 基于PROE的数控加工编程
基于PROE的数控加工编程

《基于PROE的数控加工编程》由会员分享,可在线阅读,更多相关《基于PROE的数控加工编程(11页珍藏版)》请在装配图网上搜索。
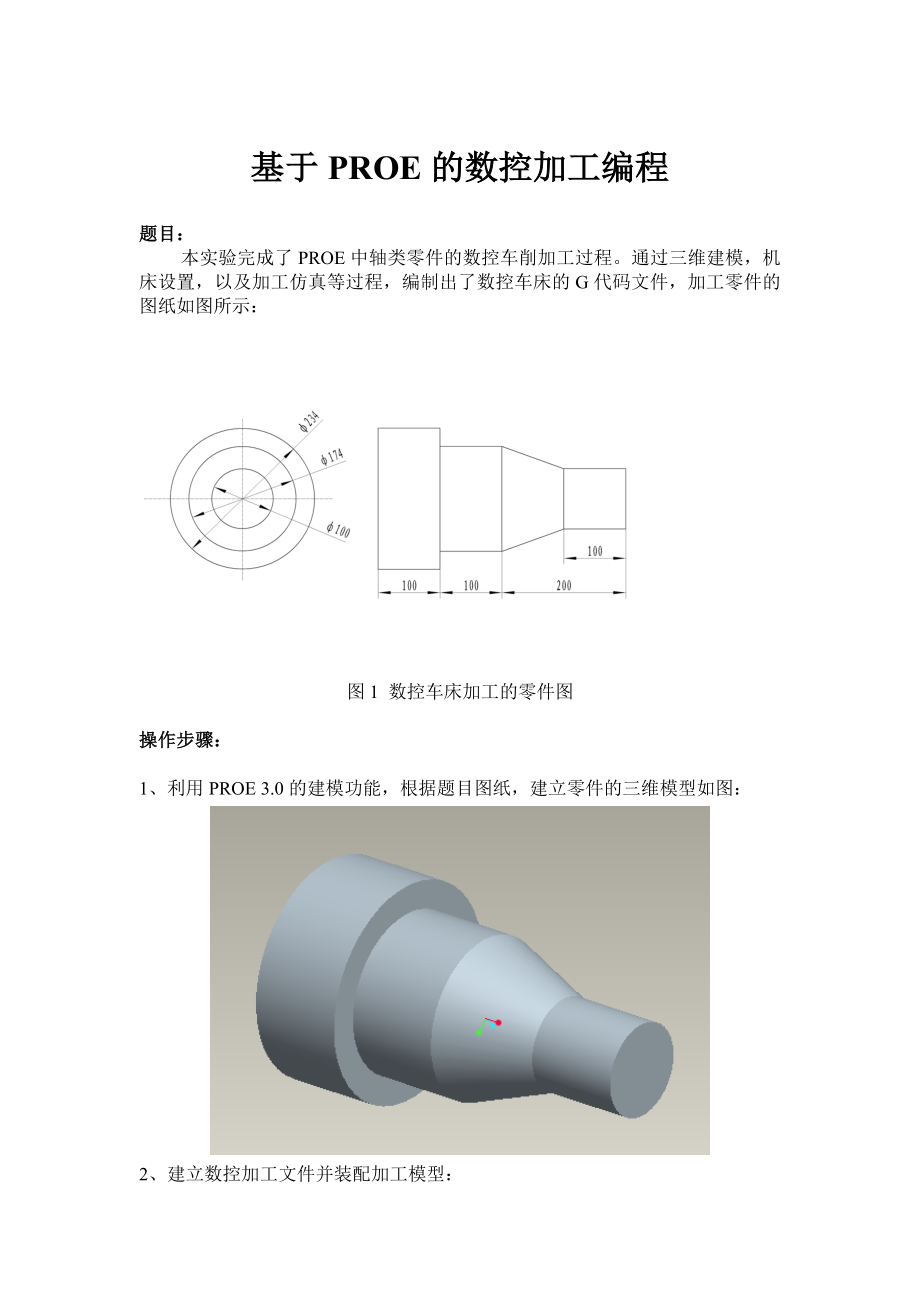
1、基于PROE的数控加工编程题目:本实验完成了PROE中轴类零件的数控车削加工过程。通过三维建模,机床设置,以及加工仿真等过程,编制出了数控车床的G代码文件,加工零件的图纸如图所示:图1 数控车床加工的零件图操作步骤:1、 利用PROE 3.0的建模功能,根据题目图纸,建立零件的三维模型如图:2、 建立数控加工文件并装配加工模型:在proe的主界面中单击新建按钮,然后选择制造-NC组件类型,输入加工文件名后,单击确定进入制造模式,然后,在菜单管理器中点击制造模型-装配-参考模型,在弹出的文件打开对话框中,选择第一步建立的模型文件,单击确定将工件装配进入制造模式。参考工件显示在工作区中,如图所示:
2、在菜单管理器中单击制造模型-创建-工件,在弹出的对话框中输入文件名后,系统弹出下一级子菜单,选择加材料方式,并选择拉伸方式,建立系统的制造模型(毛坯工件),如下图所示: 其中半透明部分是要切削掉的部分,而实体部分是保留的工件模型。然后单击完成/返回菜单返回主菜单。3、 操作设置定义操作名称在主菜单中单击制造-制造设置选项,系统弹出操作设置对话框,在对话框中输入操作的名称:OPO10,然后单击NC机床,弹出机床设置对话框,该工件属于旋转类零件,适合使用车床类加工方式,因此,在机床设置对话框中,选择机床类型为车床,刀架塔台为一个塔台。机床主轴的转速限制为1000RPM,如下图所示:定义机床坐标系和
3、退刀面在以上步骤中的操作设置对话框中,单击加工零点选择按钮,工件模型中,以工件的端面和主轴为参考,作出一个参考坐标系,作为机床的加工零点,然后,将退刀面设置在距离加工零点50mm处,如下图所示: 4、区域车削设置刀具参数在菜单中单击制造-加工-NC序列,系统弹出加工菜单,在加工菜单中单击加工-区域-完成命令,系统显示出序列设置菜单,使用系统默认的刀具和参数选择,单击完成。系统弹出刀具设置对话框,在该对话框中设置好刀具的参数后,单击应用和确定。设置加工过程参数在菜单中,单击制造参数中的设置命令,系统弹出参数树对话框,对相应的参数进行相应的设置,在该实验中,将车削运动的进给速度设置为200,每一刀
4、的进刀深度设置为2,主轴的转速设置为1000,其余参数采用系统默认的参数。然后,单击文件菜单中的保存按钮,输入文件名将该设置保存。选择加工区域在加工过程参数设置完成后,系统弹出“CL数据”文本文件和定制对话框,在定制对话框中单击插入按钮,系统显示出“车削加工轮廓”菜单,单击创建轮廓命令,系统弹出创建轮廓菜单,在模型上选取车削轮廓,确定后选取中心线以上部分,选择切割延拓方向为Z轴负方向,然后确认切减材料,此时,在模型中显示出要切减的材料。加工过程仿真演示在NC序列菜单中单击“演示轨迹”命令,系统显示“演示路径”菜单,同时,设置好的车刀也显示在相应的位置,单击播放对话框的开始按钮,则在屏幕上开始仿
5、真演示工件的加工过程,这是可以通过演示中的走刀路径检查设置过程的错误,并进行相应的修改,演示完成后,在工件上显示出相应的走刀路径。然后,单击NC序列菜单中的完成序列命令,完成序列设置。4、 生成CL数据文件和G代码文件单击制造菜单中的CL数据命令,然后,在CL数据菜单中单击输出命令,系统显示出NCL文件显示窗口,单击NCL文件窗口中的文件选项,通过保存按钮将该NCL文件保存在适当的位置后,关闭该窗口。从系统主菜单进入后置处理程序选项,单击完成后,在弹出的对话框中选取刚才保存的NCL文件,单击打开。然后在后置处理列表中选择其中的一个选项UNCL01.P12,然后系统进行后置处理,生成G代码文件,
6、在随后出现的对话框中输入G代码文件的文件名,将G代码文件保存到硬盘中。利用记事本程序打开刚才保存的G代码文件(扩展名为tap),可以看到相应的车床的G代码。附:实验的G代码文件N5 G71N10 ( / MFG0001)N15 G0 G17 G99N20 G90 G94N25 S1000 M03N30 G1 Z1.5 F2540.N35 G0 X135.948 Y0.N40 G1 X131.748 F200.N45 Z-400.N50 X133.948N55 G0 Z1.5N60 G1 X129.873 F200.N65 Z-400.N70 X134.073N75 G0 Z1.5N80 G1
7、X127.999 F200.N85 Z-400.N90 X132.199N95 G0 Z1.5N100 G1 X126.124 F200.N105 Z-400.N110 X130.324N115 G0 Z1.5N120 G1 X124.25 F200.N125 Z-400.N130 X128.45N135 G0 Z1.5N140 G1 X122.375 F200.N145 Z-400.N150 X126.575N155 G0 Z1.5N160 G1 X120.5 F200.N165 Z-400.N170 X124.7N175 G0 Z1.5N180 G1 X118.626 F200.N185
8、Z-400.N190 X120.826N195 G0 Z1.5N200 G1 X116.626 F200.N205 Z-298.5N210 X117.126N215 X117.235 Z-298.504N220 X117.344 Z-298.516N225 X117.452 Z-298.536N230 X117.558 Z-298.564N235 X117.661 Z-298.599N240 X117.762 Z-298.642N245 X117.86 Z-298.692N250 X117.953 Z-298.749N255 X118.042 Z-298.813N260 X118.126 Z-
9、298.883N265 X118.205 Z-298.959N270 X118.278 Z-299.04N275 X118.345 Z-299.127N280 X118.406 Z-299.218N285 X118.459 Z-299.314N290 X118.506 Z-299.413N295 X118.545 Z-299.515N300 X118.577 Z-299.62N305 X118.601 Z-299.727N310 X118.617 Z-299.835N315 X118.625 Z-299.944N320 X118.626 Z-300.N325 X120.826N330 G0 Z
10、1.5N335 G1 X114.626 F200.N340 Z-298.5N345 X118.826N350 G0 Z1.5N355 G1 X112.626 F200.N360 Z-298.5N365 X116.826N370 G0 Z1.5N375 G1 X110.626 F200.N380 Z-298.5N385 X114.826N390 G0 Z1.5N395 G1 X108.626 F200.N400 Z-298.5N405 X112.826N410 G0 Z1.5N415 G1 X106.626 F200.N420 Z-298.5N425 X110.826N430 G0 Z1.5N4
11、35 G1 X104.626 F200.N440 Z-298.5N445 X108.826N450 G0 Z1.5N455 G1 X102.626 F200.N460 Z-298.5N465 X106.826N470 G0 Z1.5N475 G1 X100.626 F200.N480 Z-298.5N485 X104.826N490 G0 Z1.5N495 G1 X98.626 F200.N500 Z-298.5N505 X102.826N510 G0 Z1.5N515 G1 X96.626 F200.N520 Z-298.5N525 X100.826N530 G0 Z1.5N535 G1 X
12、94.626 F200.N540 Z-298.5N545 X98.826N550 G0 Z1.5N555 G1 X92.626 F200.N560 Z-298.5N565 X96.826N570 G0 Z1.5N575 G1 X90.626 F200.N580 Z-298.5N585 X94.826N590 G0 Z1.5N595 G1 X88.626 F200.N600 Z-298.5N605 X92.826N610 G0 Z1.5N615 G1 X86.715 F200.N620 Z-194.584N625 X88.532 Z-199.478N630 X88.566 Z-199.582N6
13、35 X88.593 Z-199.688N640 X88.612 Z-199.796N645 X88.623 Z-199.905N650 X88.626 Z-200.N655 X90.826N660 G0 Z1.5N665 G1 X84.804 F200.N670 Z-189.437N675 X86.715 Z-194.584N680 X88.915N685 G0 Z1.5N690 G1 X82.893 F200.N695 Z-184.29N700 X84.804 Z-189.437N705 X87.004N710 G0 Z1.5N715 G1 X80.983 F200.N720 Z-179.
14、144N725 X82.893 Z-184.29N730 X85.093N735 G0 Z1.5N740 G1 X79.072 F200.N745 Z-173.997N750 X80.983 Z-179.144N755 X83.183N760 G0 Z1.5N765 G1 X77.161 F200.N770 Z-168.85N775 X79.072 Z-173.997N780 X81.272N785 G0 Z1.5N790 G1 X75.25 F200.N795 Z-163.704N800 X77.161 Z-168.85N805 X79.361N810 G0 Z1.5N815 G1 X73.
15、34 F200.N820 Z-158.557N825 X75.25 Z-163.704N830 X77.45N835 G0 Z1.5N840 G1 X71.429 F200.N845 Z-153.41N850 X73.34 Z-158.557N855 X75.54N860 G0 Z1.5N865 G1 X69.518 F200.N870 Z-148.264N875 X71.429 Z-153.41N880 X73.629N885 G0 Z1.5N890 G1 X67.607 F200.N895 Z-143.117N900 X69.518 Z-148.264N905 X71.718N910 G0
16、 Z1.5N915 G1 X65.697 F200.N920 Z-137.97N925 X67.607 Z-143.117N930 X69.807N935 G0 Z1.5N940 G1 X63.786 F200.N945 Z-132.823N950 X65.697 Z-137.97N955 X67.897N960 G0 Z1.5N965 G1 X61.875 F200.N970 Z-127.677N975 X63.786 Z-132.823N980 X65.986N985 G0 Z1.5N990 G1 X59.964 F200.N995 Z-122.53N1000 X61.875 Z-127.
17、677N1005 X64.075N1010 G0 Z1.5N1015 G1 X58.054 F200.N1020 Z-117.383N1025 X59.964 Z-122.53N1030 X62.164N1035 G0 Z1.5N1040 G1 X56.143 F200.N1045 Z-112.237N1050 X58.054 Z-117.383N1055 X60.254N1060 G0 Z1.5N1065 G1 X54.232 F200.N1070 Z-107.09N1075 X56.143 Z-112.237N1080 X58.343N1085 G0 Z1.5N1090 G1 X52.32
18、1 F200.N1095 Z-101.943N1100 X54.232 Z-107.09N1105 X56.432N1110 G0 Z1.5N1115 G1 X51.5 F200.N1120 Z-99.731N1125 X52.321 Z-101.943N1130 X54.521N1135 G0 Z1.5N1140 G1 X49.589 F200.N1145 Z0.N1150 X51.5N1155 Z-99.731N1160 X88.532 Z-199.478N1165 X88.566 Z-199.582N1170 X88.593 Z-199.688N1175 X88.612 Z-199.796N1180 X88.623 Z-199.905N1185 X88.626 Z-200.N1190 Z1.5N1195 X48.5N1200 X50.7N1205 X48.5N1210 Z0.N1215 X51.5N1220 Z-99.731N1225 X88.532 Z-199.478N1230 X88.566 Z-199.582N1235 X88.593 Z-199.688N1240 X88.612 Z-199.796N1245 X88.623 Z-199.905N1250 X88.626 Z-200.N1255 X133.948N1260 M30%
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
