 SRB张减机基础知识
SRB张减机基础知识

《SRB张减机基础知识》由会员分享,可在线阅读,更多相关《SRB张减机基础知识(9页珍藏版)》请在装配图网上搜索。
1、张力减径机(SRB)概述A.星形传动系统:KOCKS公司的“星形传动”观 念是为钢管轧机的最新专利设计。由于辊子的单独 传动系统设计,在使用、维护和加工质量上优于传 统的轧机设计。三辊机架的每个辊都有自己的电机 和减速机传动。联轴器用于传动电机和齿轮减速箱 之间。齿轮箱的输出轴通过机架(辊轴)的连接轴 传递扭矩。机架接轴:机架接轴是特殊齿接轴。接轴有花键结 构,通过中心的螺纹固定在输出轴颈部位。一套软 连接套筒连接到机架轴上。通过旋转动作,这个套 筒可以在机架轴调整时补偿径向位移。同时接轴套 筒有轴向的弹簧可防止在连接过程中反向脱开。这 样可以保证连接时齿对齿正确啮合,尽可能防止套 筒和轴的齿
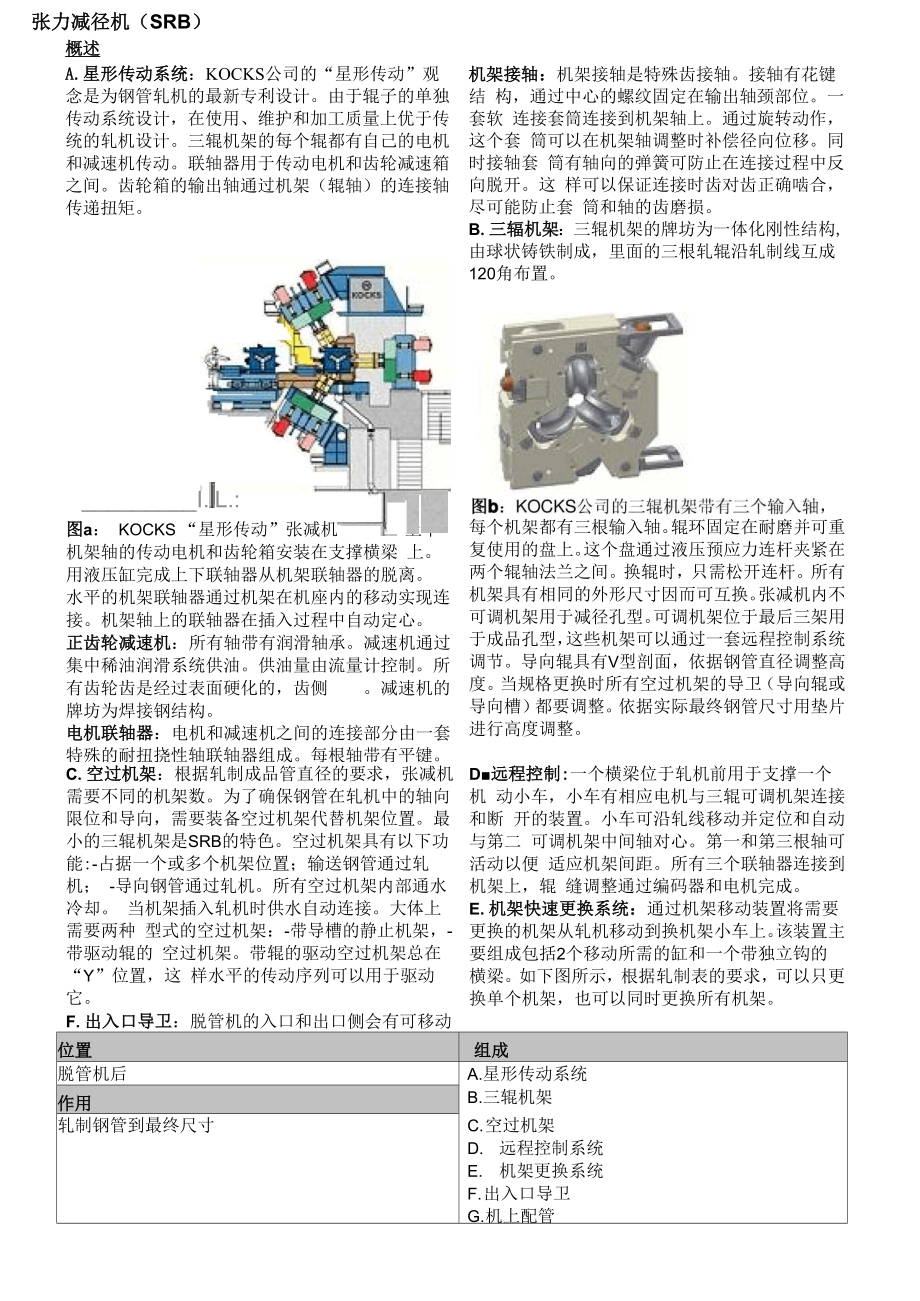
2、磨损。B.三辐机架:三辊机架的牌坊为一体化刚性结构, 由球状铸铁制成,里面的三根轧辊沿轧制线互成 120角布置。I.L.:图a: KOCKS “星形传动”张减机 上下机架轴的传动电机和齿轮箱安装在支撑横梁 上。用液压缸完成上下联轴器从机架联轴器的脱离。 水平的机架联轴器通过机架在机座内的移动实现连 接。机架轴上的联轴器在插入过程中自动定心。 正齿轮减速机:所有轴带有润滑轴承。减速机通过 集中稀油润滑系统供油。供油量由流量计控制。所 有齿轮齿是经过表面硬化的,齿侧。减速机的牌坊为焊接钢结构。电机联轴器:电机和减速机之间的连接部分由一套 特殊的耐扭挠性轴联轴器组成。每根轴带有平键。C.空过机架:根
3、据轧制成品管直径的要求,张减机 需要不同的机架数。为了确保钢管在轧机中的轴向 限位和导向,需要装备空过机架代替机架位置。最 小的三辊机架是SRB的特色。空过机架具有以下功 能:-占据一个或多个机架位置;输送钢管通过轧机; -导向钢管通过轧机。所有空过机架内部通水冷却。 当机架插入轧机时供水自动连接。大体上需要两种 型式的空过机架:-带导槽的静止机架,-带驱动辊的 空过机架。带辊的驱动空过机架总在“Y”位置,这 样水平的传动序列可以用于驱动它。F.出入口导卫:脱管机的入口和出口侧会有可移动 的管状导卫装置。每个机架都有三根输入轴。辊环固定在耐磨并可重 复使用的盘上。这个盘通过液压预应力连杆夹紧在
4、 两个辊轴法兰之间。换辊时,只需松开连杆。所有 机架具有相同的外形尺寸因而可互换。张减机内不 可调机架用于减径孔型。可调机架位于最后三架用 于成品孔型,这些机架可以通过一套远程控制系统 调节。导向辊具有V型剖面,依据钢管直径调整高 度。当规格更换时所有空过机架的导卫(导向辊或 导向槽)都要调整。依据实际最终钢管尺寸用垫片 进行高度调整。D远程控制:一个横梁位于轧机前用于支撑一个机 动小车,小车有相应电机与三辊可调机架连接和断 开的装置。小车可沿轧线移动并定位和自动与第二 可调机架中间轴对心。第一和第三根轴可活动以便 适应机架间距。所有三个联轴器连接到机架上,辊 缝调整通过编码器和电机完成。E.
5、机架快速更换系统:通过机架移动装置将需要 更换的机架从轧机移动到换机架小车上。该装置主 要组成包括2个移动所需的缸和一个带独立钩的 横梁。如下图所示,根据轧制表的要求,可以只更 换单个机架,也可以同时更换所有机架。位置组成脱管机后A.星形传动系统作用B.三辊机架轧制钢管到最终尺寸C. 空过机架D. 远程控制系统E. 机架更换系统F. 出入口导卫G. 机上配管G.机上配管:机上配管如下部分组成:-液压系统;-气动系统;-轧辊机架的气体密封(仪表气源);-润滑系统;-电气系统图e: KOCKS机架快换系统 参数A-SRB机架数N24机架间距mm最小310固定机架固定机架数N21可调机架可调机架数N
6、3调整范围Mm3轧辊名义直径Mm360辊环宽度Mm约190辊环重量Kg60辊环材质球墨铸铁轧制速度(进口)m/s0.5-1.25最低母管温度(SRB进口)C950最高钢管出口温度C800最高母管温度(SRB进口)C1050轧辊传动电机机架1-8Kw3x100机架9-13Kw3x100机架14-22Kw3x130机架23-24Kw3x1006.3过程控制的热管外径,壁厚,长度和温度测量系统位置组成在张减机出口侧A. 长度测量B. 壁厚测量C. 温度测量D. 直径测量E. 测量装置支架作用测量热管的外径,壁厚,长度和温度概述钢管参数壁厚mm 50钢管直径mm所有范围钢管温度g 1,300钢管速度m
7、/s 15钢管材质(-)碳钢,合金钢,不锈钢仪器参数壁厚测量通道数(N。)2型式(-)0型框,铯137同位素温度测量(-)高温计长度测量(-)多普勒激光速度计直径测量(-)2通道-背光测量动态参数类似测量时间参量ms7820560CSW7至900供热处理的管子,再保证轧制顺序的情况下,不限终轧温度除鳞喷水工作方式:间断或连续:喷水间隙时间: 10s23s2. 二十四机架张力减径机组 机架机架类型: 3 辊式矩形机架;机架数量: 24 轧辊可调机架名义直径:0 360mm左右不可调机架名义直径:0 365mm 可调机架的调整范围: Max7mm 可调机架的调整比例:调整一个刻度等于孔型变化0.0
8、5mm 轧辊宽度: 190mm材质:球墨铸铁机架更换缸: 2 个3. 空过机架1、空过机架 Y 类型,不带传动辊,占一个机架位;2、 空过机架倒Y类型,不带传动辊,占一个机架位;3、检测机架Y类型,不带传动辊,占一个机架位;4、检测机架倒Y类型,不带传动辊,占一个机架位;5、空过传动机架,带传动辊,占一个机架位;6、空过传动机架,带传动辊,占十个机架位;二、质量缺陷1. 产品主要缺陷及处理办法1.1 轧折1)产生原因:a张力减径机各机架减径量分配不当或宽展系数选择不当B由穿孔,连轧机的操作不当引起的C 某一机架轧辊啃伤,表面龟裂,经后续机架连续轧制引起。2)消除办法:合理分配各机架减径量,修磨
9、轧辊或是更换机架。1.2结疤1)产生原因:再加热时氧化铁皮及粘连的硬杂物残留在管子的外表面上,在轧制时压入 管子表层.2)消除办法:控制再加热的质量,调节高压水除鳞.1.3麻面1)产生原因:a轧辊的孔槽磨损严重b 钢管在再加热炉中停留时间过长或是加热温度过高,使氧化铁皮过厚, 生产的时候压入钢管表面c 高压水除鳞压力低,或是个别喷嘴堵塞,形成一条纵向氧化铁皮, 轧制时压入管子表面d 再加热炉辊道或步进梁粘钢2)消除办法:a麻面严重时就要更换机架b 严格按照操作规程操作,不能让钢管在再加热炉中停留时间过长,张 减机出现故障时要降低再加热炉的炉温c 张减机入口前高压水除鳞要在规定的压力下进行,发现
10、喷嘴堵塞要马 上处理1.4 青线1)产生原因: a 孔型设计不合理,造成钢管过充满b 轧制低温钢c 来料尺寸过大d 机架孔型中心线不对,错位e 轧辊辊缝倒角不合要求f 轧辊超寿命使用,磨损严重g 用圆孔型轧制 D/S 较大的薄壁管h 轴承间隙引起轧辊跳动或窜动i 电机转速与设定值相差较大j 锁紧缸未锁紧,导致机架窜动2)消除办法:a正确设计孔型b 严格按照技术要求更换机架C 按照操作规程进行轧制1.5 开裂1)产生原因:钢管停留在张减机前面的时候过长,高压水喷射时间长,造成轧制低温钢。2)消除方法:温度过低时杜绝强行轧制。1.6 弯曲1)产生原因: a 最后几个机架的孔型中心线不对b 成品架减
11、径不合理c 高压水个别喷嘴堵塞以及轧辊冷却不一致,造成钢管周向冷却不一致d 出口辊道辊速不合理e 运输辊道与张减机机架不相匹配2)消除办法:a正确分配各机架减径率b 定期检查高压水除鳞系统c 检查出口辊道速度d 保证机架间的速度匹配1.7 钢管长度超差1 )产生原因: a 荒管长度超差b 荒管直径超差c 张力匹配不合适d 荒管壁厚超差2)消除方法:严格控制来料尺寸,严格按照工艺要求和技术规程操作1.8 钢管直径超差1)产生原因:孔型严重磨损,孔型系列匹配不合理2)消除办法:配置合理的孔型,发现不合格时应该立即更换1.9 钢管壁厚超差1)产生原因:荒管壁厚超差,张力匹配不合理2)消除办法:严格控
12、制来料尺寸,严格工艺制度1.10 内六方1)产生原因: a 减径量过大,椭圆度过大b 张力系数分配不当2)消除办法:控制各机架减径率,合理分配张力系数2. 冷床或排管锯区域出现故障 由于机组原因或热轧区域的生产节奏,应采用手动的模式进行操作。具体的操作应根据 现场实际情况灵活处理。三、张减机头尾壁厚控制(HEC)操作规程、张减机数据传输张减机区域的生产参数数据传输概况如以上图示。在生产参数下达之前,先由连轧机DANIELI数据库下达传输至张减机TUMICON程序,在 张减机TUMICON程序计算相关参数后,传输至张减机DANIELI数据库和张减机远程小车程序, 供生产人员选择和调试所用,在张减
13、机DANIELI数据库把参数(主要是电机转速)传输到一 级画面时,这部分相关参数也传至张减机HEC程序,至此,张减机头尾壁厚控制(HEC)程 序即可用。二、张减机头尾壁厚控制安全操作事宜 张减机头尾壁厚控制程序在空车启动后,即可启用,为了保证设备安全,严禁在过钢过程中,调节HEC参数和启动或者停止HEC,否则,会造成轧卡或轧堵的严重生产事故。在未 取得工段和生技科的同意下,严禁操作人员擅自更改头尾端张力系数和建张机架数目。三、张减机头尾壁厚控制操作画面及功能介绍HEC主画面,其中包括加载HEC的钢管规格,电机转速等。每次在张减机DANIELI数据 库把参数(主要是电机转速)传输到一级界面时,应
14、校正HEC画面上的规格参数,必要时, 可以重新启动。校正内容为:1、产品规格和产品壁厚;2、生产序号;3、实际电机转速(参 照 TUMICON 设定的电机转速)。校正后,加载相关参数(点击 Take Over 键)即可。启动前,应勾选上 HEC Entry on、HEC Exit on 和 USE Setup speed 三个键。在启动 HEC后,Turn Tecbox OFF键边框应显示绿色,即开启。Turn Lis ten OFF键边框应显示黑 色,即关闭。注意:在过钢时,三个热探信号应依次显示绿色,如不显示绿色,此时为故障 状态,应找相关人员处理。3 种颜色显示的电机转速依次为: 蓝色:
15、Tumicon设定速度黄色:Tecbox 计算参考速度桔黄色:电机实际转速在主画面,点击collapse键会显示以下画面,其中在HEC显示的一栏中,有Croup和Single两个选项,一般只用Single选项,相关参数设置在Single选项栏中进行设置,Laststand of HEC(HEC程序结束的机架位)、Number of stands head (头端张减机架数)、Numberof stands tail (尾端张减机架数)、TF Single Head和TF Single Tail分别是头、尾端电机转速比。在更改头、尾端电机转数比时,可在次画面上直接改动,改动完后,点击 Takeover data 进行加载,然后在开启 HEC。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 嵌入式系统概论-以S3C2440核心为架构课件
- 地理事象的季节变化课件
- 地理中外著名旅游景观欣赏课件
- 地理中图版选修5第一章第二节主要自然灾害及其分布课件
- 地理中考复习-地图课件
- 北师大版历史八年级下册第17课《筑起钢铁长城》课件1
- 北师大版历史八下《祖国统一的历史大潮》课件5
- 北师大版历史八下《欣欣向荣的科教文体事业》3课件
- 北师大版历史八下《蓝色的地中海文明》课件
- 北师大版历史九年级下册第10课“冷战”与“热战”丁飞鹤T-课件
- 北师大版历史八下第17课《大河流域的文明曙光》课件
- 北师大版历史九上1718课课件
- 高中化学热力学复习10多重平衡与化学计算ppt课件
- 高中化学第1章化学反应与能量转化第3节化学能转化为电能电池ppt课件1鲁科版选修
- 高中化学第三节玻璃、陶瓷和水泥公开课课件
