《金丝焊接机》由会员分享,可在线阅读,更多相关《金丝焊接机(2页珍藏版)》请在装配图网上搜索。
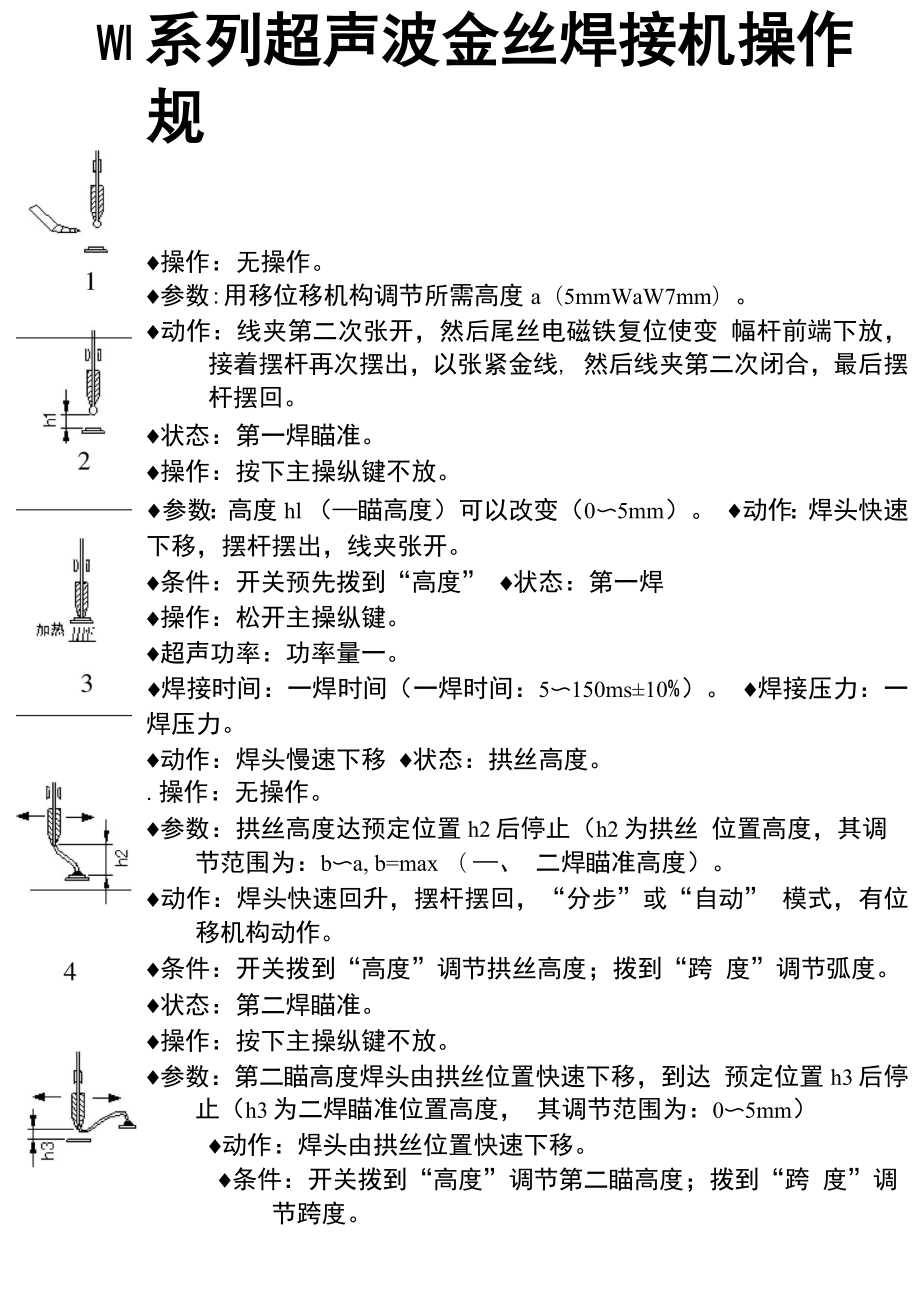
1、WI系列超声波金丝焊接机操作规操作:无操作。参数:用移位移机构调节所需高度a(5mmWaW7mm)。动作:线夹第二次张开,然后尾丝电磁铁复位使变 幅杆前端下放,接着摆杆再次摆出,以张紧金线, 然后线夹第二次闭合,最后摆杆摆回。状态:第一焊瞄准。操作:按下主操纵键不放。参数:高度hl (瞄高度)可以改变(05mm)。 动作:焊头快速下移,摆杆摆出,线夹张开。条件:开关预先拨到“高度” 状态:第一焊操作:松开主操纵键。超声功率:功率量一。焊接时间:一焊时间(一焊时间:5150ms10%)。 焊接压力:一焊压力。动作:焊头慢速下移 状态:拱丝高度。.操作:无操作。参数:拱丝高度达预定位置h2后停止(
2、h2为拱丝 位置高度,其调节范围为:ba, b=max ( 、 二焊瞄准高度)。动作:焊头快速回升,摆杆摆回,“分步”或“自动” 模式,有位移机构动作。条件:开关拨到“高度”调节拱丝高度;拨到“跨 度”调节弧度。状态:第二焊瞄准。操作:按下主操纵键不放。参数:第二瞄高度焊头由拱丝位置快速下移,到达 预定位置h3后停止(h3为二焊瞄准位置高度, 其调节范围为:05mm)动作:焊头由拱丝位置快速下移。条件:开关拨到“高度”调节第二瞄高度;拨到“跨 度”调节跨度。.IJJUl加热6状态:第二焊。操作:放开主操纵键。超声功率:功率量二。焊接时间:二焊时间(二焊时间:5150m10%)。焊接压力:二焊压力。动作:焊头慢速下移。i ItJo7状态:尾丝调节。参数:尾丝的长短(尾丝长度调节范围为:015mm) 动作:变幅杆前端上抬,线夹闭合,夹稳金线。条件:开关拨到“尾丝”位置。d8状态:尾丝形成。操作:开关拨离“尾丝”位置。动作:焊头快速回到初始位置。如开关没有拨到“尾 丝”,二焊完成后劈刀自动归原位。ftJr=L.9状态:形成金球。操作:无。参数:如需调节“烧球强度” “烧球时间”请在初 始位置根据屏幕光标位置进行调节。j j!,1 1 10状态:初始位置。.操作:无操作。参数:可位移位移机构调节所需。动作:同1。
 金丝焊接机
金丝焊接机