《两级输送线缓冲区计算》由会员分享,可在线阅读,更多相关《两级输送线缓冲区计算(4页珍藏版)》请在装配图网上搜索。
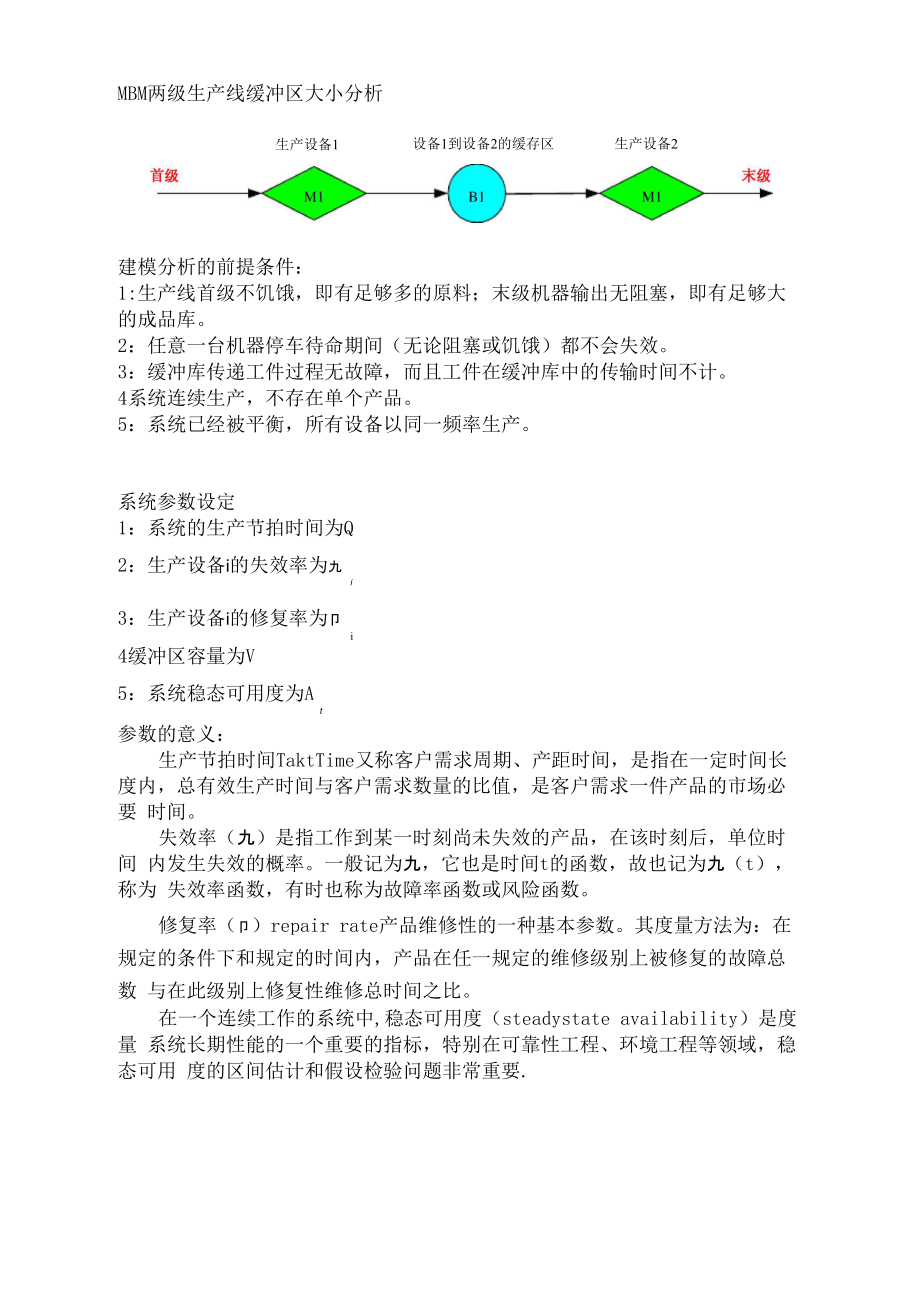
1、MBM两级生产线缓冲区大小分析生产设备1设备1到设备2的缓存区生产设备2建模分析的前提条件:1:生产线首级不饥饿,即有足够多的原料;末级机器输出无阻塞,即有足够大 的成品库。2:任意一台机器停车待命期间(无论阻塞或饥饿)都不会失效。3:缓冲库传递工件过程无故障,而且工件在缓冲库中的传输时间不计。4系统连续生产,不存在单个产品。5:系统已经被平衡,所有设备以同一频率生产。系统参数设定1:系统的生产节拍时间为Q2:生产设备i的失效率为九i3:生产设备i的修复率为卩i4缓冲区容量为V5:系统稳态可用度为At参数的意义:生产节拍时间TaktTime又称客户需求周期、产距时间,是指在一定时间长 度内,总
2、有效生产时间与客户需求数量的比值,是客户需求一件产品的市场必要 时间。失效率(九)是指工作到某一时刻尚未失效的产品,在该时刻后,单位时间 内发生失效的概率。一般记为九,它也是时间t的函数,故也记为九(t),称为 失效率函数,有时也称为故障率函数或风险函数。修复率(卩)repair rate产品维修性的一种基本参数。其度量方法为:在 规定的条件下和规定的时间内,产品在任一规定的维修级别上被修复的故障总数 与在此级别上修复性维修总时间之比。在一个连续工作的系统中,稳态可用度(steadystate availability)是度量 系统长期性能的一个重要的指标,特别在可靠性工程、环境工程等领域,稳
3、态可用 度的区间估计和假设检验问题非常重要.简化计算公式(p p e-k)A A A =124t p A - p Ae-k1 2 2 1 其中iHi九+ H i i 九7(H+H+九 + 九)(九 H-九 H )17 1H1H1 CC112121221(H +H )(九 + 九)Q1212 V举例工程要求:一个工作日(8个小时)下完成5万次单包抓取 Q=8*60/50000=0.0096设备1与设备2的失效率约等于0.003设备1的修复率为0.05,设备2的修复率为0.06缓冲区容量大小为V系统稳态可用度为At则可得到Q Figure 1=回因为系统的低失效率和高修复率,使得系统稳态性能非常高,最大稳态可用 度为0.943左右,此时推荐缓冲区容量大小为5.如果系统的修复率很低(由0.05变为0.005 )则系统一旦失效,很难修复, 此时系统的稳态可用性过低,通过容量大小为30的缓冲区也只能达到0.62的可用度。无法通过缓冲区来改善系统性能至0.8以上。如果系统的失效率很高(由原来的0.003变为0.03),则系统设备损坏频 度变多,系统整体可靠度下降,缓冲区无明显变化。Q Figure 1
 两级输送线缓冲区计算
两级输送线缓冲区计算