《焊接过程记录与检查表》由会员分享,可在线阅读,更多相关《焊接过程记录与检查表(11页珍藏版)》请在装配图网上搜索。
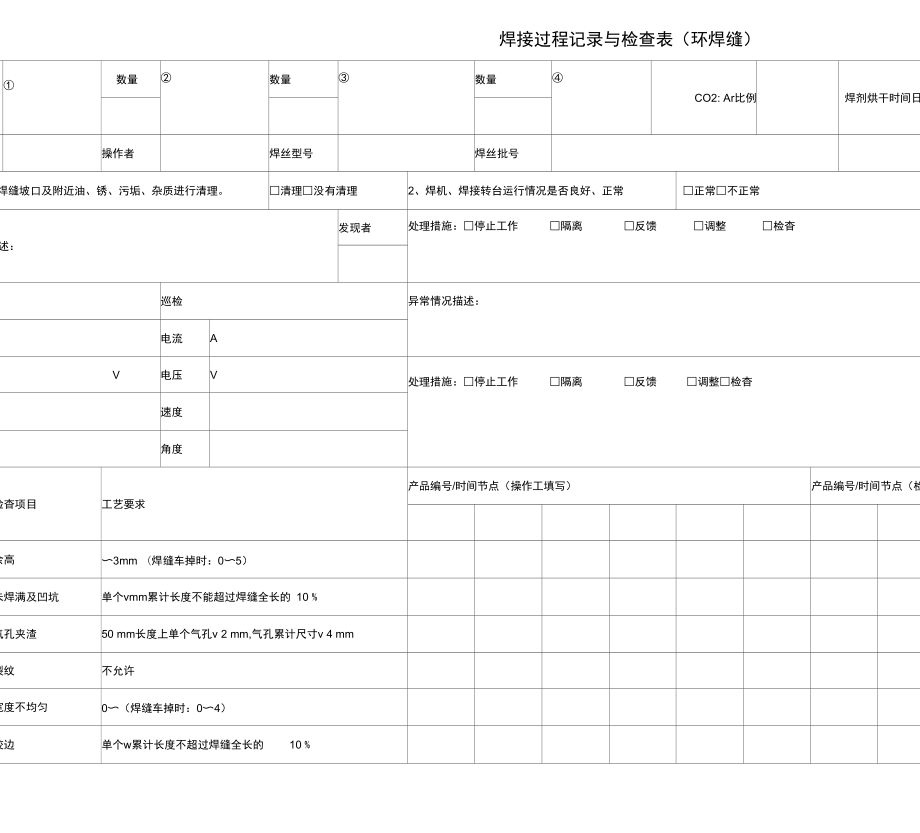
1、焊接过程记录与检查表(环焊缝)订单号(产品代码)数量数量数量CO2: Ar比例焊剂烘干时间日期时间/班次操作者焊丝型号焊丝批号焊接前1、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。清理没有清理2、焊机、焊接转台运行情况是否良好、正常正常不正常异常情况描述:发现者处理措施:停止工作隔离反馈调整检杳处理者焊接中首件巡检异常情况描述:发现者电流A电流A电压V电压V处理措施:停止工作隔离反馈调整检杳处理者速度速度角度角度对接 焊缝 焊接 后外序号检杳项目工艺要求产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)1余高3mm (焊缝车掉时:05)2未焊满及凹坑单个vmm累计长度不能超过
2、焊缝全长的 10 %3气孔夹渣50 mm长度上单个气孔v 2 mm,气孔累计尺寸v 4 mm4裂纹不允许5宽度不均匀0(焊缝车掉时:04)6咬边单个w累计长度不超过焊缝全长的10 %焊接过程记录与检查表(角焊缝)订单号(产品代码)数量数量数量CO2. Ar卜比 例1焊剂烘干时间日期时间/班次操作者焊丝型号焊丝批号焊丝直径焊接前1、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。清理没有清理2、焊机、焊接转台运行情况是否良好、正常正常不正常异常情况描述:发现者处理措施:停止工作隔离反馈调整检杳处理者焊接中首件巡检异常情况描述:发现者电流A电流A电压V电压V处理措施:停止工作隔离反馈调整 检杳处理
3、者速度速度角度角度对接 焊 缝 焊 接 后 外序号检杳项目工艺要求产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)1焊角尺寸K1按照作业指导书要求2焊角尺寸K2按照作业指导书要求3焊缝焊透深度日二或a=按照作业指导书要求4裂纹不允许5宽度不均匀0(焊缝车掉时:04)6咬边单个w累计长度不超过焊缝全长的 10 %焊接过程记录与检查表(纵焊缝)订单号(产品代码)数量数量数量焊条型号时间/班次操作者焊丝型号焊条烘干时间日期焊剂烘干时间日期焊接前1、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。清理没有清理2、焊机、焊接转台运行情况是否良好、正常口正常不正常异常情况描述:发现者处理措
4、施:停止工作隔离反馈调整检杳处理者焊接首件巡检异常情况描述:发现者电流AA电流AA电压VV电压VV处理措施:停止工作隔离反馈调整检杳处理者速度速度角度角度序号检杳项目工艺要求产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)1余高3mm (焊缝余高摩掉: 2)2未焊满及凹坑单个vmm累计长度不能超过焊缝全长的10 %3气孔夹渣50 mm长度上单个气孔v 2 mm,气孔累计尺寸v 4 mm4裂纹不允许5宽度不均匀0(焊缝车掉:05)6咬边单个w累计长度不超过焊缝全长的10 %7烧穿不允许8筒体两端面长度 2mm俚弧焊)/ 2mm焊条电弧焊)9漏焊或间断不允许10焊瘤不允许11焊缝成
5、型不良V 11012未熔合不允许中对接焊缝焊接后外观检查异常情况描述:焊接过程中发生异常反馈:发现者处理者5=nT问题处理措施:停止工作隔离反馈调整检查报告 -;1JdTI说明:1 记录频率:每隔2小时/次。2检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QRQC看板。3检验员按V焊接作业指导书进行首巡末检查订单号(产品代码)数量焊接过程记录与检查表(闪光 对接焊)焊接前1、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。清理没有清理2、焊机、焊接转台运行情况是否良好、正常正常不正常异常情况描述:发现者处理措施:停止工作隔离反馈调整检杳处理者焊接中首件巡检异常情况描述:
6、发现者频率1HZ频率1HZ频率2HZ频率2HZ处理措施:停止工作隔离反馈调整检杳处理者电压档位电压档位钳口距离钳口距离接焊缝焊接后外观序号检杳项目工艺要求产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)1余高02未焊满及凹坑不允许3气孔夹渣不允许4裂纹不允许5宽度不均匀036咬边不允许时间/班次操作者检查7烧穿不允许8筒体两端面长度09漏焊或间断不允许10焊瘤不允许11未熔合不允许12未焊透不允许焊接 过;TA!r-程中发生巳,异十冃+ T常 反馈报皆泊-3 VI报皆i 1口口异常情况描述:发现者报告| 指示】指示解决方建问题处理措施:停止工作隔离反馈调整检杳处理者订单号(产品
7、代码)焊接过程记录与检查表(电阻对接焊)数量数量数量数量焊接前1、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。清理没有清理2、焊机、焊接转台运行情况是否良好、正常正常不正常异常情况描述:发现者处理措施:停止工作隔离反馈调整检杳处理者焊接中首件巡检异常情况描述:发现者焊接电流A焊接电流A焊接电压V焊接电压V处理措施:停止工作隔离反馈调整检杳处理者焊接热量焊接热量通电时间通电时间接焊缝焊接后外观序号检杳项目工艺要求产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)1余高02未焊满及凹坑不允许3气孔夹渣不允许4裂纹不允许5宽度不均匀03时间/班次操作者6咬边不允许检查7烧穿不允许8筒体两端面长度09漏焊或间断不允许10焊瘤不允许11未熔合不允许12未焊透不允许焊接 过;TA!r-程中发生巳,异十冃+ T常 反馈报皆泊-3 VI报皆i 1口口异常情况描述:发现者报告| 指示】指示解决方建问题处理措施:停止工作隔离反馈调整检杳处理者
 焊接过程记录与检查表
焊接过程记录与检查表