喷吹6、脉冲间隔过短,导致压缩空气压力过低或脉冲间隔过长,布袋清理不干净7、漏风8、风管堵塞,阻力过大9、关风器或卸料螺旋堵塞10、布袋下挂钩脱落,过滤面积减小1、清理布袋2、清理布袋,排放油水分离器积水3、检修空气压缩机4、检修压缩空气管道与元件,维持压缩空气正常压力5、维修或更换电磁阀,更换电磁阀膜片6、调整脉冲间隔7、检查各风管连接处,确保密封8、清理各段风管尤其是水平风管,采取措施减少吸风口的粉尘吸入量9、清理关风器或卸料螺旋10、挂好下挂钩排尘浓度过高1、布袋破损
15、2、布袋挂接处连接不紧密,泄漏1、修补或更换布袋2、上紧布袋风机常见故障及排除方法故障现象故 障 原 因排 除 方 法振动较大1、叶轮不平衡2、叶轮松动3、叶轮变形4、电机与机架连接松动5、基础不牢固6、叶轮轴盘孔与轴配合松动7、进出口管道安装不良,产生共振1、消除叶轮上的粘附物2、3、重新对叶轮进行平衡校验4、5、加固基础,紧固各连接件6、更换叶轮轴盘或轴7、重新安装进出管道轴承温升过高1、轴承缺油2、轴承内进有脏物3、轴承损坏1、添加润滑脂2、清洗轴承,并加润滑脂3、更换轴承风力不足1、风量调节门间隙过小2、叶轮粘附物多,使叶轮流道减小1、开大调节间隙2、消除叶轮上的积尘或粘附物空压机常见
16、故障及排除方法故障现象故 障 原 因排 除 方 法拔转卸荷/负荷钮子开关到“负载”位置时,压缩机不加载1、电器失灵2、储气罐/油气分离器与卸荷阀间的控制管路上有泄漏3、卸荷阀维持在关闭位置上1、检修2、检查管路及连接处,若有泄漏则需修补3、从卸荷阀上卸下盖,取出并检查阀,必要时予以更换工作压力已超过,压缩未卸荷1、压力调节器定值不适当(切断过迟)2、与压力调节器相连接的管接头漏气3、电器失灵1、检查调整2、检查并上紧管接头3、检修耗油过多,从水气分离器卸放的冷凝液呈乳化状1、油位过高2、油气分离滤芯回油管管接头处,限流空阻塞3、泡沫过多4、油气分离滤芯失效1、检查油位,卸除压力后排油至正常液位
17、2、清洗限流空3、更换要求牌号的油4、拆下检查或更换运行过程中不排放冷凝液1、排放管堵塞2、浮球阀失灵1、检查并疏通2、拆下该部件检查清洗停车后空气过滤器中喷油断油阀堵塞拆下检查清洗,并更换空气过滤器倒芯压缩机过热,通过压力式温度计停车1、压缩机冷却不够2、油冷却器内部外表面堵塞3、油位过低4、温度计不在要求测定处5、冷却水量不足或断水6、断油阀失灵,阀处于关闭位置7、油分离器滤芯堵塞8、油过滤器失效1、改善机房通风2、检查,必要时清洗3、检查,必要时加油,但不得加油过高4、调整到规定温度,没有制造厂许可不许调高5、加大冷却水量6、拆下检修7、拆下检查8、更换油过滤器初清筛常见故障及排除方法故
18、障现象故障原因排除方法轴承发热1、缺乏润滑脂2、油孔堵塞,内有脏物3、轴瓦或滚珠损坏1、添加润滑脂2、疏通油路,清洗轴承3、更换轴承或轴瓦减速器声音异常1、内有脏物2、润滑油过少3、蜗轮、蜗杆磨损严重1、清除机内异物并清洗2、添加润滑油3、更换蜗轮、蜗杆清理效果差1、筛筒破损2、供料量过大3、筛孔选择不当1、更换筛筒或对其进行修补2、控制喂料量3、更换筛孔适当的筛筒产量显著下降1、筛孔堵塞2、喂入量不足1、清理筛筒2、增加喂入量提升机常见故障及排除方法故障现象故障原因排除方法物料回流1、后续设备故障,排料不畅2、畚斗带张紧不够,畚斗带拌动3、卸料挡板破损或与畚斗间距过大1、停止进料,排除后续设
19、备故障2、调节张紧螺杆或调整畚斗带长度3、修补更换挡板或调节间距畚斗碰壁1、畚斗带张紧度不够,畚斗带抖动2、畚斗松动或变形3、机筒受压变形4、畚斗带跑偏1、调节张紧螺杆或调整畚斗带长度2、紧固畚斗螺栓或修整更换变形畚斗3、修整更换变形机筒,加固机筒支撑4、见跑偏排除方法畚斗带跑偏1、机筒垂直度超过允许范围2、头轮轴与底轮轴不平行3、畚斗带接头变形4、进料偏向一侧5、头轮橡胶磨损1、调节机筒垂直度2、调整至平行3、重新连结畚斗4、改变进料形式,在进料口上方加垂直溜管5、更换头轮物料堵塞1、在提升机启动前进料2、后续设备故障,排料不畅3、进料流量过大4、畚斗带过松造成打滑5、出口被大块物料堵塞1、
20、严格按规程操作2、停止进料,排除后续设备故障3、在进料口增加手动闸口,控制进料流量4、调节张紧螺杆或调整畚斗带长度5、消除大块物料螺旋输送机常见故障及排除方法故障现象故障原因排除方法堵塞1、螺旋转向不正确2、后续设备故障,排料不畅3、螺旋叶片磨损严重,叶片与壳体间隙过大4、进料流量过大1、改变电机接线,改变转向2、停止进料,排除后续设备故障3、调整间隙,如不能继续调整,则修补或更换螺旋叶片4、降低进料流量叶片擦壁1、叶片与壳体间隙过小2、螺旋叶片变形3、外壳变形4、螺旋轴弯曲1、调整间隙2、校正变形叶片3、校正外壳4、校正螺旋轴输送能力变小1、螺旋叶片变形2、螺旋叶片磨损1、校正变形叶片2、调
21、整叶片与壳体间隙或修补、更换叶片刮板输送机常见故障及排除方法故障现象故障原因排除方法堵塞1、进料流量过大2、后续设备故障3、刮板变形、磨损或缺损严重1、降低进料流量2、排除后续设备故障3、校正、更换、补充刮板噪音异常1、刮板链条过松或导轨变形,链条与导轨碰撞2、槽内有异物3、刮板链条滚套磨损严重4、链条与链齿啮合不正常1、调整刮板链条松紧度,校正导轨2、停机排除异物3、更换磨损严重的滚套4、见啮合不正常排除方法刮板链条链齿啮合不正常1、链条过松2、链齿磨损严重3、链条磨损,链节距增大4、头尾轴不平行1、调整链条松紧度2、更换头尾链轮3、更换磨损严重的链节4、调整头尾轴平行度链条断裂1、负载过大2、异物卡住链条3、链条疲劳磨损4、机槽各节错位较大,连接处卡住链条1、降低负载,尽量不进行符合启动2、清除异物,加强进料前的清理3、更换链条4、调节各段机槽同心度,保证各段机槽连接处两侧和底部平滑
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
