 钢箱桥单元件制造交底
钢箱桥单元件制造交底

《钢箱桥单元件制造交底》由会员分享,可在线阅读,更多相关《钢箱桥单元件制造交底(29页珍藏版)》请在装配图网上搜索。
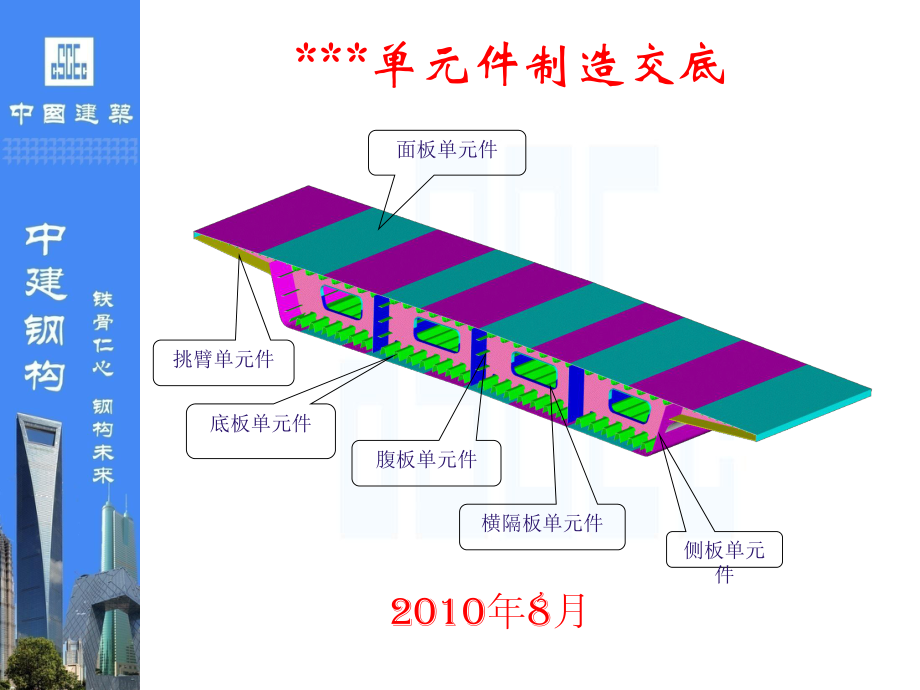
1、*单元件制造交底2010年8月面板单元件腹板单元件底板单元件挑臂单元件横隔板单元件侧板单元件 L24L24联标准节段联标准节段单元件划分图单元件划分图 L24L24联平面联平面划分图划分图矫 正 顶底板精切下料后需矫平,严格控制平面度。采用反变形胎,闭口肋用CO2自动焊机施焊,焊后控制松卡温度,并进行适当修整。顶底板采用多嘴精切(含坡口)在余量端留配切量。U肋下料后经过矫正、机加工、压制成型。将顶底板单元的纵、横基线返到无U(扁钢)肋面,打样冲眼,以备梁段组装用。采用磁力吊吊钢板,以防产生永久变形。用板单元组装胎组装,组装时将纵、横基线返到顶底板上,并打上样冲眼。组装U(扁钢)肋下 料 焊后上
2、平台进行修整检验,以保证顶底板平面度。焊 接修 整划 线 用泡沫板和塑料布将顶板U肋端口封闭,防止雨水和杂物进入。包 装顶(底)板制作组装流程顶(底)板制作组装流程顶、底板单元是全桥最多最主要的板单元,其制造精度直接影响到全桥的质量。基准端余量端1)板单元组装顶板单元U形肋采用自动定位组装胎进行定位组装,严格控制U形肋纵、横向位置。顶(底)板制作工艺要点:2)反变形焊接工艺U形肋与顶板的焊接在板单元反变形焊接胎上进行船位焊接,既保证了焊缝的熔透深度,又保证了板单元焊后的平面度。板单元反变形旋转焊接胎板单元反变形旋转焊接胎3)样板检查为保证板单元U形肋间距满足整体式横隔板要求,除采用上述的工艺、
3、工装外,还将采用专用样板检查控制横隔板位置的U形肋间距,样板自由落入率必须达到100。U形肋间距控制及检查样板形肋间距控制及检查样板隔板制作组装流程隔板制作组装流程横隔板不仅是钢箱梁的骨架,而且在梁段组装时横隔板不仅是钢箱梁的骨架,而且在梁段组装时起到内胎的作用,其制造精度直接影响到梁段的起到内胎的作用,其制造精度直接影响到梁段的几何尺寸和相邻梁段箱口间的匹配精度;本桥横几何尺寸和相邻梁段箱口间的匹配精度;本桥横隔板设计为上下直接插入顶底板隔板设计为上下直接插入顶底板U U形肋,因此在横形肋,因此在横隔板单元制作过程中必须严格控制尺寸精度隔板单元制作过程中必须严格控制尺寸精度采用数控精切下料(
4、先切外形,再切坡口);肋板、人孔和管线孔围板采用多嘴切割机精切下料。下 料矫 正严格控制平面度和直线度。组焊竖肋 以横隔板底边为基准精确划出上水平肋位置线,所有竖肋均以此线为基准定位组装,其目的在于控制上水平肋至底边的尺寸,从而便于顶板在梁段组装时确定标高。组焊水平肋及围板 板边与胎架固定,用CO2半自动焊机对称施焊,严格控制焊接变形。拼 板埋弧自动焊焊接,焊后无损探伤。腹板制作组装流程腹板制作组装流程 精切,严格控制箱梁纵向线形。矫 正严格控制平面度和直线度。下 料开破口拼 板埋弧自动焊拼板。组焊竖向T型肋 以纵腹板底边为基准精确划出上水平肋位置线,所有竖肋均以此线为基准定位组装,其目的在于
5、控制上水平肋至底边的尺寸,从而便于顶板在梁段组装时确定标高。组焊水平肋以水平肋位置线组焊水平肋,板边与胎架固定,用CO2半自动焊机对称施焊,严格控制焊接变形。在板单元对接处,水平肋留200mm工地焊接。多嘴精切,严格控制箱梁纵向线形。加工弧度严格控制平面度和直线度。下 料开破口拼 板埋弧自动焊拼板。卷圆 根据图纸尺寸,需要卷圆的加工横向弯曲线型,用样板检查合格后组装加劲肋。组焊水平肋以水平肋位置线组焊水平肋,板边与胎架固定,用CO2半自动焊机对称施焊,严格控制焊接变形。在板单元对接处,水平肋留200mm工地焊接。侧板单元制作组装流程侧板单元制作组装流程悬臂块体制作组装流程悬臂块体制作组装流程1
6、)检查来料(单元号、外形尺寸、对角线、坡口),然后板单元接宽。2)划线安装加劲肋T肋,并在专用船形焊接胎架上进行焊接。3)划线安装悬臂横向T形加劲肋,检查合格后焊接。4)安装悬臂围板封板。5)单元件矫正后报检,完工报检合格后翻身转序。单元件装配要求单元件装配要求单元件的制造质量是保证钢箱梁整体制造质量的关键工序,因此在制造时对单元件的组焊过程严加控制。1.单元件的生产必须固定工位、固定施工人员、固定施工设备。2.单元件的制造应严格执行首件三检制,专检合格后方可进行大批量生产。3.装配的全过程严禁随意手工切割,如发现零部件与图纸尺寸不符,应找出原因,按相关程序进行处理。个别零部件的修正可采用半自
7、动切割机进行修整。4.对于在组装后无法进行涂装的隐蔽部位,应事先清理表面并刷上油漆。5.所用引、熄弧板,其材质板厚应与母材相同。6.定位焊应注意:a)定位焊前应按图纸及工艺检查焊件的几何尺寸、坡口尺寸、焊接间隙、焊接部位的清理情况,如不符合要求不得定位焊。b)定位焊必须距设计焊缝端部30mm以上,定位焊不得有裂纹、夹渣、焊瘤、焊偏、弧坑未填满等缺陷。c)定位焊缝长50100mm,间距400600mm,焊脚尺寸不超过设计焊脚尺寸的一半。序号序号项目项目允许偏差允许偏差备注备注1切割面垂直度切割面垂直度0.05t;且;且2.0t为板厚为板厚2塌角塌角圆角半径圆角半径R0.53崩坑崩坑主要零件主要零
8、件不允许不允许次要零件次要零件长度内允许长度内允许有一处有一处1.0mm 4切割面粗糙度切割面粗糙度(割纹深度)(割纹深度)主要零件主要零件25 m次要零件次要零件50 m5坡口角度坡口角度2.56钝边钝边1.07曲线边缘任意点曲线边缘任意点偏离偏离控制点控制点1.0控制点一般指结控制点一般指结构交叉点构交叉点非控制点非控制点2.08直线度(直线边缘)直线度(直线边缘)1.0/1000;且;且3.09长度长度主要零件主要零件1.0次要零件次要零件2.010宽度宽度主要零件主要零件1.0次要零件次要零件2.011对角线对角线主要零件主要零件2次要零件次要零件4 下料要求下料要求序号序号项项 目目
9、允许偏差允许偏差备备 注注1A52H1、H223B1.54H2-H125端口垂直端口垂直度度16侧弯侧弯L/1000;全长;全长3L为为U肋长度肋长度7挠度挠度L/1000;全长;全长38扭曲扭曲3端口三点共面,端口三点共面,另一点与该面之另一点与该面之差值差值9局部不平度局部不平度1.510坡口钝边坡口钝边111坡口角度坡口角度2.5 U肋加工要求肋加工要求序号序号项目及简图项目及简图允许偏差允许偏差备注备注1线条宽度线条宽度1.02相交点偏差相交点偏差1.03非相交点偏差非相交点偏差1.54线条直线度线条直线度1.55基准线、检查线偏差基准线、检查线偏差1.06连续结构线位置偏差连续结构线
10、位置偏差1.0指相邻构件在此指相邻构件在此位置也有结构。位置也有结构。7控制结构线位置偏差控制结构线位置偏差1.0指构件定位基准指构件定位基准或影响构件外(或影响构件外(线)形的结构。线)形的结构。8非连续和非控制结构线位置非连续和非控制结构线位置偏差偏差3.09对角线差对角线差2.0指矩形板指矩形板10 角度差角度差eb/1000且且2指非矩形板,指非矩形板,b为夹角短边长度为夹角短边长度 划线要求划线要求 板单元组装要求板单元组装要求序号序号项目及简图项目及简图允许偏差允许偏差备注备注1纵肋组装对线纵肋组装对线横向结构处横向结构处1横肋及横隔板处横肋及横隔板处其它部位其它部位22结构组装间隙结构组装间隙a1.03结构组装垂直度结构组装垂直度c2.0横隔板处纵肋与板横隔板处纵肋与板垂直度垂直度1.0
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
