 电石基本知识
电石基本知识

《电石基本知识》由会员分享,可在线阅读,更多相关《电石基本知识(4页珍藏版)》请在装配图网上搜索。
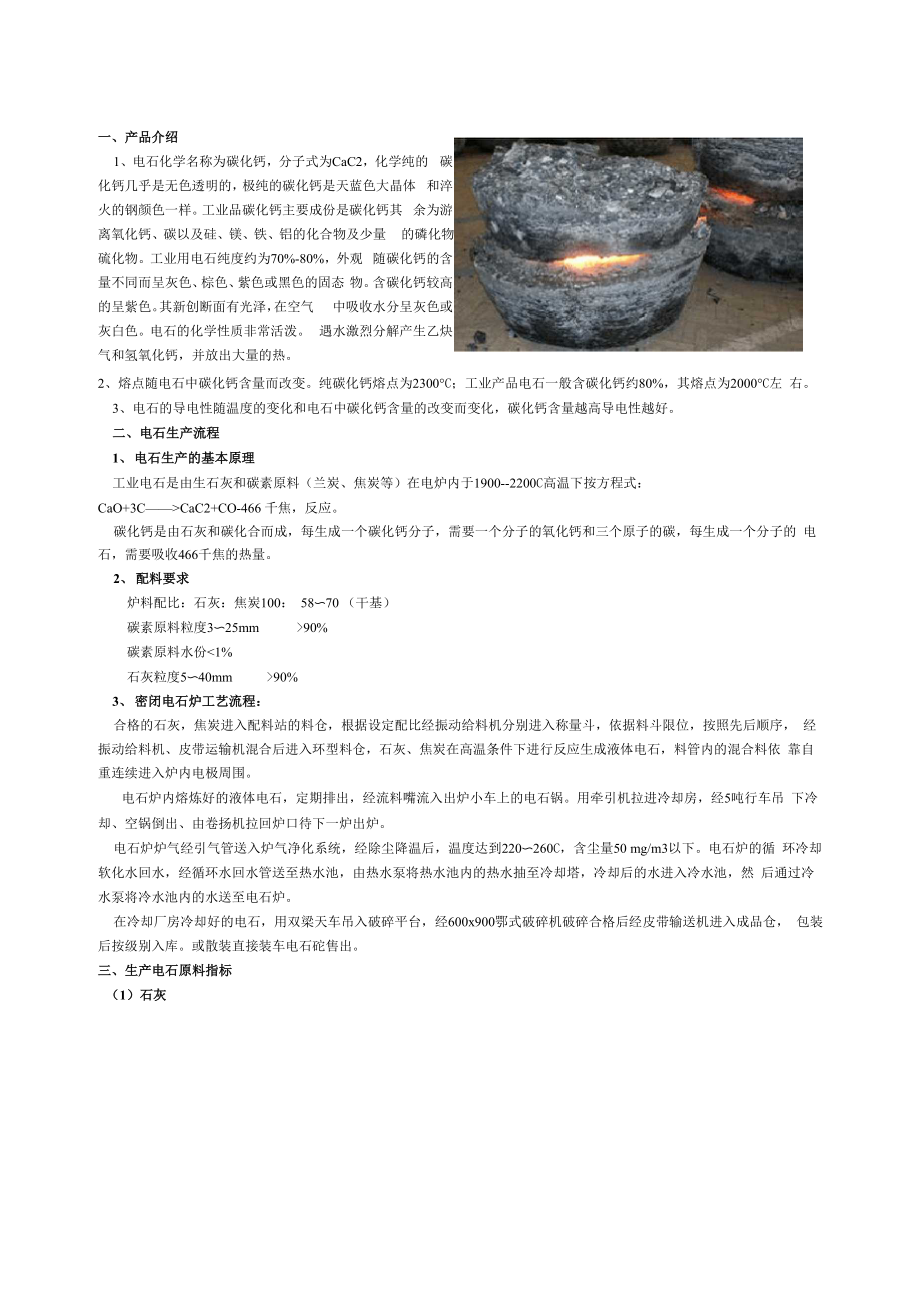
1、一、产品介绍1、电石化学名称为碳化钙,分子式为CaC2,化学纯的 碳化钙几乎是无色透明的,极纯的碳化钙是天蓝色大晶体 和淬火的钢颜色一样。工业品碳化钙主要成份是碳化钙其 余为游离氧化钙、碳以及硅、镁、铁、铝的化合物及少量 的磷化物、硫化物。工业用电石纯度约为70%-80%,外观 随碳化钙的含量不同而呈灰色、棕色、紫色或黑色的固态 物。含碳化钙较高的呈紫色。其新创断面有光泽,在空气 中吸收水分呈灰色或灰白色。电石的化学性质非常活泼。 遇水激烈分解产生乙炔气和氢氧化钙,并放出大量的热。2、熔点随电石中碳化钙含量而改变。纯碳化钙熔点为2300C;工业产品电石一般含碳化钙约80%,其熔点为2000C左
2、 右。3、电石的导电性随温度的变化和电石中碳化钙含量的改变而变化,碳化钙含量越高导电性越好。二、电石生产流程1、电石生产的基本原理工业电石是由生石灰和碳素原料(兰炭、焦炭等)在电炉内于1900-2200C高温下按方程式:CaO+3CCaC2+CO-466 千焦,反应。碳化钙是由石灰和碳化合而成,每生成一个碳化钙分子,需要一个分子的氧化钙和三个原子的碳,每生成一个分子的 电石,需要吸收466千焦的热量。2、配料要求炉料配比:石灰:焦炭100: 5870 (干基)碳素原料粒度325mm90%碳素原料水份90%3、密闭电石炉工艺流程:合格的石灰,焦炭进入配料站的料仓,根据设定配比经振动给料机分别进入
3、称量斗,依据料斗限位,按照先后顺序, 经振动给料机、皮带运输机混合后进入环型料仓,石灰、焦炭在高温条件下进行反应生成液体电石,料管内的混合料依 靠自重连续进入炉内电极周围。电石炉内熔炼好的液体电石,定期排出,经流料嘴流入出炉小车上的电石锅。用牵引机拉进冷却房,经5吨行车吊 下冷却、空锅倒出、由卷扬机拉回炉口待下一炉出炉。电石炉炉气经引气管送入炉气净化系统,经除尘降温后,温度达到220260C,含尘量50 mg/m3以下。电石炉的循 环冷却软化水回水,经循环水回水管送至热水池,由热水泵将热水池内的热水抽至冷却塔,冷却后的水进入冷水池,然 后通过冷水泵将冷水池内的水送至电石炉。在冷却厂房冷却好的电
4、石,用双梁天车吊入破碎平台,经600x900鄂式破碎机破碎合格后经皮带输送机进入成品仓, 包装后按级别入库。或散装直接装车电石砣售出。三、生产电石原料指标(1)石灰(2)碳素材料(兰炭)四、影响生产的主要因素1、石灰中的杂质的影响:石灰中的杂质主要包括氧化镁、氧化硅、氧化铁、氧化铝等。当炉料在电炉内反应生成碳化钙的同时,各种杂质也进行反应:SiO2+2C=Si+2CO-574kJFe2O3+3C=2Fe+3CO-452kJAl2O3+3C=2Al+3CO-1218kJMgO+C=Mg+CO-486kJ上述反应不仅消耗电能和碳材,而且影响操作,破坏炉底,特别是氧化镁在熔融区迅速还原成金属镁,而使
5、熔融区成 为一个强烈的高温还原区,镁蒸气从这个炽热的区域大量逸出时,其中一部分镁与一氧化碳立即起反应,生成氧化镁放 出强热形成高温,局部硬壳遭到破坏,使带有杂质的液态电石侵蚀炉底。镁与氧反应时,放出大量的热,使料面结块阻 碍炉气排出,并产生支路电流。还破坏局部炉壳,甚至使熔灺遭到破坏,堵塞电石流出口。实践证明,石灰中氧化镁含 量每增加1%,则功率发气量将下降1015L/kWh。还有部分氧化镁在熔融区与氮反应,生成的氮化镁(Mg3N2),使电 石发粘,造成出炉困难。影响正常生产。二氧化硅在电石炉中被焦炭还原成硅,一部分在炉内生成碳化硅,沉积于炉底,造成炉底升高。一部分与铁作用生成 硅铁,硅铁会损
6、坏炉壁铁壳,出炉时会损坏嘴和电石锅等。氧化铁在电炉内与硅熔融成硅铁。氧化铝在电石炉内不能全部还原成铝,一部分混在电石里,降低了电石的质量,而大部分成为粘度很大的炉渣,沉积 于炉底,使炉底升高,严重时,炉眼位置上移,造成电炉操作条件恶化。磷和硫在炉内分别与石灰中的氧化钙反应生成磷化钙和硫化钙混在电石中。磷化钙在制造乙炔气时混在乙炔中有引起 自燃和爆炸的危险,硫化钙在乙炔气燃烧时,变成二氧化硫气体,对金属设备有腐蚀作用。石灰生过烧的影响。大块石灰石中心部位来不及分解就被卸出窑来,这个夹心实际是碳酸钙。在电石炉内这部分碳酸 钙要进一步分解成石灰,然后与碳反应生成电石,分解碳酸钙需要热量,这就增加了电
7、耗,而其还要影响炉料配比,打 乱正常生产秩序。过烧石灰坚硬致密,比重大,反应接触面减小,活性差,影响产品质量和产量。粉化石灰的影响,石灰在生产和贮存的过程中,吸入空气和碳材中的水份而产生一部分氢氧化钙,在电石生产过程中, 粉化石灰不但要多消耗电能和炭素原料,而且还要影响电石操作。炉料中的粉末含量较多时,容易使电极附近料层结成 硬壳,产生棚料现象,降低炉料自由下落的速度,减少投料量,使电石炉减产;且阻碍炉气自由排出,增大炉内压力, 最后发生喷料和塌料等现象,影响电石炉正常操作。2、碳素原料中杂质的影响:碳素原料中灰分含量的升高对电石电耗及焦耗具有综合的影响。灰分高即会造成固定碳含量降低,在电石生
8、产时必然 会影响炉料的配比,进而影响到炉料的电阻,造成电极上抬、热损失增大。据生产试验显示,焦炭中灰分每增加 1%, 电石电耗实际会上升达5060kWh/t。炭素材料中水分的影响也是不容忽视的。焦炭中水份每 1%,影响电耗增加 11.8kWh。炭素材料中挥发份在炉内有 1015%被分解和碳化,使碳素材料的效率降低。若炭素原料中的挥发份增加 1%,则生 产每吨电石多耗电35kWh/t。另外,挥发份靠近反应区,形成半融粘结状,使反应区物料下落困难,容易引起喷料现 象,使热量损失增加。3、原料粒度的影响:石灰粒度过大,接触面积小,反应速度慢;粒度过小,炉料透气性不好,影响炉气的排出,不仅影响操作,而
9、且有碍 于反应往生成电石的方向进行。碳材粒度的不同,其电阻相差很大。一般是粒度越小,电阻越大,在电炉上操作时,电极易深入炉内,对电炉操作有 利。但粒度过小,则透气性差,容易使炉料结块,电炉操作反而不利。碳素原料粉末对电石生产有很大影响;粉末多了以后,炉料透气性不好,电石生成过程中产生的一氧化碳气体不能顺 利排出,减慢了电石生成反应的速度。炉料透气性不好,使炉压增大,容易发生喷料和塌料现象。结果使大量生料下落 到熔池,使电极周围和熔池区域料层结构发生变化,炉料不是有序地连续发生变化,逐步沉降下去,而是突然有大量生 料漏入熔池,造成电极上升,对炉温和电石炉内的反应的连续性产生很坏的影响,产品质量易
10、降低。同时易造成人身伤 害。粉末多的时候,许多粉末被炉气带走,炉料的配比就不准了。粉末在料层中容易结成硬壳,电极附近产生支路电流, 造成电极上升。4、炉料配比的影响石灰和碳素原料构成电炉炉料。炉料配比正确与否,对电石炉操作有很大影响。通常高配比炉料生产电石,可以得到发气量高的产品,但炉料比电阻小,操作比较困难;低配比炉料生产电石,炉料 比电阻较大,电极易深入炉内,电炉比较好操作,但生产出的电石发气量相对较低。五、工艺控制指标炉料配比:石灰:焦炭100: 5870 (干基)兰炭粒度325mm90%兰炭水份90%电极工作端长度2200 2400mm炉气温度400800 C炉压-10Pa 10Pa炉
11、气中氢气的含量2.5%糊柱高度度3.5 4.0m电极糊块度 100mm循环冷却水分配器压力0.3 0.35MPa循环冷却水出口温度50 C循环冷却水入口温度0.5MPa液压系统最大工作压力11MPa油温65C溢流阀设定压力7.5 8.5MPa出炉次数8炉/班(间隔60min)出炉时间90分钟拔插板时间15分钟电石锅内冷却时间100分钟六、成品工艺控制指标电石优级品305L/kg一级品285L/kg合格品255L/kg电石冷却时间24小时粒度PVC 三50mm1mm以下筛下物3%设备保护氮压力150 Pa 250Pa七、循环水系统工艺控制指标冷水泵出口压力0.4 0.5MPa热水泵出口压力0.08 0.1MPa泵温75 C水池水位-0.5-0.8 米浓缩倍数2.5 3.5总磷6x10-6 8x10-6余氯0.5x10-6 1x10-6
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
