 过程能力与过程能力指数分析
过程能力与过程能力指数分析

《过程能力与过程能力指数分析》由会员分享,可在线阅读,更多相关《过程能力与过程能力指数分析(5页珍藏版)》请在装配图网上搜索。
1、过程能力与过程能力指数过程能力过程能力以往也称为工序能力。过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一 致性的,是稳态下的最小波动。而生产能力则是指加工数量方面的能力,二者不可混淆。过程能力决定 于质量因素,而与公差无关。当过程处于稳态时,产品的计量质量特性值有99.73%落在卩土 3Q的范围内,其中卩为质量特性值的 总体均值,Q为质量特性值的总体标准差,也即有99.73%的产品落在上述6Q范围内,这几乎包括了 全部产品。故通常用6倍标准差(6Q )表示过程能力,它的数值越小越好。过程能力指数(一)双侧公差情况的过程能力指数T _ T对于双侧公差情况,过程能力指数,的定义为:。卩
2、=工l (公式1);6c6c式中,T为技术公差的幅度,Tu、Tl分别为上、下公差限,c为质量特性值分布的总体标准差。当c 未知时,可用才1 = R7或c2 = ? / C4估计,其中R为样本极差,R为其平均值,S占为样本标准差,s为其平均值,d2、c4为修偏系数,可查国标常规控制图GB/T4091 2001表。注意,估计必须在稳态 下进行,这点在国标GB / T40912001常规控制图中有明确的规定并再三强调,不可忽视。在过程能力指数计算公式中,T反映对产品的技术要求,而c反映过程加工的一致性,所以在过程能 力指数Cp中将6c与T比较,就反映了过程加工质量满足产品技术要求的程度。根据T与6c
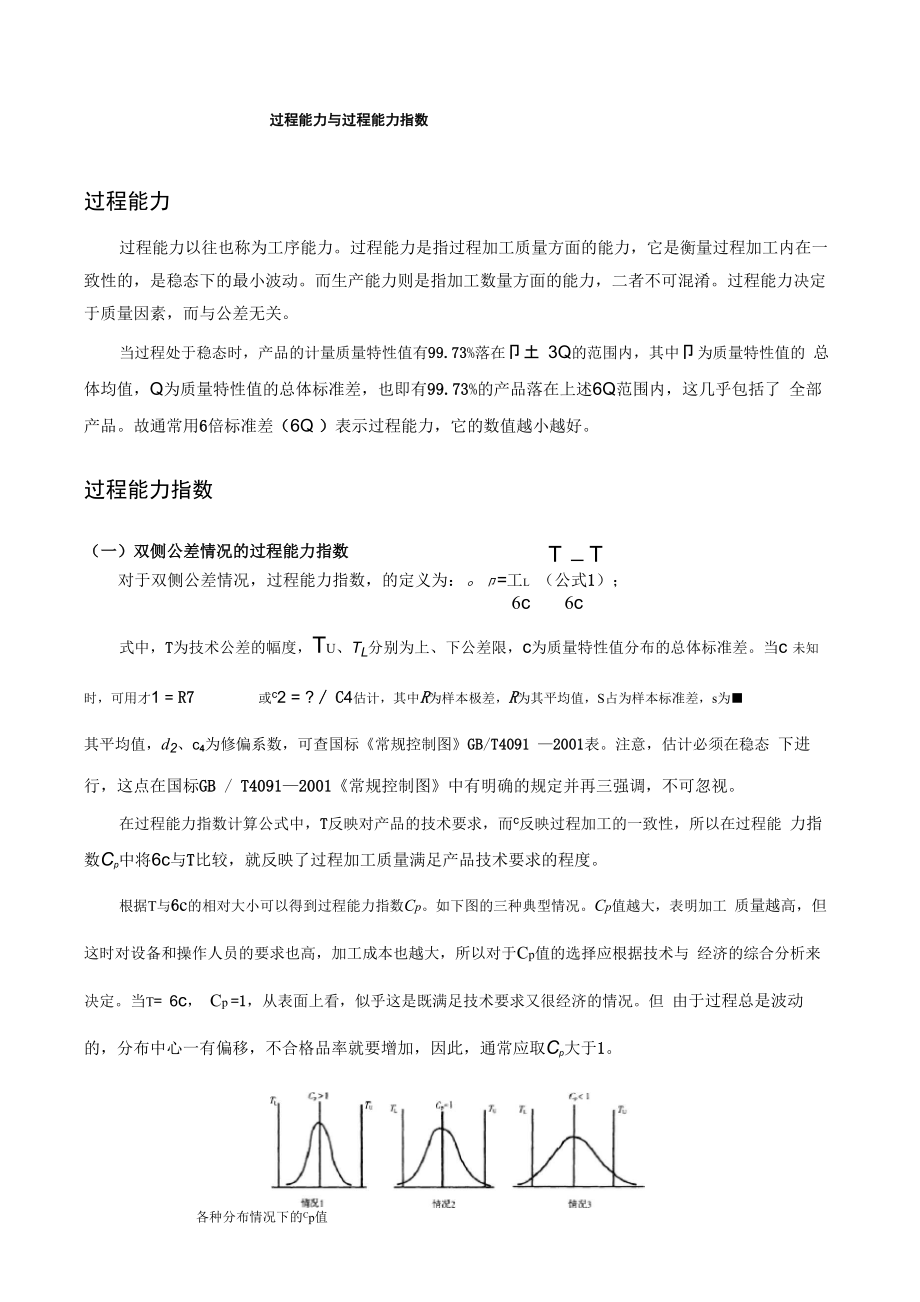
3、的相对大小可以得到过程能力指数Cp。如下图的三种典型情况。Cp值越大,表明加工 质量越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对于Cp值的选择应根据技术与 经济的综合分析来决定。当T= 6c, Cp =1,从表面上看,似乎这是既满足技术要求又很经济的情况。但 由于过程总是波动的,分布中心一有偏移,不合格品率就要增加,因此,通常应取Cp大于1。各种分布情况下的Cp值一般,对于过程能力指数制定了如下表所示的评价参考。从(公式1)式可知,当Cp =1.33, T= 6b。此时质量指标值的分布基本上在上下公差界限之内,且留有一定余地,见上图的情况1。因此,可以说Cp 21.33时过程
4、能力充分满足质量要求,国标GB/T4091 2001也要求Cp 21.33。需要说明的是,随着时代的进步,对于高质量、高可靠性的“ 6b控制原则”情况,甚至要求Cp达到2.0以上,所以Cp 21.67时认为过程能力过高的说法应视具体情况而定,参见下表。Cp值的范围级别过程能力的评价参考C“ 21.67I过程能力过高(应视具体情况而定)。1.33W C“ 1.67II过程能力充分,表示技术管理能力已很好,应继续维持。1.00W C“ 1.33III过程能力充足,但技术管理能力较勉强,应设法提高为II级。P0.67W C“1.00IV过程能力不足,表示技术管理能力已很差,应采取措施立即改善。PC“
5、 0.67V过程能力严重不足,表示应采取紧急措施和全面检查,必要时可停工整顿。在下图中还应该补充下列情况,即Cp =2,b =0.5,p =2ppb=2 xlO-9。事实上,从Cp =1,b =1.0,可得出:Cp=1=T/6b =t/6,即T=6,于是b=1/Cp。故对于Cp=2,b =1/2=0.5。注意,过程能力指数与不合格品率是典型Cp值情况下质量特征值正态分布的图形(二)单侧公差情况的过程能力指数(卩 T)式中,C 为上单侧过程能力指数。当卩2 T时,记C =0 upuupu而对上限没有要求,则过程能力指数计算如下:若只有上限要求,而对下限没有要求,则过程能力指数计算如下: c上pU
6、3b若只有下限要求,(卩 Tl )式中,Cp L为下单侧过程能力指数,当I WTl时,记Cp L =0CTlpL =3b上面两个式子中的卩与b未知时,可用样本估计,例如用X估计卩,用s (或b ,2 )估计b。(三)有偏移情况的过程能力指数当产品质量特性值分布的均值卩与公差中心M不重合,即有偏移时,不合格品率必然增大,Cp值降 低,故上述公式1所计算的过程能力指数不能反映有偏移的实际情况,需要加以修正。记修正后的过程能力指数为CpK则公式为qk = min (CpU , Cp L )(公式2)产品质量分布的均值卩与公差中心M不重合的情况记分布中心卩对于公差中心M的偏移为 = M-卩(见右g2图
7、),定义卩对于M的相对偏移偏移度K为:K= . =(0T/ 2TW Kvl);则过程能力指数修正为:Cpk =(1 K) Cp =(1 iP(1 - 67(公式 3)这样,当卩=M(即分布中心与公差中心重合无偏移)时,K=0, Cpk = Cp。注意,Cpk也必须在稳态下 求得。可以证明,公式2和公式3是等价的。(四)Cp和Cpk的比较与说明根据上述,无偏移情况的Cp表示过程加工的一致性,即“质量能力”,Cp越大,则质量能力越强; 而有偏移情况的Cpk反映过程中心卩与公差中心M的偏移情况,Cpk越大,则二者偏离越小,是过程的“质量能力”与“管理能力”二者综合的结果。故Cp与Cpk二者的着重点不
8、同,需要同时加以考虑。将Cp与Cpk二数值联合使用,可对产品质量有更全面的了解,参见下表。联合应用Cp与Cpk所代表的合格品率()pk、0.330.671.001.331.672.000.3368.269%84.000%84.134%84.134%84.13447%84.13447%0.6795.450%97.722%97.725%97.72499%97.72499%1.0099.730%99.865%99.86501%99.86501%1.3399.994%99.99683%99.99683%1.6799.99994%99.99997%2.0099.9999998%过程改进策略国家标准常规控
9、制图GB / T40912001给出的过程改进策略如下图。岀现可査明库因 点子超出控制竄. 出现链“倾向、 循环等*过程输出*收值25个子组大小为4或S的子组计算中心线垢控制限绘制与审査控制图A与/?控制图控制图评-除去可査明毘因过 柱于-缭廿悴制狀态过程处于 统计控制狀态一点子在中心线周圉随机散布 点子在控制限内-无链、趋势和其他模式程稳宦,可预测从丽门或豆温计算b的佔计值&计算Q汶进过程 一止制造产品 韻现存情况 去観井实行全检改变就范过程能力不足过稈傩力充足11 1t!潘决障检査刘:程中心1 r一裡的离粧程度可熊与 挠格的离敵程度拥爭, 但令别的单位产品町能 超出容養限若如此,重新确定过
10、程 平均的位置,重新计算 控制甩,堆续用控制图 监控过程改进的尝试过程改进的策略上图是基于以正态分布为前提的计量值控制图,以X R为例。从图中可知,过程改进策略包括判断过程是否处于统计控制状态(即判稳)和评价过程能力两个环节。过程性能指数美国三大汽车公司(福特Ford、通用General Motors、克莱斯勒Crysler)联合制定了 QS 9000标准, 对于统计方法的应用提出更高的要求,QS9000标准的认证是以通过IS0 9000的认证为前提。在QS 9000 中提出Pp、Ppk的新概念,称之为过程性能指数(Process Performance Index),又称为长期过程能力指 数
11、。因此,有关过程能力指数的下列术语更为完整的表述应为:C系列过程能力指数P系列过程性能指数Cp无偏移短期过程能力指数CpU 无偏移上单侧短期过程能力指数CpL 无偏移下单侧短期过程能力指数Cpk有偏移短期过程能力指数Pp无偏移过程性能指数PpU 无偏移上单侧过程性能指数PpL 无偏移下单侧过程性能指数Ppk有偏移过程性能指数QS9000对于Ppk给出下列定义:Ppk = min (PpU,PpL );参见下表。上式的物理含义是:不论分布位于公差范围内的任何位置,它对于上规范限可计算出一个上单侧过程性能指数 P,同时对于下规范限可计算出一个下单侧过程性能指数 PpL ,选择二者中最小的一个。可以
12、证明,上式与Ppk = (1K) Pp是等价的。事实上,在此公式中偏移度的计算就相当于单侧过程性能指数的 计算,而根据分布的位置我们选择过程性能指数的计算就相当于选择PpU或PpL。为了便于读者查阅,现将上述过程能力指数的符号、名称及计算公式列于下表中。短期过程能力指数与过程性能指数擀号窑称廿篇住式无偏移矩期过程能力指散.无啊轉上放他斑期过程能力指数广% _ 4Tu r jf r 亍” T、无偏移单侧艇期过程能力措政广声-X - T,. r YH有偏移槪期过程惟力指戳CpK = “一 幻 qs fl- K)无偏移过稈性能指数T Tv- %无偏藝上单删过程性脆搖数尧偏移下単褪过程惟能抽敷有馄移过
13、理桎能指数户pl =価(农r PR注意:c系列过程能力指数与p系列过程性能指数的公式类似,二者的主要差别在于:前者的公式中的估计采用 &ST =汞/ d2或s / c4,且必须在稳态下计算;而后者公式中的Q的估计采用< = s,是在实际情况(不一定是稳态)下 计算的。QS 9000提出Pp、Ppk的好处是:可以反映出系统当前的实际状态,而不要求在稳态的条件下进行 计算。关于Pp与Ppk的比较与说明如下:(1) Pp和Ppk的比较与说明和上一节Cp和Cpk的比较与说明类似。只不过C系列的过程能力指数是指过程的短期过程能力指数,而P系列的过程性能指数则是指过程的长期过程能力指数。Pp和Ppk也需要联 合应用。(2) 对于同一个过程而言,通常长期标准差的估计值<大于短期标准差的估计值&ST。因此,过程的质量改进就是逐步减少<,使之不断向&st逼近。根据<和&ST的差值(称之为过程稳定系数):八八O Odo =G、LT ST ;或相对差值(称之为过程相对稳定系数):dp =L ST ;可以对过程的实际状况,即LT对过程偏离稳态的稳定程度进行评估,见下表。这里OST的数值可以利用下列近似方法得到:在实际控制图中,选出点子比较正常波动的平稳段,然后利用该段数据作控制图,判稳。若稳,即可根据该稳态控制图计算出近似的OST。否则,需要调整该平稳段直至控制图达到稳态为止。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
