《德国巴尔扎特键槽插拉机床 - 解决疑难键槽加工的有效途径》由会员分享,可在线阅读,更多相关《德国巴尔扎特键槽插拉机床 - 解决疑难键槽加工的有效途径(4页珍藏版)》请在装配图网上搜索。
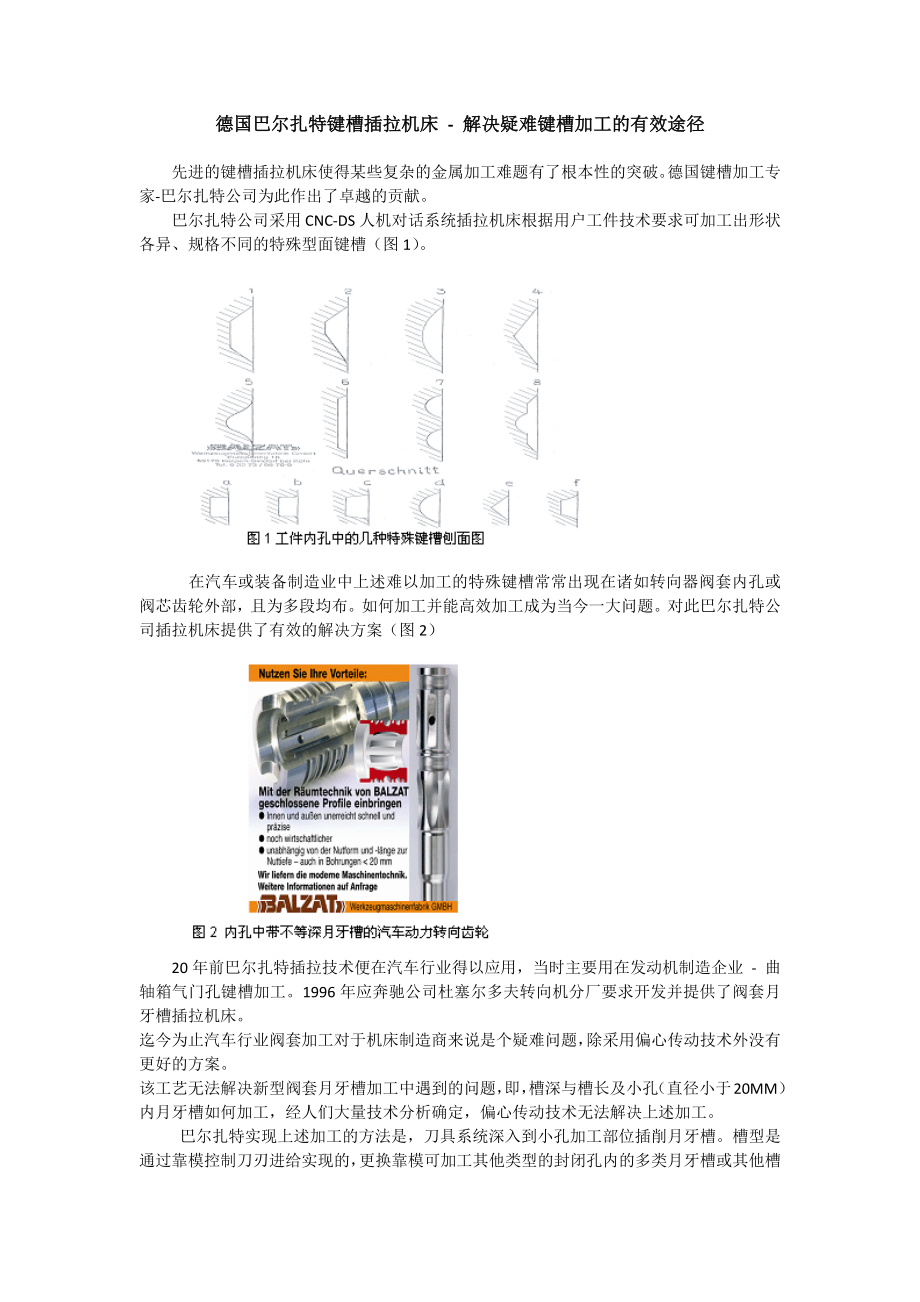
1、德国巴尔扎特键槽插拉机床 - 解决疑难键槽加工的有效途径 先进的键槽插拉机床使得某些复杂的金属加工难题有了根本性的突破。德国键槽加工专家-巴尔扎特公司为此作出了卓越的贡献。巴尔扎特公司采用CNC-DS人机对话系统插拉机床根据用户工件技术要求可加工出形状各异、规格不同的特殊型面键槽(图1)。在汽车或装备制造业中上述难以加工的特殊键槽常常出现在诸如转向器阀套内孔或阀芯齿轮外部,且为多段均布。如何加工并能高效加工成为当今一大问题。对此巴尔扎特公司插拉机床提供了有效的解决方案(图2) 20年前巴尔扎特插拉技术便在汽车行业得以应用,当时主要用在发动机制造企业 - 曲轴箱气门孔键槽加工。1996年应奔驰公
2、司杜塞尔多夫转向机分厂要求开发并提供了阀套月牙槽插拉机床。迄今为止汽车行业阀套加工对于机床制造商来说是个疑难问题,除采用偏心传动技术外没有更好的方案。该工艺无法解决新型阀套月牙槽加工中遇到的问题,即,槽深与槽长及小孔(直径小于20MM)内月牙槽如何加工,经人们大量技术分析确定,偏心传动技术无法解决上述加工。 巴尔扎特实现上述加工的方法是,刀具系统深入到小孔加工部位插削月牙槽。槽型是通过靠模控制刀刃进给实现的,更换靠模可加工其他类型的封闭孔内的多类月牙槽或其他槽型。完成上述加工的关键是采用巴尔扎特工艺和专利刀具(图3)。巴尔扎特插拉技术不论从投资经济性或技术细节上均优于传统的键槽铣床,可节省大量
3、刀具费用,通常换刀时间为20个班次,这是同类设备所无法比拟的。刀具分为三个基本系列:-单切多刃型:可快速更换备用刀具,适用槽宽8-22毫米-双切型:可翻转复用,适用槽宽最小22毫米,适合往复切削键槽-变化切型:可调节刀具,适用槽宽32-125毫米或更大。通常由三把独立刀具合成,靠外的两把可调,所有刀具均可单独更换,材质为高速钢或硬质合金(图6)。机床可加工所有标准键槽和外形:花键槽、内花键及外花键、切向键槽、渐开线齿形及多角形及其他复杂的轮廓。工件表面加工粗糙度均可控制在Ra0.63之内。其系列机床加工范围广泛,有世界上最小及速度最快的键槽插拉机,无级可调切削速度高达45米/分钟,反向行程55
4、米/分钟;也有最大切削长度300毫米,槽宽1.5-32毫米的设备。国内用户采用其重型插拉机床加工槽宽达250毫米,槽长1800毫米(图4-5)。图4 多主轴,多工位插拉机床图5 舰船发动机缸体插槽机插拉机床采用CNC-DS人机对话系统,可提供用户本国语言界面。部分典型槽型:键槽加工是一个切削的生产过程。可以在不同工件的孔里加工键槽和型槽,也可以加工内孔里的多齿型面和其他型面。这一切削加工过程使用的单刃切削刀具是根据键槽所要求宽度或者齿形型状设计制造成型刀,在安装有单刃成型刀的刀具座做往复运动的过程中,成型刀以相同的进给量多次切削每个键槽或齿形型槽,直到所需深度。这种机床适于加工小批量多品种工件
5、内孔里的键槽或者齿形型槽,也适于加工长孔径的工件。具有相对低的刀具运行成本,而且机床功能适应性强。FRMAG Rapida CNCEA2/PPC/APC机电键槽&型槽插拉机床的设计采用了用于往复切削运动和进给运动的两个滚珠丝杠沿着同一直线分布执行垂直往复切削。由于两个滚珠丝杠这样的位置设计,使得往复切削力始终沿着机床中心线。此加工运动过程获得专利。刀架滑块在机床上的两个坚硬的圆柱导轨之间做往复运动,使刀架滑块能保持快速平稳的高精度运行。往复运动轴和进给轴由集成编码控制,这样就消除了由于灵敏的直线位移测量控制系统所导致的故障。进给轴是由伺服电机和滚珠丝杠及齿形带来驱动。控制系统的操作指令形象生动,操作者只需简单的跟着菜单的引导就可以完成操作。FRMAG机电键槽&型槽插拉机床相比液压机床有许多如下优点:优点:l 高动态性能机电驱动使得加工切削速度较快,也能精确的返回到回程点。l 高加工精度。l 集成编码器控制驱动轴l 低噪音。l 比液压机床节省能源。l 所有轴有着坚硬的机床导轨而不需要维修。l 无需液压油及其相关的保养,更换,存储和处理成本。l 友好的操作维修服务界面。l 机床结构设计紧密,比液压机床减少了占地面积。l 可配有远程服务的调制解调器(可选)。以上这些优势保证了我们的机电键槽&型槽插拉机床的品质,节约了成本,提高了机床的功能适应性。
 德国巴尔扎特键槽插拉机床 - 解决疑难键槽加工的有效途径
德国巴尔扎特键槽插拉机床 - 解决疑难键槽加工的有效途径