 2013铁路货车段修规程
2013铁路货车段修规程

《2013铁路货车段修规程》由会员分享,可在线阅读,更多相关《2013铁路货车段修规程(19页珍藏版)》请在装配图网上搜索。
1、4车钩缓冲装置4.1综合要求4.1.1基本作业条件4.1.1.1车钩缓冲装置检修须在独立的检修间内进行。应配置车钩、钩尾框、钩舌、缓冲器、17型缓冲装置检 修流水线。4.1.1.2应配置以下主要工艺装备:成套钩缓装置分解机、车钩三态作用试验装置、抛丸除锈机、钩尾框复合 磁化湿法探伤机、钩舌湿法探伤机、圆销扁销探伤机、钩舌自动焊机、钩舌S面铣床或数控刨床、13型钩尾 销数控或仿型加工设备、二氧化碳气体保护焊机、配件热处理装置、销孔加工机具、镗孔设备、镶套机、成套 钩缓装置组装机、17型缓冲装置分解机、缓冲器分解组装压力机、17型缓冲装置组装机、车钩存放架或存放 线。4.1.2分解、除锈及探伤4.
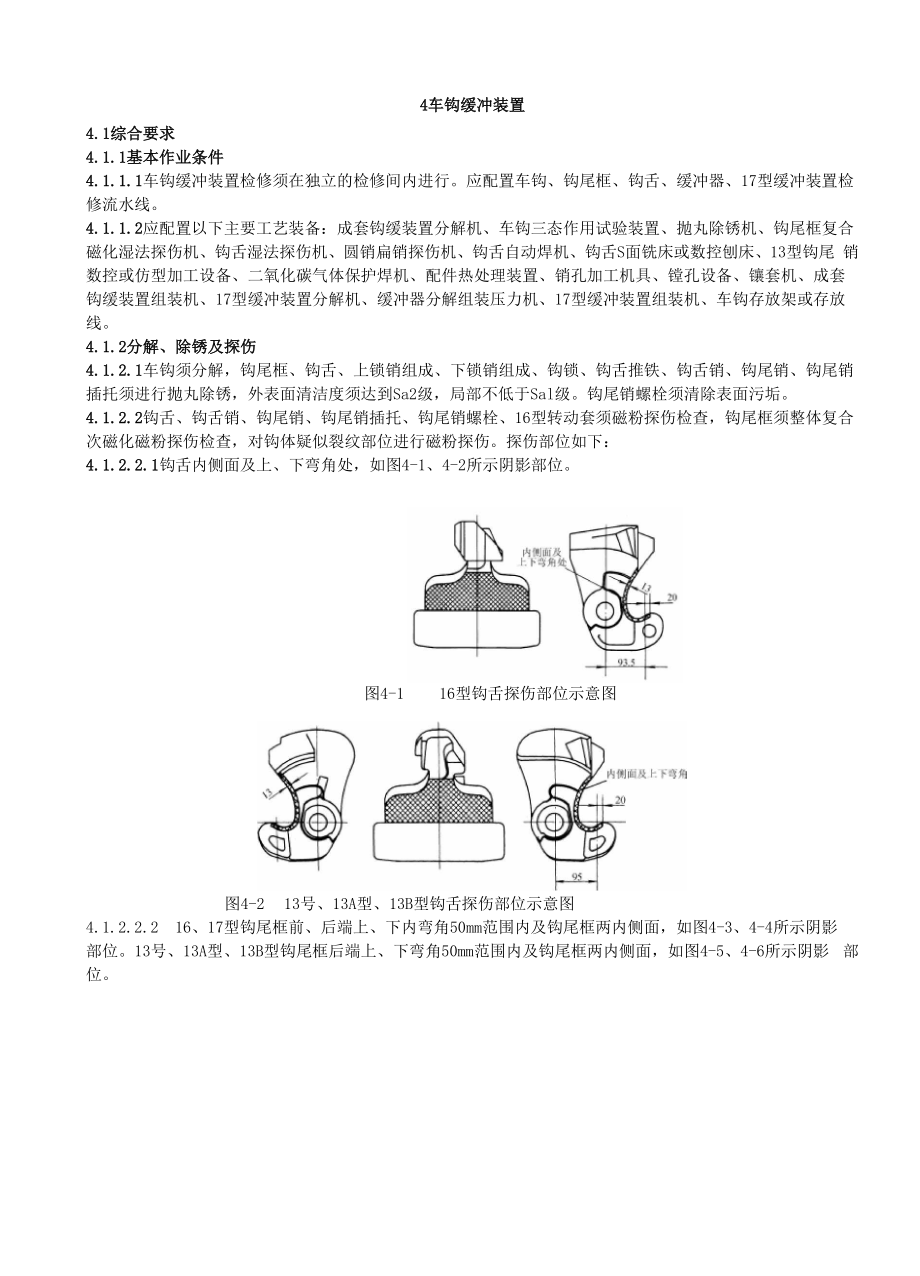
2、1.2.1车钩须分解,钩尾框、钩舌、上锁销组成、下锁销组成、钩锁、钩舌推铁、钩舌销、钩尾销、钩尾销 插托须进行抛丸除锈,外表面清洁度须达到Sa2级,局部不低于Sal级。钩尾销螺栓须清除表面污垢。4.1.2.2钩舌、钩舌销、钩尾销、钩尾销插托、钩尾销螺栓、16型转动套须磁粉探伤检查,钩尾框须整体复合 次磁化磁粉探伤检查,对钩体疑似裂纹部位进行磁粉探伤。探伤部位如下:4.1.2.2.1钩舌内侧面及上、下弯角处,如图4-1、4-2所示阴影部位。图4-116型钩舌探伤部位示意图图4-213号、13A型、13B型钩舌探伤部位示意图4.1.2.2.2 16、17型钩尾框前、后端上、下内弯角50mm范围内及
3、钩尾框两内侧面,如图4-3、4-4所示阴影部位。13号、13A型、13B型钩尾框后端上、下弯角50mm范围内及钩尾框两内侧面,如图4-5、4-6所示阴影 部位。图4-3 16型钩尾框探伤部位示意图图4-4 17型钩尾框探伤部位示意图11图4-5 13号钩尾框探伤部位示意图上隔M图4-613A、13B型钩尾框探伤部位示意图4.1.2.2.3 1 6型车钩转动套前端面,如图4-7所示阴影部位。图4-7 16型车钩转动套前端面探伤部位示意图4.1.2.2.4 钩舌销、钩尾销、钩尾销螺栓探伤部位如图4-8、4-9、4-10、4-11所示阴影部位。图4-8钩舌销探伤部位示意图图4-913号钩尾销探伤部位
4、示意图图4-10 16型、17型钩尾销探伤部位示意图4.1.2.2.513B型钩尾销插托弯角处、立面及上、图4-11 钩尾销螺栓探伤部位示意图下面,如图4-12所示粗线部位。图4-1213B型钩尾销插托探伤部位示意图4.2钩体4.2.1 钩体裂纹 4.2.1.1须清除钩腔内污垢,对钩体翻转检查。4.2.1.2钩颈、钩身横裂纹在同一断面长度之和不大于50mm时焊修,大于时更换。4.2.1.3钩耳裂纹长度不大于15mm时焊修,大于时须更换。钩耳内侧弧面上、下弯角处裂纹长度之和不大于 25mm时焊修,大于时更换。牵引台、冲击台根部裂纹长度不大于20mm且裂纹未延及钩耳体时焊修,裂纹长度 大于20mm
5、或裂纹延及钩耳体时更换。4.2.1.3 16型、17型钩体钩尾销孔周围25mm范围内裂纹时焊修,超过范围的裂纹深度不大于3mm时铲磨清 除,大于时更换。联锁套头、联锁套口裂纹长度不大于50mm且深度不大于5mm时,焊后磨修,大于时更换。4.2.1.4 13号、13A型、13B型钩体钩尾销孔后壁与钩尾端面间裂纹长度不大于20mm时焊修,大于时更换。4.2.2 钩体磨耗4.2.1.1 16型、17型钩体 4.2.2.1.1钩耳孔直径磨耗大于3 mm 时堆焊后加工。4.2.2.1.2联锁套头或联锁套口磨耗深度大于6 mm或局部碰伤深度大于5mm时,堆焊后磨平,但禁止修理联 锁辅助支架外形轮廓。4.2
6、.2.1.2 16型车钩尾端高度小于151mm或17型车钩尾端高度小于166mm,钩尾销孔长、短轴磨耗大于2 mm 时,可堆焊后磨修光滑。钩尾端部到钩尾销孔后壁的距离小于83mm时,堆焊后磨修光滑,小于77mm时更换; 钩身长度小于567mm时堆焊后磨修光滑,小于561mm时更换。4.2.2.2 13 号、13A 型、13B 型钩体4.2.2.2.1钩耳孔或衬套孔直径磨耗大于3mm时可扩孔镶套或换套;原有衬套松动、裂纹、缺损时更换。钩耳 孔直径大于54mm时可堆焊后加工,钩耳孔壁厚小于22mm时更换。新衬套壁厚须为46mm,材质须为45号 钢,硬度须为3850HRC;衬套须压紧并与孔壁密贴,局
7、部间隙不大于1.5mm,深度不大于5mm,衬套不得有 边缘裂纹。钩耳孔的异型衬套,长、短径方向不得错位,长径方向与钩体纵向中心线偏差不大于5。4.2.2.2.2上锁销孔前后磨耗之和大于3mm时可堆焊后磨修并恢复原型尺寸。钩腔上防跳台磨耗大于2mm时堆 焊后磨修并恢复原型尺寸,前导向角须恢复6mm凸台原型尺寸,如图4 13所示;钩腔下防跳台磨耗大于2mm 时堆焊后磨修并恢复原型尺寸,长度方向应为16mm。图4-13 前导向凸台示意图4.2.2.2.3钩尾端部与钩尾销孔边缘的距离上、下面之差大于2mm或钩尾销孔长径方向磨耗大于3mm时堆焊后 加工;钩尾端面与钩尾销孔边缘的距离小于40mm时,可在钩
8、尾端面堆焊或焊装磨耗板后四周满焊后磨平。4.2.3 钩体变形4.2.3.1钩身弯曲大于10mm时更换。钩耳上、下弯曲影响钩舌组装或三态作用时更换。4.2.3.1 13号、13A型、13B型钩体钩腕端部外胀大于15mm时更换;影响钩舌与钩腕内侧距离时调修、堆焊 或焊装厚度为515mm、高度为6070mm的梯形钢板,钢板须有2个20mm的塞焊孔,焊后磨修平整;4.2.4 钩身金属磨耗板4.2.4.1钩身下部有磨耗板凹槽或原焊装金属磨耗板者仍须焊装磨耗板;13B型、17型车钩钩身下部无金属磨 耗板凹槽且原未焊装磨耗板者,不得焊装磨耗板;磨耗板裂纹或磨耗超限时更换为新品,丢失时补装。钩身磨 耗时须堆焊
9、磨平后焊装磨耗板。4.2.4.2磨耗板须焊装在钩身下平面距钩肩50mm处。有金属磨耗板凹槽者,磨耗板焊修后焊缝处应磨修光滑、 边缘倒钝,清除棱角和毛刺。4.2.5 13号、13A型、13B型下作用式车钩钩体须有防跳插销安装孔,无防跳插销安装孔时加工。4.2.6 13号、13A型钩体补充新品时须为13B型。4.3钩舌4.3.1 钩舌裂纹4.3.1.1普碳钢钩舌各部位裂纹时更换。4.3.1.2 C级钢、E级钢钩舌弯角处裂纹时更换;内侧面的裂纹长度不大于30mm时焊修,大于时更换。牵引台 根部圆弧裂纹长度不大于30mm时焊修,大于时更换。钩舌护销突缘部分缺损时更换;裂纹向销孔内延伸,除 突缘高度外的
10、长度不大于10mm时焊修,大于时更换;钩舌护销突缘处焊修时,焊波须高于基准面12mm。冲 击台缺损或销孔边缘裂纹延及钩舌体时更换,未延及时焊修。4.3.2 钩舌磨耗4.3.2.1钩舌锁面磨耗大于3mm时,须堆焊后磨平。4.3.2.2 16型钩舌鼻部厚度磨耗大于5mm或钩舌销孔内径磨耗大于2mm时更换。钩锁承台高度须不小于45mm, 小于时加工修理后恢复原型尺寸,如图4-14所示。图4-14钩舌钩锁承台示意图4.3.2.3 13号钩舌内侧面和正面磨耗剩余厚度小于68mm时更换。13A型、13B型钩舌内侧面和正面磨耗剩余 厚度小于69mm时,须采用埋弧焊或气体保护焊等自动焊接工艺堆焊,焊后加工并恢
11、复原型。钩锁承台高度须 为4552mm,大于52mm时堆焊后加工,小于45mm时加工修理,如图4-14所示。4.3.2.4 13号、13A型、13B型钩舌销孔或衬套内径磨耗大于3mm时换套或扩孔镶套;钩舌销孔直径大于 54mm时堆焊后加工或更换。原有衬套松动、裂纹、缺损时更换;须双向镶套,每个衬套长度不小于60mm,销 孔镶套厚度应为46mm,材质为45号钢,硬度为3850HRC;衬套须压紧并与孔壁密贴,局部间隙不大于1.5mm, 深度不大于10mm,衬套不得有边缘裂纹。4.3.2.5钩舌销孔或衬套孔测量部位由突缘顶部深入孔内20mm为准。4.3.3 钩舌外胀大于6mm时更换;4.3.4 16
12、型钩舌补充新品时须补充标记为“16H”的钩舌。13号、13A型钩舌补充新品时须为13B型。4.4钩尾框4.4.1 钩尾框裂纹4.4.1.1普碳钢的钩尾框裂纹时更换。16型、17型钩尾框前、后端上、下内弯角50mm范围内,其他型钩尾框 后端上、下弯角50mm范围内裂纹时更换。4.4.1.2锻造钩尾框横裂纹时更换;铸造钩尾框横裂纹长度不大于30mm时焊修,大于时更换。 4.4.1.3钩尾框其他部位纵裂纹时焊修或更换。4.4.2 钩尾框磨耗4.4. 2.1普碳钢的钩尾框各部磨耗过限时更换。4.4.2.2钩尾框各部位碾堆时须磨修,并与周围表面平滑过渡。C级钢、E级钢的钩尾框框身厚度磨耗大于3mm, 其
13、他部位大于4mm时,须纵向堆焊后磨平;16型、17型钩尾框框身剩余厚度小于22mm时更换。测量部位:框 身厚度深入边缘10mm为准,其他部位比照未磨耗部位测量。钩尾框销孔磨耗超限时堆焊后加工。4.4.2.3 16型钩尾框距前唇内侧95mm范围内任意点直径大于277mm时更换;前唇厚度磨耗大于2mm时更换; 前唇内侧到尾部内侧距离大于845mm时须在尾部内侧面堆焊后加工,大于862mm时更换。17型钩尾框前端内 腔高度磨耗大于3mm时须堆焊后磨修光滑。4.4.2.4 13A型、13B型钩尾框的螺栓孔磨耗大于3mm时堆焊后加工,内外侧面须平整;13B型铸造钩尾框的 钩尾销固定挂耳缺损时焊后磨修。1
14、3B型锻造钩尾框插托凹槽宽度或高度磨耗大于3mm时更换。4.4.3 钩尾框变形4.4.3.1普碳钢钩尾框一侧弯曲大于3mm时更换。4.4.3.2 C级钢、E级钢钩尾框一侧弯曲大于3mm时加热后调修。4.4.4 钩尾框金属磨耗板4.4.4.1 13B型钩尾框及16型、17型锻造钩尾框不得焊装框身磨耗板,原装有磨耗板者须铲除后磨平;16型、17型铸造钩尾框无框身磨耗板者,不得焊装磨耗板。4.4.4.2 13号、13A型钩尾框须焊装框身磨耗板;16型、17型铸造钩尾框原有磨耗板者,仍须焊装磨耗板。框身下平面磨耗时须纵向堆焊磨平后焊装磨耗板;磨耗板裂纹或磨耗超限时须更换为新品,丢失时补装。4.4.4.
15、3磨耗板焊装位置:13号、13A型钩尾框磨耗板后端距钩尾框后端内壁130mm, 16型、17型钩尾框磨 耗板以钩尾框后端内壁为基准面焊装。4.4.5 13号、13A型钩尾框补充新品时须为13B型;17型钩尾框补充新品时须为锻造钩尾框。4. 5钩尾销插托4.5.1钩尾销插托裂纹时焊修更换;焊修后磨修平整,并进行热处理。4.5.2两侧承台厚度磨耗大于3mm或钩尾销承台磨耗深度大于3mm时更换。4. 6下锁销组成及销轴4.6.1 下锁销组成及销轴状态检查4.6.1.1各零部件裂纹、变形时更换。4.6.1.216型、17型下锁销杆与下锁销间须转动灵活。下锁销杆处于工作位置时摆动下锁销,下锁销能够自 由
16、转动至极限位置,铆钉与下锁销杆间不应转动,如图4-15、4-16所示。图4-15 16型下锁销组成检查示意图图4-16 17型下锁销组成检查示意图4.6.1.3 13号下锁销、下锁销体、下锁销钩间须转动灵活。提起下锁销体,下锁销及下锁销钩能够自由下垂如图4-17 (a)所示;翻转下锁销体,下锁销及下锁销钩能够自由转动至极限位置,如图4-17 (b)所示。下锁销无防跳插销孔时加工。(a)(b)图4-17 13号下锁销组成检查示意图4.6.2 下锁销组成及销轴磨耗4.6.2.1下锁销轴直径磨耗大于2mm或长度磨耗大于3mm时更换。4.6.2.2 16型、17型下锁销杆防跳台须符合原型尺寸,下锁销组
17、成其他部位磨耗后不能满足防跳性能或影响 车钩三态作用时整套更换。4.6.2.3 16型、17型下锁销转轴直径磨耗大于2mm或影响车钩三态作用时更换。4.6.2.4 13号下锁销组成其他各部须恢复原型,不能恢复原型时更换。4.6.3下锁销组成补充新品时,配件材质须为E级钢,并有制造厂代号及材质标记。4. 7上锁销组成4.7.1 上锁销组成状态检查4.6.1.1上锁销组成须为三连杆机构,应精密铸造,并有制造厂及材质代号、制造年月标记。4.6.1.2各部位裂纹、变形时更换。4.6.1.3上锁销组成须连接正确,三个组件间应转动灵活。提起上锁提,上锁销组成能够自由下垂,如图4-18(a) 所示;举起上锁
18、销杆,向工作位摆动时,上锁销与上锁提能够自由转动,如图4-18(b)所示;提起上锁销,上 锁提与上锁销杆应自由转动下垂,如图4-18(c)所示。(a)(b)(c)图4-18 13号上锁销组成检查示意图4.7.2 上锁销组成磨耗4.7.2.1上锁销杆上端面防跳部位磨耗大于3mm时更换;4.7.2.2上锁销杆挂钩口磨耗大于2mm时更换;4.7.2.3上锁销防跳台磨耗大于2mm时更换;4.7.2.4上锁销组成铆钉轴直径小于13mm时更换;4.7.2.5上锁销与上锁销杆组装间隙小于2.5mm时更换;4.7.2.6上锁销铆钉露出长度大于0.5mm时更换或将超出部分磨平。4.7.3 上锁销组成须成套检修,
19、不得拼修。4.8钩锁4. 8. 1变形、裂纹或止动块丢失时更换。4. 8. 2锁面磨耗、碾堆时须堆焊后磨修并恢复原型尺寸。4.8.3 16型钩锁止动块铆钉轴直径磨耗大于2mm时更换。4.8.4 13号钩锁上部左、右导向面磨耗大于2mm时焊修,焊后磨修恢复原型;13号钩锁挂钩轴磨耗大于1mm 时更换。4.8.5开锁坐锁面磨耗大于2mm或影响开锁作用时,焊后磨修并恢复原型。4. 8.6补充新品时,材质须为E级钢。4. 9钩舌推铁4.9.1裂纹时更换,变形时调修。4.9.2各部磨耗过限时更换或焊修后恢复原型。4.9.3补充新品时,材质须为E级钢。4.10 钩舌销4.9.1裂纹时更换,变形时调修。4.
20、9.2直径磨耗大于2mm时更换。4.9.3补充新品时须符合TB/T 2943.1钩舌销和钩尾销技术条件,并须有制造标记。4.11 钩尾销4.11.1裂纹时更换。4.11.216型、17型钩尾销变形或磨耗超限时更换。4.11.3哑铃形状的13号钩尾销不再使用。13号钩尾销变形时加热后调修。钩尾销头部厚度须为151mm,须 表面平整,磨耗时堆焊后磨平或机械加工,表面粗糙度为Ra12.5um;钩尾销宽度磨耗大于3mm时,焊修后采7 / 19用仿型或数控加工并恢复原型。4.11.4补充新品时,须符合TB/T 2943.1钩舌销和钩尾销技术条件4.12 从板4.12.1裂纹时更换。4.12.2 16型、
21、17型从板弯曲大于4mm时更换;长度、宽度或厚度磨耗大于3mm时堆焊后加工并恢复原型尺寸; 车钩支承球面及缓冲器支承平面磨耗深度或凹痕深度大于3.5mm时更换,局部辗堆时磨修光滑。4.12.3 13号从板弯曲时调修;各部磨耗大于3mm时堆焊后加工;长度方向磨耗大于3mm时可焊装磨耗板并四 边满焊。4.13 16型车钩转动套4.13.1前端面裂纹或销孔周围25mm范围内裂纹时更换,其他部位裂纹时焊修。4.13.2剩余长度小于178mm时,可堆焊后加工并恢复原型尺寸,小于173mm时更换。4.13.3外径小于260mm时,可堆焊后加工恢复原型,小于254mm更换。4.13.4前端到上、下销孔前部边
22、缘距离小于39mm时可堆焊后加工,小于34mm时更换。4.14 钩尾销防脱装置4.14.1钩尾销螺栓裂纹、弯曲或直径磨耗大于1mm时更换。4.14.2钩尾销衬套规格应为32mmX 5mmX 50mm,直径磨耗大于2mm或裂纹时更换。4.14.3钩尾销防脱装置吊架、止挡各孔直径磨耗大于2mm或裂纹时更换。4.14.4 13B型钩尾框防护板须更换为新品。4.15 缓冲器4.15.1 MT-2型、MT-3型缓冲器 4.15.1.1状态良好者可不分解、修理。4.15.1.2在寿命期内,新造、大修后使用时间满9年或有下列情况之一者须大修:4.15.1.2.1自由高小于572mm时;4.15.1.2.2箱
23、体裂损、严重变形、高度小于482mm或口部对应于中心楔块安装部位最薄处厚度小于15mm时;4.15.1.2.3木锤锤击动板端头,中心楔块松动、中心楔块顶面至动板顶面的距离平均值小于4.5mm时。 4.15.1.2.4其它外露零部件裂损或丢失时;4.15.2 ST型缓冲器4. 15. 2. 1状态良好者可不分解、修理。 4.15.2.2在寿命期内,新造、大修后使用时间满6年或有下列情况之一者须大修:4.15.2.2.1自由高小于568mm时;4.15.2.2.2箱体裂损、严重变形时; 4.15.2.2.3其它外露零部件裂损或丢失时。4.15.3 HN-1型缓冲器4. 15. 3. 1状态良好者可
24、不分解、修理。 4.15.3.2在寿命期内,新造、大修后使用时间满9年或有下列情况之一者须大修:4.15.3.2.1外观检查壳体和预压板裂纹,零部件丢失时;4.15.3.2.2缓冲器的自由高小于570mm时;4.15.3.2.3预压板与钩尾框接触部位的磨耗大于15mm时;4.15.3.2.4壳体与钩尾框接触部位的平面磨耗大于5mm时。4.16 车钩缓冲装置组装4.16.1 车钩组装4. 16. 1. 1车钩组装前,须清除各零部件表面及腔内的钢丸。各零部件摩擦面间须涂干性润滑脂。 4.16.1.2组装时13号、16型钩舌销不得相互代用。4.16.1.3 13号、13A型、13B型车钩的钩体、钩舌
25、和钩腔内配件材质、型号须匹配,并符合表4-1;钩体与钩舌型号不一致时,车钩型号以钩体型号为准。表4-1 车钩配件材质及型号对应表钩体钩舌钩锁材质上锁销组成 材质下锁销组成材 质型号材质型号材质13号普碳钢13号、13A型普碳钢、C级钢普碳钢、E级 钢B级钢普碳钢、B级钢C级钢13号、13A型C级钢E级刚B级钢普碳钢、B级钢13A型C级钢13A 型、13B 型C级钢E级刚B级钢普碳钢、B级钢E级钢13A 型、13B 型E级钢E级刚B级钢E级钢13B型E级钢13B型E级钢E级刚B级钢E级钢4.16.1.4测量车钩组装间隙,须符合下列要求:4.16.1.4.1钩舌与上钩耳的间隙:13号、13A型、1
26、3B型不大于8mm, 16型、17型不大于10mm,大于时在钩 舌与下钩耳间安装垫圈调整。4.16.1.4.2钩舌销与钩耳孔短径方向的间隙不大于6mm。4.16.1.516型、17型车钩尾部球面处应涂干性润滑脂。4.16.2 车钩三态作用试验4.16.2.1全开试验:在闭锁位时,持续稳定地转动钩提杆的手把(或搬动16型车钩下锁销杆),钩舌应达到 全开位置。4.16.2.2闭锁试验:在全开位时,持续稳定地推动钩舌鼻部,钩舌应转动到闭锁状态,同时钩锁落到闭锁位 置,此时向外搬动钩舌鼻部,钩舌呈牵引状态时,须符合:4.16.2.2.1 16型、17型车钩闭锁位钩舌鼻部与钩体正面距离不大于97mm;4
27、.16.2.2.2 13A型、13B型车钩闭锁位钩舌与钩腕内侧距离不大于127mm;4.16.2.2.3 13号车钩闭锁位钩舌与钩腕内侧距离:装用13号钩舌时不大于130mm,装用13A型钩舌时不大 于 127mm。4.16.2.3开锁试验:在闭锁位时,转动钩提杆的手把(或搬动16型车钩下锁销杆),使钩锁坐锁面抬高到钩舌尾部以上。在此过程中钩舌不应转动,钩舌仍处在闭锁位置;当回转钩提杆(或放开16型车钩下锁销杆)并落下钩锁时,钩锁应坐在钩舌推铁的锁座面上;此时用手扳动钩舌鼻部,钩舌应能转动到全开位置,钩舌张 开最大量时,须符合:4.16.2.3.1 16型、17型车钩全开位钩舌鼻部与钩腕的内侧
28、距离不小于219mm;4.16.2.3.2 13A型、13B型车钩全开位钩舌鼻部与钩腕的内侧距离不大于242mm;4.16.2.3.3 13号车钩全开位钩舌鼻部与钩腕的内侧距离:装用13号钩舌时不大于245mm,装用13A型钩舌 时不大于242mm。4.16.2.4 13号、13A型、13B型车钩全开位钩舌鼻部与钩腕的内侧距离超限时,可堆焊钩舌全开位止挡进行 调整,但禁止焊修钩耳根部弯角。4.16.3 车钩防跳性能检查4.16.3.1 16型、17型车钩防跳性能检查:在闭锁位置时,车钩闭锁显示孔须全部露出。使用“钩锁托具” 向上托起钩锁,并使钩锁腿贴靠后壁,如图4-19(a)所示;此时使用专用
29、量具测量下锁销顶面与钩舌座锁台下 面的搭接量,须为6.514.5mm,如图4T9(b)所示。搭接量小于6.5mm时,更换钩锁或下锁销组成等进行调 整;搭接量仍不足6.5mm时,可将钩腔钩锁导向台堆焊后磨平,如图4-22所示。1LT /7-一一钩锁承台“、.7)J 1此处搭接6H5T4.5mma) (b)图4-19 16型、17型车钩防跳性能检查示意图图4-20 16型、17型车钩钩锁导向台示意图4.16.3.2 16型、17型车钩下锁销杆防跳性能检查:将下锁销杆向上托起,使下锁销杆的防跳台与钩体的防 跳台贴靠,此时向开锁方向转动下锁销,如图4-21所示,下锁销不得转动,下锁销、钩锁上移不得使车
30、钩开 锁。竊动下锁销31图4-21 16型、17型车钩下锁销杆防跳性能检查示意图4.16.3.3 13号、13A型、13B型车钩防跳性能检查:闭锁位置时使用“钩锁托具”向上托起钩锁至极限位置, 并使钩锁腿贴靠下锁销孔后壁,不得开锁,如图4-22 (a)所示;此时钩锁移动量须为:上作用车钩311mm, 下作用车钩322mm。下作用车钩须有二次防跳性能,摆动下锁销组成时,防跳性能应良好,如图4-22(b)所 示。(a) (b)图4-22 13号、13A型、13B型车钩防跳性能检查示意图4.16.4 车钩缓冲装置组装 4.16.4.1车钩缓冲装置同套零部件型号须匹配,并符合表4-2要求。表4-2 车
31、钩缓冲装置型号匹配表序号车钩型号钩尾框型号缓冲器型号116型16 型MT-2 型、HM-1 型、HM-2 型、HN-1 型217型17型MT-2 型、HM-1 型、HM-2 型、HN-1 型313号普碳钢13 号、13A 型、13B 型2号、ST型、MT-3型413号C级钢13号C级钢、13A型、13B 型2号、ST型、MT-3型513A型13A 型、13B 型ST 型、MT-3613B型13A 型、13B 型ST 型、MT-3注:其他型缓冲器按照原车辆构造装用。4.16.4.2 16型、17型钩尾框与缓冲器、从板组装须符合下列要求:4.16.4.2.1 MT-2型、HM 1型、HM-2、HN
32、-1型缓冲器须加装材质为10号钢的缩短销钉。4. 16. 4. 2. 2 16型转动套半盲孔须朝向钩尾框下部。 4.16.4.2.3组装后在从板球面处涂干性润滑脂。4.16.4.3 13号、13A型、13B型车钩缓冲装置组装须符合下列要求:4. 16. 4. 3. 1组装时车钩尾部与前从板间、缓冲器或后从板与钩尾框间不得加装工艺垫。4.16.4.3.2钩尾销螺栓须使用材质为20MnTiB、机械性能为& 8级的半圆头专用螺栓。用于13B型铸造钩尾框 时,钩尾销螺栓须有开口销安装孔。4.16.4.3.3组装钩尾销防脱装置:a. 钩尾销螺栓与衬套间应涂抹润滑脂。b. 钩尾框为13号、13A型时,钩尾
33、销螺栓不装开口销及垫圈。安全吊螺栓规格为M20X160mm、机械性能 为8.8级,组装时须装弹簧垫圈及4X40mm开口销,开口销须盘紧;安全吊螺栓紧固后将螺母与螺栓点焊牢 固。c. 钩尾框为13B型铸造材质时,钩尾销螺栓须装2个平垫圈和5X40mm开口销,螺栓紧固扭矩为40 80N.m。安全吊螺栓为机械性能8.8级M20的方头螺栓,组装时不装垫圈及开口销;组装后翘起防护板,须有 一个面紧靠螺母,螺母与防护板须点焊牢固。4.16.4.3.4 13B型锻造钩尾框的钩尾销插托螺栓须符合GB/T5782的8.8级,规格为M 18X180mm,紧固后将 螺栓与螺母点焊牢固。4.17 牵引杆4.17.1牵
34、引杆杆身、杆颈横裂纹在同一断面之和小于50mm时焊修,大于时更换。4.17.2牵引杆尾销孔周围25mm范围内裂纹时焊修;超过尾销孔周围25mm范围,深度小于3mm的裂纹时可铲 磨清除,大于时更换。4.17.3牵引杆尾销孔后壁与尾端部距离小于83mm时堆焊后磨修,小于77mm时更换。4.17.4牵引杆长度小于1741mm时在两端堆焊后磨修光滑,小于1734mm时更换。4. 17.5牵引杆尾端高度磨耗超限时堆焊后磨修。4.18 16型、17型车钩弹性支承装置 4.18.1车钩弹性支承装置状态良好时可不分解,须清除支撑座腔内杂物。下列情况时须分解检修: 4.18.1.1支撑弹簧座腔内磨耗板磨耗深度大
35、于1.5mm或磨耗板开焊、丢失须更换或补装时;4.18.1.2车钩支撑座或支撑座腔裂纹时;4.18.1.3止挡铁丢失或止挡铁磨耗剩余厚度小于25mm,须补装或更换时; 4.18.1.4支承弹簧折损或弹簧衰弱造成车钩安装后支撑座与止挡铁接触部位有间隙时; 4.18.1.5更换冲击座时。4.18.1.6组装间隙超限或其他原因须分解车钩弹性支承装置时。 4.18.2车钩弹性支承装置分解后按下列要求检修:4.18.2.1车钩支撑座或支撑座腔裂纹时更换。4.18.2.2车钩支撑座两外侧面磨耗深度大于2mm时堆焊后磨平。4.18.2.3支承弹簧自由咼为(2385) mm,超下限时须更换,超上限时可每端同咼
36、配套使用,组装时每组3 个支承弹簧自由高差不大于2mm。4.18.2.4同一辆车同端止挡铁形式须一致,厚度差不得大于2mm。4.18.3支撑座顶部金属磨耗板磨耗深度大于2mm时更换,新磨耗板厚度应为416mm。4.19 其他零部件4.19.1钩尾框托板、钩尾销托梁、安全托板弯曲时调修,裂纹时更换。车钩托梁纵裂纹时焊修,横裂纹时更 换;磨耗大于3mm时堆焊后磨平,变形大于5mm时调修。4.19.2 16型、17型钩尾框托板金属磨耗板及钩尾销托梁金属磨耗板磨耗深度大于3mm时更换;更换磨耗板时, 须四周满焊。16型钩尾销托表面磨耗大于6mm时须更换。4.19.3 13号钩托梁金属磨耗板、钩尾框托板
37、上焊装的磨耗板或活动槽形金属板剩余厚度小于50%时更换;钩 尾框托板上焊装的磨耗板更换时,两侧端部各施以30mm长的段焊。4. 19.4钩提杆、提钩链及钩提杆座检修须符合下列要求: 4.19.4.1钩提杆弯曲时调修,裂纹时更换。4.19.4.2提钩链及链蹄环裂纹或腐蚀、磨耗大于直径的30%时更换。4. 19.4.3钩提杆座腐蚀或磨耗严重时更换。 4.19.5防跳插销及制动软管吊链检修须符合下列要求:4.19.5.1防跳插销开口间距大于8mm时调修。4.19.5.2链环对接焊缝处开焊时须使用氧乙炔焰焊接;链环及插销裂纹或腐蚀、磨耗大于直径的30%时更换。4.19.5.3装有制动软管吊链的铁路货车
38、,防跳插销可安装在制动软管吊链的第一个链环中;无制动软管吊链 的铁路货车,防跳插销安装在车钩的防跳插销安装孔内。4.19.6非金属磨耗板检修须符合下列要求: 4.19.6.1磨耗板裂纹、破损、磨耗超限时更换。4.19.6.2安装时,须清除与非金属磨耗板间配合部位金属件的尖角和毛刺。4.20 车钩缓冲装置油漆标记 4.20.1车钩、钩舌、钩尾框、缓冲器须涂打检修车间简称、检修年月标记。4.20.2钩舌、钩尾框表面须涂清漆;钩舌销、钩尾销、上锁销组成、下锁销组成、钩锁、钩舌推铁、下锁销 转轴不得涂漆。4.21 车钩缓冲装置检修限度表(表4-3)表 4-3 车钩缓冲装置检修限度表序号名称限度备注原型
39、段修钩体1钩身弯曲不大于10大于时更换216型、17型钩体尾端咼度不小于:16型155.515117型171.5166316型、17型钩体钩尾销孔中部长、短轴磨 耗:(1)中部长轴磨耗不大于1102(2 )中部短轴磨耗不大于:100216型94217型416型、17型钩体钩尾销孔上、下部长、短 轴磨耗不大于:(1)16型钩尾销孔上、下部长轴1172(2)17型钩尾销孔上、下部长轴1142(3)17型钩尾销孔上、下部短轴982516型、17型钩体钩尾端部与钩尾销孔边缘 的距离不小于8983小于77mm时更换616型、17型钩体钩身长度不小于571.5567小于561mm更换716型、17型钩体钩
40、耳孔直径磨耗不大于:长径45.53短径4438联锁套头、联锁套口磨耗:(1)联锁套头磨耗深度不大于1746(2)联锁套口磨耗深度不大于18669联锁套头、联锁套口局部碰伤深度不大于510钩身下平面磨耗板剩余厚度不小于:13号4213A 型、13B 型、16 型、17 型631113号、13A型、13B型钩体钩腕端部外胀不 大于15大于时更换1213号、13A型、13B型钩体钩尾端部与钩尾 销孔边缘距离的上、下面之差不大于21313号、13A型、13B型钩体钩尾销孔长径磨 耗11031413号、13A型、13B型钩体钩尾销孔与钩尾 端面距离不小于50401513号、13A型、13B型钩体钩耳孔、
41、衬套孔 磨耗:(1)钩耳孔长径磨耗不大于443衬套厚为46mm钩耳孔短径磨耗不大于423(2)钩耳孔壁厚不小于22(3)钩耳孔内径不大于5154序号名称限度备注原型段修1613号、13A型、13B型钩体钩耳孔与衬套局 部间隙及深度:(1) 间隙不大于(2) 深度不大于1.551713号、13A型、13B型钩体上锁销孔前后磨 耗之和不大于6631813号、13A型、13B型钩体钩腔上防跳台磨 耗不大于5521913号、13A型、13B型钩体钩腔前导向角:(1) 钩腔前导向角凸台高度(2) 钩腔前导向角处长度650 0原型 原型2013号、13A型、13B型钩体钩腔内下防跳台 磨耗不大于-2162
42、钩舌21钩舌外胀不大于6大于时更换22钩舌锁面磨耗不大于:13 号、13A 型、13B 型16型170 016萨332316型钩舌鼻部厚度磨耗不大于5距钩舌上、下边缘60mm及 中部三处测量2413号、13A型、13B型钩舌内侧面和正面磨 耗剩余厚度不小于:13号13A 型、13B 型7273686913号钩舌超限时更换。测 量位置:距上、下边缘13 号为50mm, 13A、13B型为 60mm。25钩舌钩锁坐入量不小于:13 号、13A 型、13B 型16型52581.445452616型钩舌销孔直径磨耗不大于422距钩舌销孔突缘顶部20mm 处检测2713号、13A型、13B型钩舌销孔或衬
43、套内径 磨耗:(1) 钩舌销孔或衬套内径磨耗不大于(2) 钩舌销孔内径不大于4251354距钩舌销孔突缘顶部20mm 处检测2813号、13A型、13B型钩舌销孔与衬套局部 间隙及深度:(1) 间隙不大于(2) 深度不大于1.510钩尾彳框29钩尾框一侧弯曲不大于3普碳钢超限时更换序号名称限度备注原型段修30钩尾框框身磨耗:16型、17型钩尾框框身厚(1)框身厚度磨耗不大于:度小于22mm更换。13号钩尾框253框身厚度磨耗测量以深入13A型、13B型铸造钩尾框283边缘10mm为准。13B型锻造钩尾框31.5316型、17型铸造钩尾框28.5316型、17型锻造钩尾框28 或 31.53(2
44、)框身其它部位磨耗不大于43117型钩尾框销孔直径磨耗不大于9223217型钩尾框前端内腔高度磨耗不大于18033316型钩尾框距前唇内侧95mm范围内任一点 直径不大于2773416型钩尾框前唇厚度磨耗不大于23516型钩尾框前唇内侧到尾部内侧距离不大 于834845大于862mm时更换3613号、13A型、13B型钩尾框销孔磨耗不大 于10633713B型锻造钩尾框插托凹槽磨耗:(1)凹槽宽度磨耗不大于1243(2)凹槽高度磨耗不大于2233813B型钩尾销插托磨耗:(1)两侧承台厚度磨耗不大于203(2)钩尾销承台磨耗深度不大于33913号、13A型、13B型钩尾框螺栓孔磨耗不 大于22
45、340钩尾框下框身磨耗板剩余厚度不小于:13号4213A型、16型、17型64下锁4销组成4116型下锁销轴磨耗:(1)直径磨耗不大于192(2)长度磨耗不大于6534216型、17型下锁销杆防跳台磨耗原型4316型下锁销转轴直径磨耗不大于3524417型下锁销转轴直径磨耗不大于3424513号下锁销轴磨耗:(1)直径磨耗不大于192(2)长度磨耗不大于6334613号下锁销顶部防跳部位宽度2728.5原型4713号下锁销体二次防跳磨耗原型上锁销组成序号名称限度备注原型段修48上锁销杆上端面防跳部位磨耗不大于165349上锁销杆挂钩口磨耗不大于39250上锁销与上锁销杆组装间隙不小于2.551
46、上锁销铆钉露出长度不大于0.5大于时将超出部位磨平52上锁销防跳台磨耗不大于253上锁销组成铆钉轴直径不小于1513钩锁54钩锁锁面磨耗:13号钩锁厚度761原型测量钩锁锁面的最大磨耗16型钩锁厚度84+1原型深度。55钩锁开锁坐锁面磨耗不大于-0.525616型钩锁止动块铆钉轴直径磨耗不大25713号钩锁导向面磨耗不大于25813号钩锁挂钩轴磨耗不大于301钩舌?推铁59钩舌推铁弯曲变形原型6013号钩舌推铁锁座处磨耗25原型6113号钩舌推铁轴磨耗不大于312钩舌销62钩舌销径向磨耗不大于412钩尾销6316型、17型车钩钩尾销磨耗:(1)长度磨耗不大于:超限时更换16型254417型(2
47、)直径磨耗不大于:303.5416型95.5317型8936413号钩尾销头部厚度15+101516513号钩尾销宽度磨耗不大于1003从板66从板长度磨耗不大于:13号319316型、17型318367从板宽度磨耗不大于:13号225316型、17型2293序号名称限度备注原型段修68从板厚度磨耗不大于57369从板局部磨耗深度不大于:13号16型、17型33.57016型、17型车钩从板的车钩支承球面磨耗 深度不大于3.57116型、17型从板弯曲变形不大于416型转动套7216型转动套长度不小于181178小于173mm更换7316型转动套外径不小于266260小于254mm更换7416
48、型转动套前端距上、下销孔前部边缘距离 不小于4239小于34mm更换钩尾销防脱装置75钩尾销螺栓直径磨耗不大于201大于时更换76钩尾销衬套直径磨耗不大于32277钩尾销安全吊装置吊架孔及止挡孔磨耗222缓冲器78缓冲器自由高:ST型不小于MT-2型、MT-3型不小于HN-1型不小于568;5576256857257079MT-2型、MT-3型缓冲器箱体高度不小于4871.648280MT-2型、MT-3型缓冲器箱体口部对应于中 心楔块安装部位最薄处厚度不小于1581MT-2、MT-3型缓冲器中心楔块顶面至动板顶 面的距离平均值不小于4.582HN-1型缓冲器预压板与钩尾框接触部位的 磨耗不大
49、于1583HN-1型缓冲器壳体与钩尾框接触部位的平 面磨耗不大于5车钩组成8416型、17型车钩闭锁位钩舌鼻部与钩体正 面距离不大于8289978516型、17型车钩全开位钩舌内鼻部与钩腕 内侧面距离不小于2202352198616型、17型车钩下锁销顶面与钩锁承台下 面的搭接量6.514.5序号名称限度备注原型段修8713号、13A型、13B型钩舌与钩腕内侧距离:13号车钩装用13A型钩舌(1)闭锁位不大于:时,按照13A型车钩测量钩13号112122130舌与钩腕内侧距离13A 型、13B 型(2)全开位不大于:11012012713号22023524513A 型、13B 型2182332
50、428813号、13A型、13B型车钩闭锁位置钩锁移 动量:上作用车钩310311下作用车钩31832289钩舌与上钩耳的间隙不大于:13 号、13A 型、13B 型2816型、17型1090钩舌销与钩耳孔或钩舌销孔的间隙不大于6牵引杆91牵引杆尾销孔后壁与尾端距离不小于8983小于77mm更换92牵引杆长度不小于17531741小于1734mm更换93牵引杆尾端咼度不小于:转动端155.5151固定端171.516616 型、17型车钩弹性支撑装置94弹性支撑装置弹簧座腔内磨耗板磨耗不大 于31.595支撑座磨耗板磨耗深度不大于416296支撑座两外侧面磨耗不大于297支撑座止挡铁磨耗剩余厚度不小于2598同端止挡铁厚度差不大于299弹性支撑装置支撑弹簧:(1)弹簧咼度:自由咼不小于233同组3个支撑弹簧自由高度差不大于2(2)弹簧腐蚀深度不大于8%其他一配件10016型、17型钩尾框托板金属磨耗板及钩尾 销托梁金属磨耗板磨耗不大于310116型钩尾销托表面磨耗不大于12610213号钩托梁金属磨耗板、钩尾框托板磨耗板 剩余厚度不小于50%103提钩链及链蹄环直径腐蚀或磨耗不大于30%序号名称限度备注原型段修104车钩托梁弯曲、磨耗: 弯曲不大于磨耗深度不大于53105含油尼龙钩尾框托板磨耗板剩余厚度不小 于84106防跳插销开口间距不大于8
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
