《长度测量及其测量工具的选择》由会员分享,可在线阅读,更多相关《长度测量及其测量工具的选择(11页珍藏版)》请在装配图网上搜索。
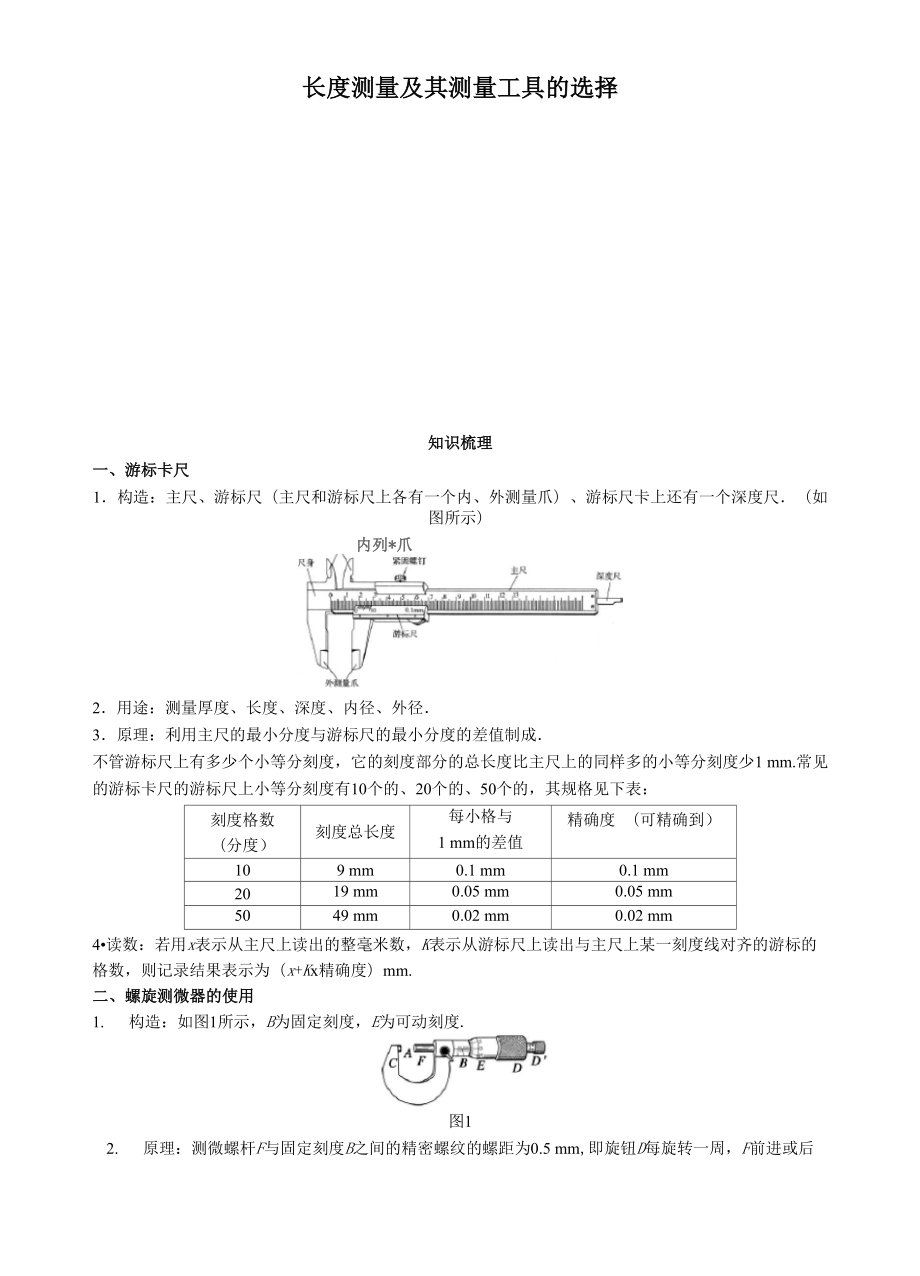
1、长度测量及其测量工具的选择知识梳理一、游标卡尺1构造:主尺、游标尺(主尺和游标尺上各有一个内、外测量爪)、游标尺卡上还有一个深度尺(如图所示)内列*爪2用途:测量厚度、长度、深度、内径、外径3原理:利用主尺的最小分度与游标尺的最小分度的差值制成不管游标尺上有多少个小等分刻度,它的刻度部分的总长度比主尺上的同样多的小等分刻度少1 mm.常见的游标卡尺的游标尺上小等分刻度有10个的、20个的、50个的,其规格见下表:刻度格数 (分度)刻度总长度每小格与1 mm的差值精确度 (可精确到)109 mm0.1 mm0.1 mm2019 mm0.05 mm0.05 mm5049 mm0.02 mm0.02
2、 mm4读数:若用x表示从主尺上读出的整毫米数,K表示从游标尺上读出与主尺上某一刻度线对齐的游标的 格数,则记录结果表示为(x+Kx精确度)mm.二、螺旋测微器的使用1. 构造:如图1所示,B为固定刻度,E为可动刻度.图12. 原理:测微螺杆F与固定刻度B之间的精密螺纹的螺距为0.5 mm,即旋钮D每旋转一周,F前进或后退0.5 mm,而可动刻度E上的刻度为50等份,每转动一小格,F前进或后退0.01 mm,即螺旋测微器的精确度为0.01 mm读数时估读到毫米的千分位上,因此,螺旋测微器又叫千分尺.3. 读数:测量值(mm)=固定刻度数(mm)(注意半毫米刻度线是否露出)+可动刻度数(估读一位
3、)x0.01(mm).图2如图2所示,固定刻度示数为2.0 mm,半毫米刻度线未露出,而从可动刻度上读的示数为15.0,最后的读数为:2.0 mm+15.0x0.01 mm=2.150 mm.典型例题(1)如图3甲所示的三把游标卡尺,它们的游标尺从上至下分别为9 mm长10等分、19 mm长20等分、49mm 长 50 等分,它们的读数依次为mm、 mm、 mm.图(a)所示读数为mm,图(b)所示读数为mm,针对练习1.测量仪器的读数某同学利用螺旋测微器测量一金属板的厚度.该螺旋测微器校零时的示数如图8(a)所示,测量金属板厚度时的示数如图(b)所示.所测金属板的厚度为mm.ammbmmcm
4、mdmmemm.课后作业1. 用游标卡尺测量摆球直径。游标位置如右图所示,可知摆球直径 mm。2有一游标卡尺,主尺的最小分度是1mm,游标上有20个小的等分刻度。用它测量一工件的长度,如下 左图所示,图示的读数是mm。-1| 3HII| | |114III10lll|1110mm。-1:.耳$4主7uuluII 11111oIf3. 一游标卡尺的主尺最小分度为1mm,游标上有10个小等分间隔,现用此卡尺来测量工件的直径,如上右图所示。该工件的直径为mm。4用螺旋测微器测圆柱体直径时,示数如右图,此示数为5.下左图为用游标为50分度的卡尺(测量值可准确到0.02mm)测定某圆筒的内径时,卡尺上的
5、示数如图6.上右图为用游标为50分度的卡尺(测量值可准确到0.02mm)测定某圆柱的直径时,卡尺上的示数如 图。可读出圆柱的直径为mm。7下图所示,甲、乙游标卡尺的示数分别为甲mm,乙图mm。甲图乙图8.(1)已知不同的工具测量某物体的长度时,有下列不同的结果:A.2.4cm B.2.37cm C.2.372cm D.2.3721cm其中,用最小分度值为厘米的刻度尺测量的结果是;用游标尺上有10个等分刻度的游标卡尺测量的结果是。物体的长度L =m。(2) 一同学用一游标尺上标有20等分刻度的游标卡尺测一物体的长度测得的结果如图所示,则该2341 1 1 1 1 1 1 1 1 1 1 1 1
6、1 1 1 1 1 (11111111209下图是用螺旋测微器测量三根金属棒直径的示意图,从左到右三根金属棒的直径依次为mm、mm、mm。05 15螺旋测微器的读数为10. 游标卡尺读数为1011.读出下图中游标卡尺和螺旋测微器的读数游标卡尺的读数为 mm.;螺旋测微器的读数为0 em1 1 1 1 1 11 lllllIlli1 1 1 1 I 1 1 11 ! 1 !1 1 11 1 10510mm.13图甲为用螺旋测微器、图乙为用游标尺上有50个等分刻度的游标卡尺测量工件的情况,请读出它们的读数.甲: 读数为mm 乙: 读数为mm甲乙14.(1)使用游标为10个小等分刻度的游标卡尺测量一
7、物体的尺寸,得到图中的游标卡尺的读数,由于遮挡,51 1 1 1 1 1 1 1 1 161 | |1 1 1 1 1 11 1 1 1 I1 11只能看到游标的后半部分,图中游标卡尺的读数为cm;(2)从图中读出金属丝的直径为mm。5 cm7i1 =1+1 1 M 11 1 1 L 1 rrl f |1三o/ 1J 10 一o015读出游标卡尺和螺旋测微器的读数: 读数为cm.读数为cm.051016图甲为用螺旋测微器、图乙为用游标尺上有50个等分刻度的游标卡尺测量工件的情况,请读出它们的1111III111111111 IIIHIIHIIHII111101111III4 56Illi7Il
8、ligHIIg0123456 cm读数.甲:读数为mm 乙:读数为mm.17某学生用螺旋测微器在测定某一金属丝的直径时,测得的结果如下左图所示,则该金属丝的直径d=mm。另一位学生用游标尺上标有20等分刻度的游标卡尺测一工件的长度,测得的结果如下右图所示,则该工件的长度L=cm。25| | | 二 |111=20 0 二15051018图一中螺旋测微器读数为cm。0 1i2346lllllllllllIIIIIIllllllllllllllllll/lllll 1IIIIll|llll|llll|llimn 11 i01234 5JIII |1 1 1 1 I 1 I 11|11 1 111
9、11图二1390参考答案典型例题(1)17.7 23.85 3.18 (2)2.150mm。图二中游标卡尺(游标尺上有50个等分刻度)读数为 解析 最上面图读数:整毫米是17,不足1毫米数是7x0.1 mm=0.7 mm,最后结果是17 mm+0.7 mm=17.7 mm.中间图读数:整毫米是23,不足1毫米数是17x0.05 mm=0.85 mm,最后结果是23 mm+0.85 mm=23.85mm.最下面图读数:整毫米是3,不足1毫米数是9x0.02 mm=0.18 mm,最后结果是3 mm+0.18 mm=3.18mm.(2)固定刻度示数为2.0 mm,不足半毫米的从可动刻度上读,其示数
10、为15.0,最后的读数:2.0 mm+15.0x0.01mm= 2.150 mm.针对练习1. 0.010 6.870 6.860解析 题图(a)的读数为 1.0x0.01 mm = 0.010 mm.题图(b)的读数为 6.5 mm + 37.0x0.01 mm = 6.870 mm, 故金属板的厚度 d = 6.870 mm0.010 mm=6.860 mm.2. a.0.486(0.4840.488) b. 0.536(0.5340.538) c. 4.078(4.0774.079) d. 5.663(5.661 5.665) e. 11.14课后作业1. (16.9 或 17.0)2. (104.00)3. (29.8)4. (8.115+0.001)5.(52.12)6.42.10或 42.12)7.甲 0.15,乙 8.95 或 9.00)8.(A; B。20.30x10-3 或 20.45x10-3)9.3.550、1.130、5.699)10.22.50mm0.920mm11.11.4mm0.920mm12.10.52mm10.295mm13.1.880mm23.20mm14.5.45cm0.520mm15.5.45cm0.6725cm16.1.880mm10.44mm17.3.205mm5.015mm18.1.998mm1.094mm
 长度测量及其测量工具的选择
长度测量及其测量工具的选择