《飞利浦灯具(铝铸件)企业标准》由会员分享,可在线阅读,更多相关《飞利浦灯具(铝铸件)企业标准(4页珍藏版)》请在装配图网上搜索。
1、 铝铸件企业标准1. 范围:本标准规定本厂所有铝铸件产品/零部件之设计/制造与检验标准.如图纸中标注与本标准有对应项,以图纸标注为准,图纸标准未涉及项以本标准为准,余依图纸标注。2. 引用标准: GB 15115-1994?压铸铝合金?GB 1173-1986 ?铸造铝合金?ISO 3522-1984?铸造铝合金?GB 6414-1999?铸件尺寸公差与机械加工余量?GB 11351-1989?铸件重量公差?GB 1800-1979?标准公差和极限偏差?GB 1804-1979?一般公差 线性尺寸的未注公差?GB 6060.5?外表粗糙度比拟样块 抛喷丸,喷砂加工外表?GB 15114-199
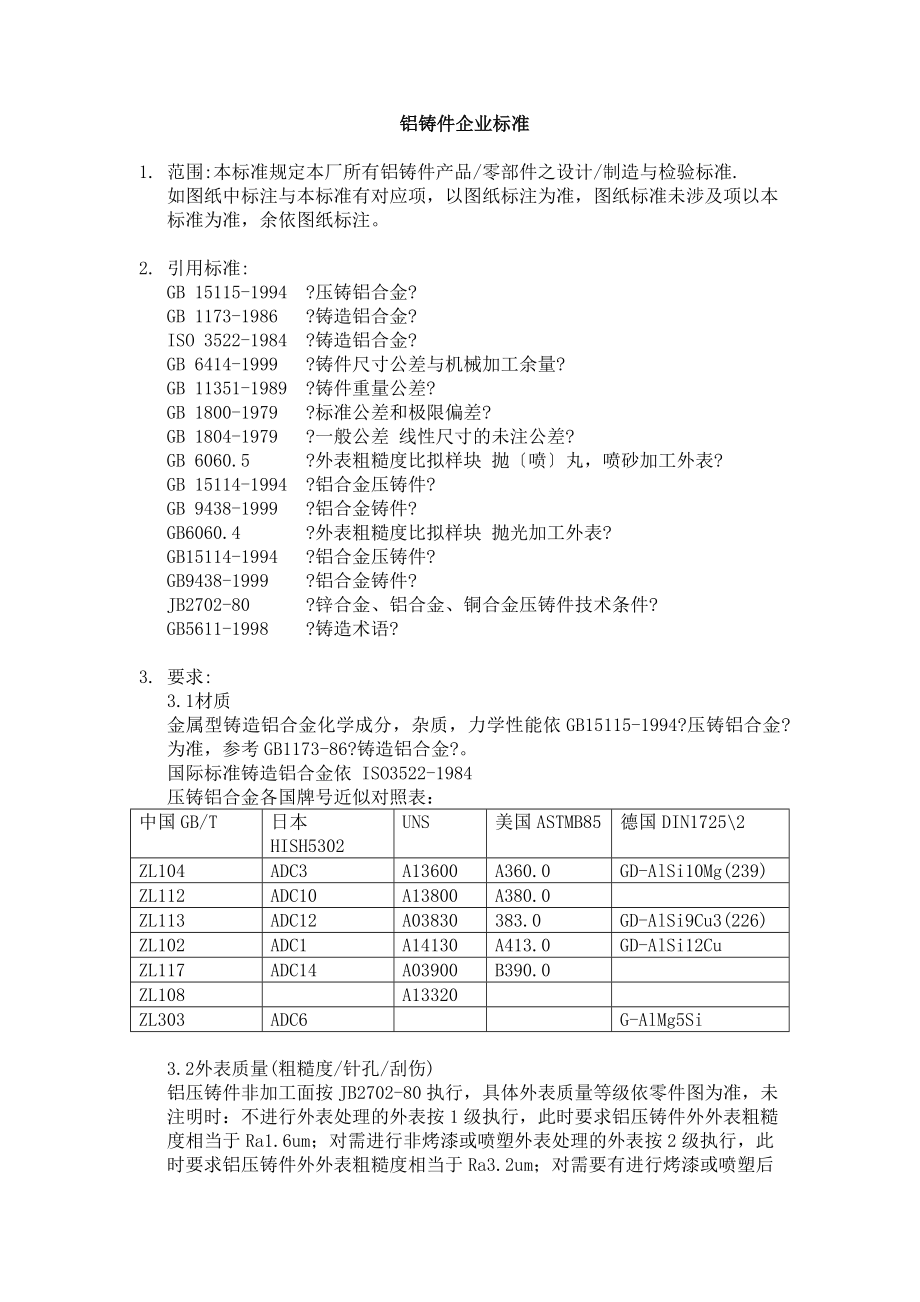
2、4?铝合金压铸件?GB 9438-1999?铝合金铸件?GB6060.4?外表粗糙度比拟样块 抛光加工外表?GB15114-1994?铝合金压铸件?GB9438-1999 ?铝合金铸件?JB2702-80?锌合金、铝合金、铜合金压铸件技术条件?GB5611-1998?铸造术语?3. 要求:3.1 材质金属型铸造铝合金化学成分,杂质,力学性能依GB15115-1994?压铸铝合金?为准,参考GB1173-86?铸造铝合金?。国际标准铸造铝合金依 ISO3522-1984压铸铝合金各国牌号近似对照表:中国GB/T日本HISH5302UNS美国ASTMB85德国DIN17252ZL104ADC3A1
3、3600A360.0GD-AlSi10Mg(239)ZL112ADC10A13800A380.0ZL113ADC12A03830383.0GD-AlSi9Cu3(226)ZL102ADC1A14130A413.0GD-AlSi12CuZL117ADC14A03900B390.0ZL108A13320ZL303ADC6G-AlMg5Si3.2 外表质量(粗糙度/针孔/刮伤)铝压铸件非加工面按JB2702-80执行,具体外表质量等级依零件图为准,未注明时:不进行外表处理的外表按1级执行,此时要求铝压铸件外外表粗糙度相当于Ra1.6um;对需进行非烤漆或喷塑外表处理的外表按2级执行,此时要求铝压铸件
4、外外表粗糙度相当于Ra3.2um;对需要有进行烤漆或喷塑后处理的外表质量按3级执行,对需要其它形式后理的外表质量要求依后处理方式的具体要求决定,余按3级执行,在可接受范围内的外表质量缺陷不得出现在影响产品使用和机械性能的部位,对存在多种外表处于理形式的零件,按最高级别执行。具体要求详见下表:机械加工后加工面上允许孔穴缺陷在零件图未作规定时以JB2702-80为准机械加工后螺纹允许孔空缺陷在零件图未作规定时以JB2702-80为准铸件外表质量补充标准:序号要求判定1外表清洁枯燥,无金属屑及油污供方在铸件完成供方所有后加工后,必须对铸件进行必要的清洁处理2外观面非特殊指定下不得有顶出痕迹3推杆及各
5、类孔的压铸飞边零件图未指定时去除至铸件外表0.2mm 以下,工艺基准面不得有凸起推杆痕4分型面飞边零件图未指定时去除至铸件外表0.3mm以下,加工痕迹不得高于分型面6mm5非加工面不得有任何明显加工痕迹包括抛光压铸件外表有抛光要求的按GB6060.4?外表粗糙度比拟样块 抛光加工外表?执行产品外表非加工外表铸字和标志应清晰可辨,位置和字体应符合图要求。铸件外表不允许有裂纹、缩孔和穿透性缺陷及严重残缺类 缺陷。在特殊情况下,可由各部门共同与供给商协商确定外表质量。铸件硬度应符合GB1173-1995?铸造铝合金?表3规定。3.3 外表处理/颜色/厚度/材质对压铸铝合金外表处理方式推荐采用:烤漆、
6、喷塑、喷砂喷丸。烤漆/喷塑:参阅GP?烤漆件企业标准?。喷砂喷丸:参考GB6060.5?外表粗糙度比拟样块 抛喷丸喷砂加工外表?,具体要求由图纸注明。3.4 公差带(几何公差)铸件尺寸公差:GB6414-99?铸件尺寸公差与机械加工余量?,等效采用ISO8062- 1984?铸件尺寸公差?。重量公差采用GB11351-89?铸件重量公差?,压铸取MT5,重力铸造取MT6,砂型铸造取MT7。错型值:CT5=0.3mm,CT6=0.5mm,CT7CT8=0.7mm错型值:由于合型时的错位,铸件的一局部与另一局部在分型面处相互错开的单侧最大值。对铝压铸合金,图样未注明时采用CT5;对重力铸造铝合金,
7、采用CT7。铝压铸件严格尺寸公差值推荐应用 GB1800-79IT9IT13。铝压铸件尺寸未注公差长、宽、高、直径、中心距按 GB1804-79?一般公差 线性尺寸的未注公差?,等效于DIN 1688。铝合金压铸件自由角度及锥度公差:在图纸未注明时,采用II级精度。压铸铝合金的形位公差:一般平面度的检验以整形后为标准。压铸件的尺寸公差不包括铸造斜度,其不加工外表图纸未注明时:包容面以小端为基准,被包容面以大端为基准;待加工面:包容面以大端为基准,被包容面小端为基准。压铸件需要机械加工时,其加工余量按GB6414-99?铸件尺寸公差与机械加工余量?的规 定执行,特殊规定和要求时,其加工余量须 在图样上注明。3.5后加工/热处理原那么上不推荐压铸件采用任何形式的热处理。螺纹后加工有特殊要求的,具体内容由零件图指定。3.6(包装/储运)铸件在包装储运中不得发生锈蚀和机械损伤尤其是无后处理的外观外表及工作面,并要求有检验印记可位于包装上。铸件应附有合格证。合格证应标明该批铸件的批号、铸件符合图样或合同及有关技术标准规定的要求。3.7其余未涉及处参阅GB15114-1994?铝合金压铸件?及GB9438-1999?铝合金铸件?。
 飞利浦灯具(铝铸件)企业标准
飞利浦灯具(铝铸件)企业标准